| название | год | авторы | номер документа |
|---|---|---|---|
| Способ многопроходной сварки | 1982 |
|
SU1016122A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРОВ | 2004 |
|
RU2276635C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРОВ | 2004 |
|
RU2268131C1 |
| Способ приварки патрубка к оболочке | 1978 |
|
SU897442A1 |
| Способ электрошлаковой сварки плавящимся мундштуком | 1972 |
|
SU444614A1 |
| Способ дуговой сварки | 1990 |
|
SU1690997A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЭНЕРГЕТИЧЕСКОГО ЯДЕРНОГО РЕАКТОРА И СПОСОБ ЕГО ГЕРМЕТИЗАЦИИ | 1997 |
|
RU2127457C1 |
| СПОСОБ РЕМОНТА ДЕТАЛЕЙ | 1990 |
|
SU1771161A1 |
| Способ подготовки под сварку соединения | 1984 |
|
SU1234132A1 |
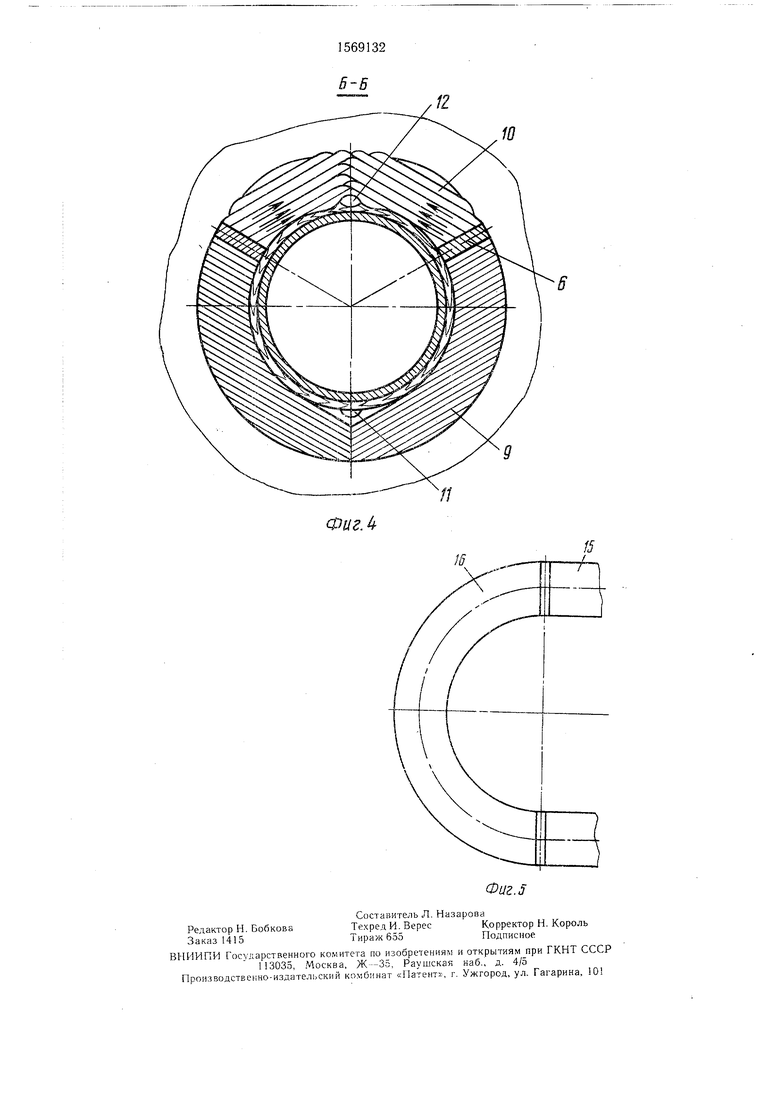
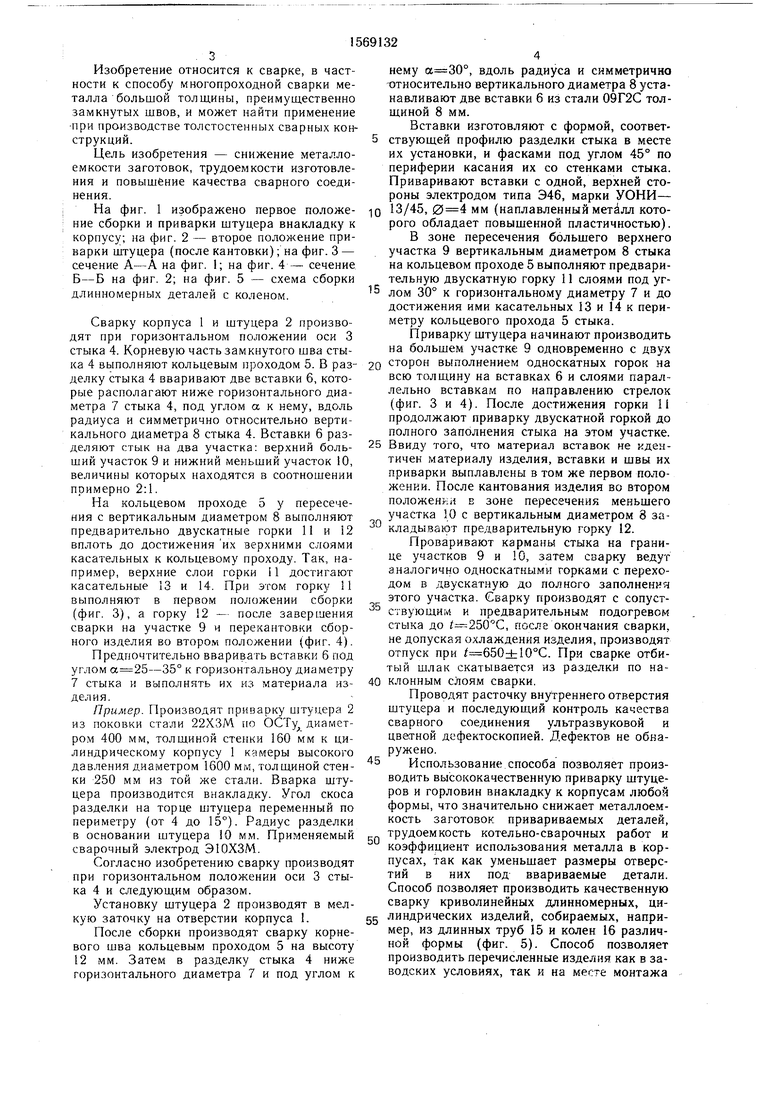
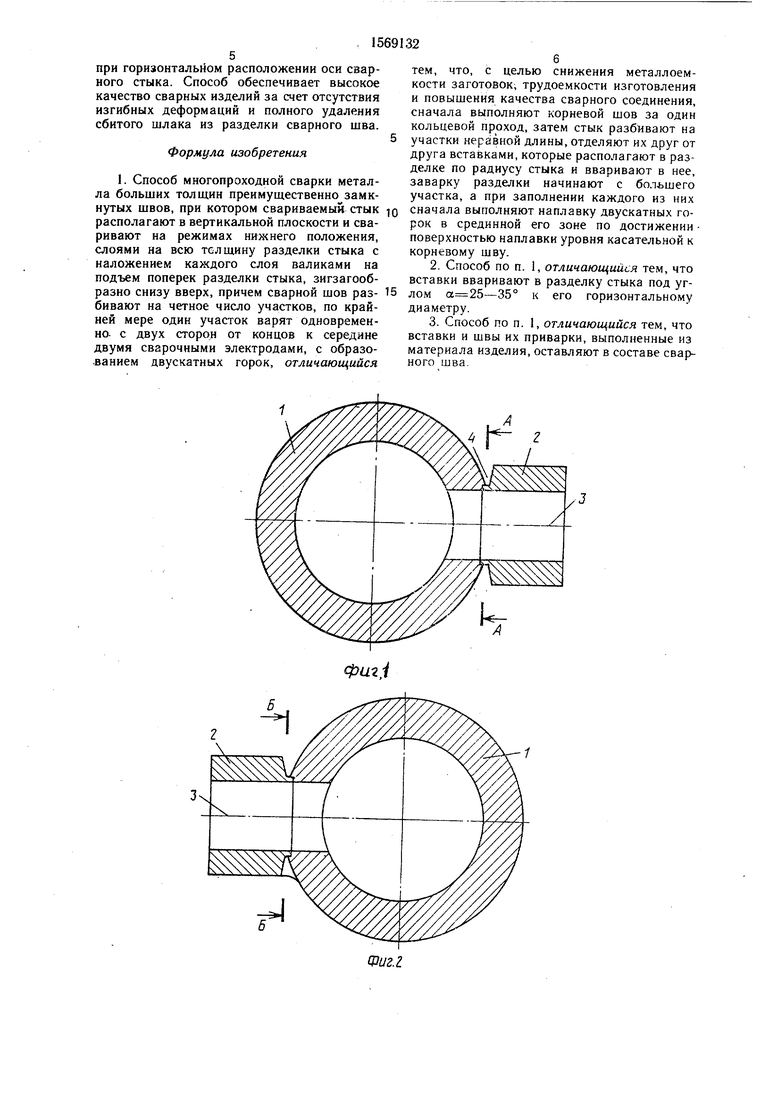
Изобретение относится к сварке, в частности к способам многопроходной сварки замкнутых швов металла большой толщины. Цель изобретения - снижение металлоемкости заготовок и трудоемкости изготовления, повышение качества сварного соединения. Сварку штуцера с корпусом производят при горизонтальном положении оси замкнутого стыка. В разделку вваривают две вставки 6, которые располагают ниже горизонтального диаметра 7, под углом к нему, вдоль радиуса и симметрично относительно вертикального диаметра 8. У вертикального диаметра 8 на кольцевом шве 5 выполняют две предварительные двускатные горки. Сварку начинают на вставках 6 большего участка 9 шва в сторону горизонтального диаметра односкатными горками с переходом у вертикального диаметра в двускатные горки. После кантования изделия аналогично проводят сварку на меньшем участке шва. Проведение сварки при горизонтальном расположении оси завариваемого стыка позволяет работать с узкими разделками свариваемых деталей, проводить, например, приварку штуцеров внакладку, в том числе к плоской плите. Это снижает габариты и металлоемкость привариваемых штуцеров и одновременно объем сварочных работ, т.е. трудоемкость изготовления изделия. Установка и приварка двух вставок в разделку стыка ниже его горизонтального диаметра в сочетании с выполнением предварительной верхней двускатной горки у вертикального диаметра стыка обеспечивают первоначальный равномерный по периметру распор кромок свариваемых деталей, который наиболее плодотворно противодействует деформации, возникающей при последующей сварке. 2 з.п. ф-лы, 5 ил.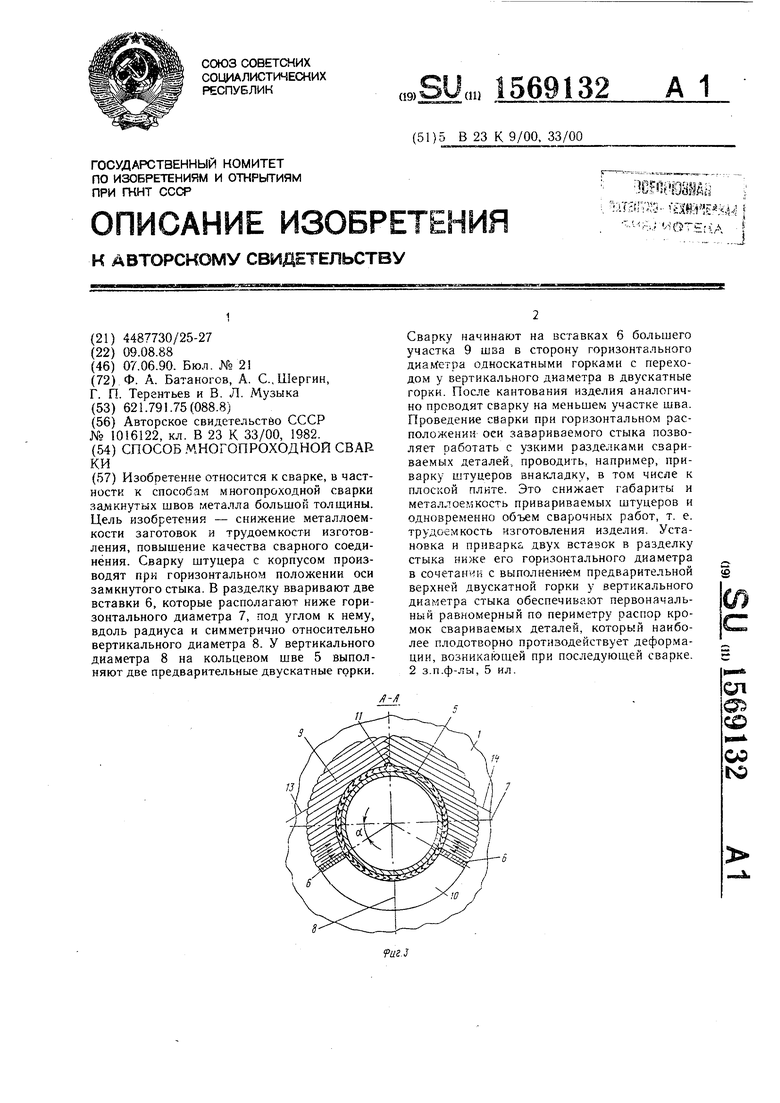
Фиг
ФигЛ
ю
| Способ многопроходной сварки | 1982 |
|
SU1016122A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
