Изобретение относится к области сварочного производства и может быть использовано при электрошлаковой сварке тел вращения.
Существуют различные способы электрошлаковой сварки кольцевых швов. Наиболее широкое распространение получил способ электрошлаковой сварки кольцевых швов, при котором начало процесса осуществляют в специальном кармане, находящемся ниже горизонтального диаметра, примерно, на 20°, с последующим выведением зеркала шлаковой ванны на горизонтальный диаметр и вращением изделия вокруг горизонтальной оси со скоростью сварки с последующим замыканием начала и конца шва.
В случае сварки неповоротных стыков применяют способ электрошлаковой сварки плавящимся мундштуком, при которой начало сварки в нижней части стыка ведут двумя плавящимися мундштуками в общем .
I кармане с последующим разделением шлаковой и металлической ванн относительно вертикального диаметра на две части по форме стыка и последующим выведением конца шва в общий карман.
Существует также способ электрошлаковой сварки кольцевых швов большой протяженности плавящимся мундштуком.
При всех перечисленных способах сварку ведут в плоскости, перпендикулярной оси вращения изде ЛИЯ, причем продольная ось изделия
совпадает с осью вращения.
В практике машиностроения очень часто встречаются изделия, преимущественно тела вращения (пат рубки, цапфы, оси и т.д.), которые
необходимо соединять с массивными толстостенными деталями, ось вращения которых не совпадает с осью привариваемых тел вращения. При этом ось симметрии стыка может
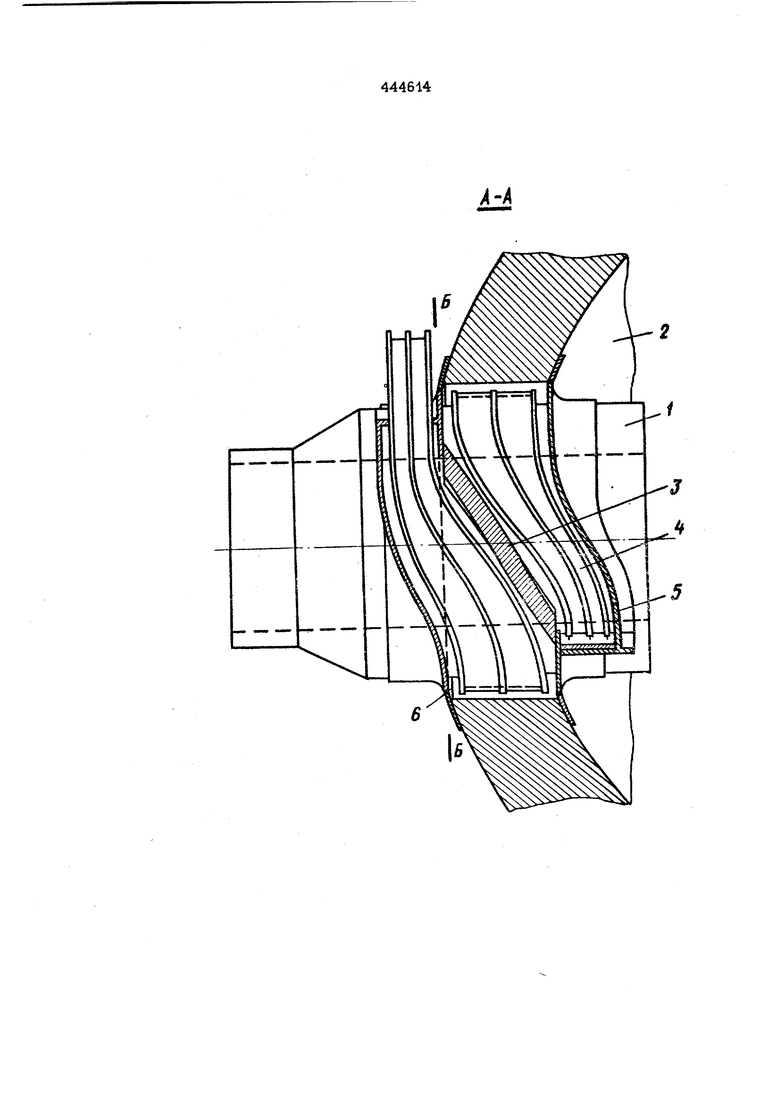
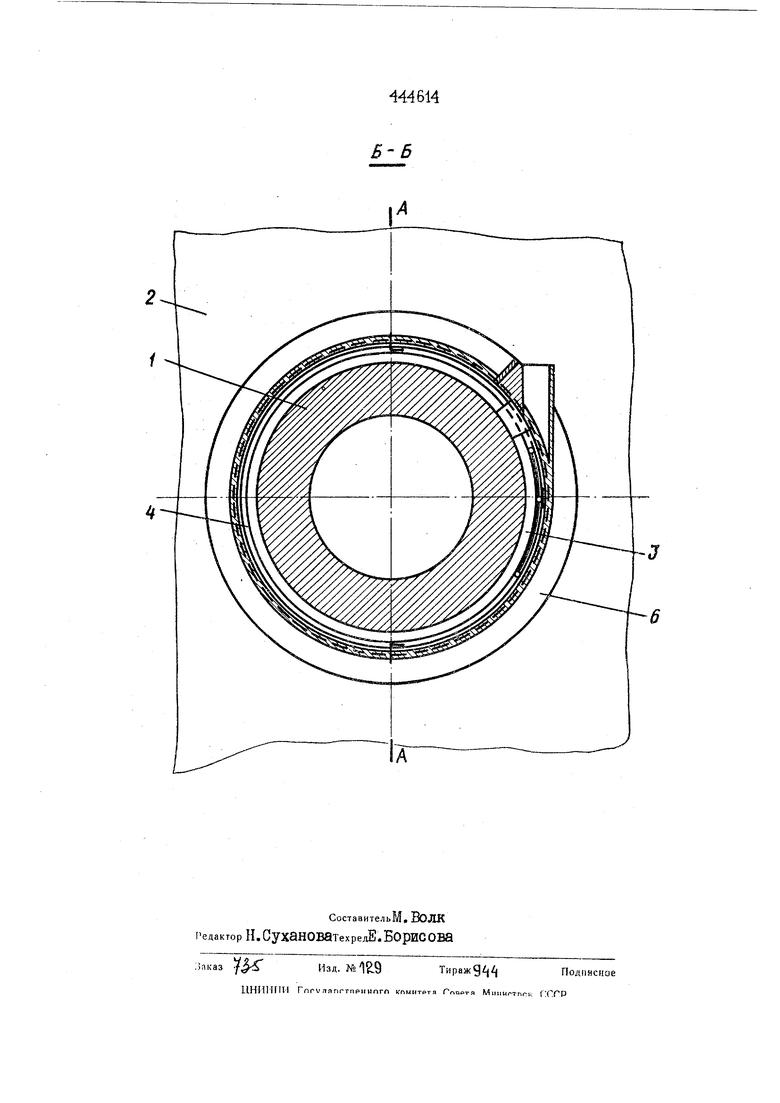
быть параллельной оси вращения мае сиБНОй детали или находиться под углом к ней, не более 45°. Осуществить сварку таких изделия.(перечисленными способами практически невозможно или технически крайне сложно, Были попытки вваривать тела вращения электрошлаковой сваркой плавящимся мундштуком в виде цилиндра, расположенного концентри чески в зазоре, при этом изделие устанавливалось вертикально. Иссле дования пока:зали, что жесткостЪ стыка приводит к образованию трещин, а при выводе шва на телах вращения неизбежно образуются подрезы из-за проплавления кромок, Для улучшения качества и повышения производительности при электрошлаковой приварке тел вращения типа патрубков к массивным толстостенным емкостям по предлагаемому способу плавящийся мундштук располагают в сварочном зазоре по. винтовой линии, а . сварочную ванну поддерживают на горизонтальном диаметре привариваемого патрубка путем непрерывного вращения обеих свариваемых деталей вокруг оси патрубка. Предлагаемый способ иллюстрируется чертежом. Для приварки тела вращения I к массивному изделию 2 в последнем делается кольцевой вырез, диаметр которого больше наружного диаметра тела вращения на величину двух зазоров, которые эти детали образуют при сборке. Для фиксации зазора между свариваемыми кром ками устанавливают по винтовой линии вставку 3, Перед сборкой на теле вращения устанавливают на электроизоляторах (на чертеже условно не показаны) плавящийся мунд штук 4, огибащий тело вращения меж ду вставкой 3, После сборки деталей устанавливают формирующее устройство 5 для начала процесса за пределами стыка и формирования одной из сторон стыка (шва) и формирующее устройство 6 для вывода конца шва за пределы стыка и формирования одной из сторон стыка (второй части шва). Карман для начала шва в устройстве 5 размещают ниже горизонтальнего диаметра тела вращения, а положение выходного каруана по окончании сварки должно быть вертикал ьным, Сварку начинают при неподвижном изделии до подхода шлаковой ванны на горизонтальный диаыетр. После этого 1 вращают изделие со скоростью сварки. В начальной стадии сварки фиксирующая разделительная вставка 3 должна соединяться со швом (допускается расплавление вставки не более, чем на 2/3 ее ширины), а при замыкании оставшаяся часть вставки должна полностью расплавиться, образуя с первоначальной частью шва прочное соединение. При входе шлаковой ванны в выходной карман вращение изделия прекращают, для упрощения техники сборки и сварки и уменьшения сварочных деформаций на изделии или теле вращения заранее выполняют технологическую планку (разделительную фиксирующую вставку 3) по винтовой линии, между уступами которой перед сборкой располагают плавящийся мундщтук. При этом наружные диаметры выступов должны равняться диаметрам отверстий в изделии или наоборот. Таким способом можно осуществить одновременно приварку нескольких тел вращения, оси вращения которых не совпадают с осью вращения изделия. ПРЕДМЕТ ИЗОБРЕТЕНИЯ Способ электрошлаковой сварки плавящимся мундштуком, преимущественно для приварки тел вращения типа патрубков к массивным толстостенным емкостям, при котором плавящийся мундштук располагают в сварочном зазоре, а начало и конец щва выполняют вне его,отличающийся тем, что, с целью улучшения качества и повышения производительности труда, плавящийся мундшт:/к располагают в сварочном зазоре по винтовой линии, а сварочную ванну поддерживают на горизонтальном диаметре привариваемого патрубка путем непрерывного вращения обеих свариваемых деталей вокруг оси патрубка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ приварки патрубка к цилиндрической заготовке | 1980 |
|
SU870032A1 |
| Способ сварки поперечных стыков фасонных профилей | 1980 |
|
SU948588A1 |
| Способ управления процессом электрошлаковой сварки | 1980 |
|
SU927455A1 |
| Способ электрошлаковой сварки | 1977 |
|
SU721288A1 |
| Способ электрошлаковой сварки плавящимся мундштуком | 1980 |
|
SU927454A1 |
| Способ электрошлаковой сварки плавящимся мундштуком | 1988 |
|
SU1593851A1 |
| Способ управления процессом электрошлаковой сварки | 1980 |
|
SU927453A1 |
| Способ электрошлаковой сварки | 1979 |
|
SU833396A1 |
| СПОСОБ ЛАЗЕРНО-ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 2010 |
|
RU2447980C2 |
| Способ многослойной электрошлаковой сварки | 1990 |
|
SU1756074A1 |