Изобретение относится к дуговой сварке с применением флюса и может быть использовано при сварке вертикальных и горизонтальных швов на вертикальной плоскости в монтажных условиях.
Цель изобретения - повышение производительности и качества сварки за счет улучшения формирования сварного шва.
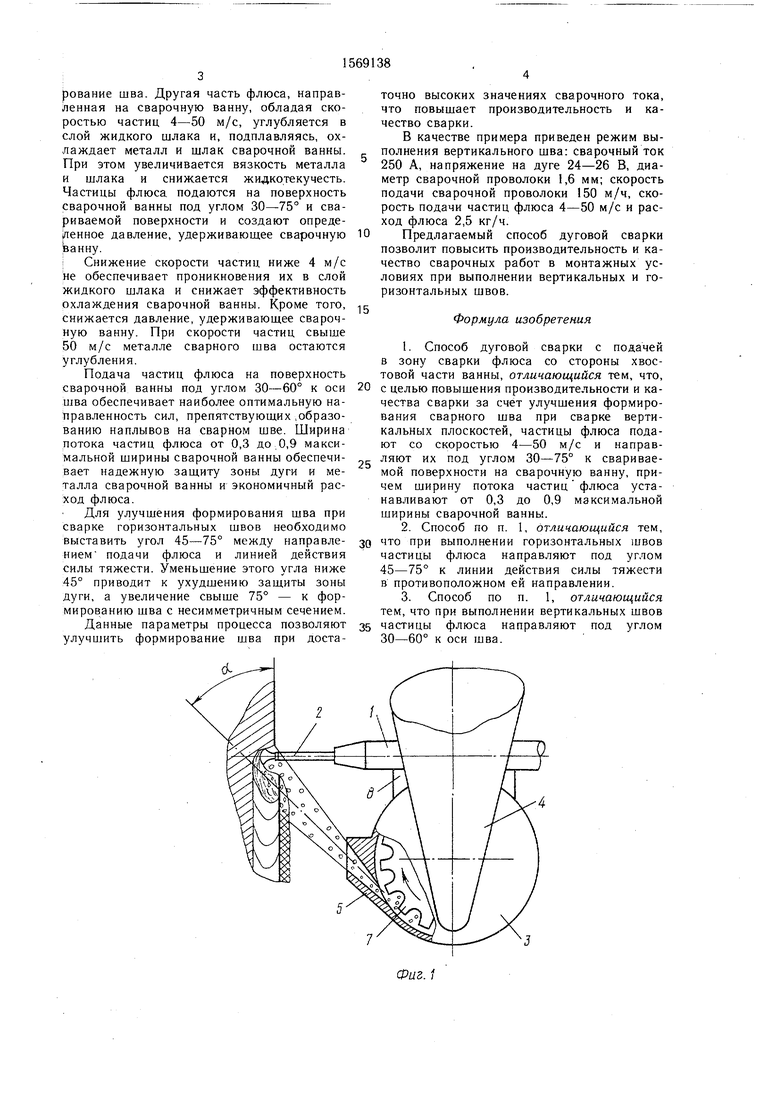
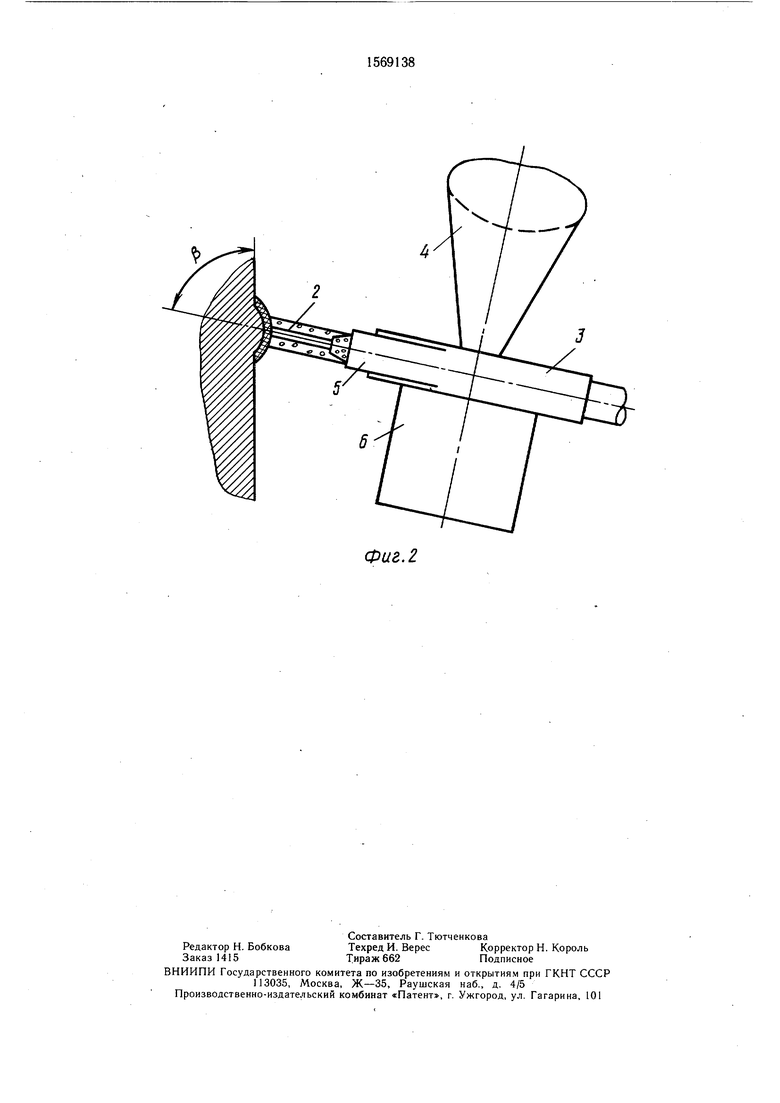
На фиг. 1 схематично изображено устройство для осуществления способа при выполнении вертикального шва; на фиг. 2 - устройство при выполнении горизонтального шва, сечение металла перпендикулярно оси шва.
Устройство содержит мундштук 1, через который подается электродная проволока 2, и систему для подачи флюса, состоящую из статора 3 с расположенной под углом 45° к нему воронкой 4 для подачи флюса и с направляющей 5. На статоре 3 непосредственно закреплен двигатель 6, на валу которого насажен зубчатый ротор 7. Статор 3 неподвижно связан с мундштуком 1 через изолятор 8.
Процесс осуществляется следующим образом.
В воронку 4 засыпают флюс. Включают подачу проволоки 2, при этом одновременно включается двигатель 6, который вращает зубчатый ротор 7 в направлении, указанном стрелкой Ротор 7 подает через направляющую 5 флюс со скоростью частиц 4-50 м/с в зону горения дуги и в сварочную ванну под углом 30-60° к оси шва. Вертикальную швы выполняют способом снизу вверх (фиг. 1).
При сварке горизонтальных швов (фиг. 2) выдерживают угол 45-75° между направлением подачи флюса и вертикалью.
Ширина потока частиц флюса составляет от 0,3 до 0,9 максимальной ширины сварочной ванны. Часть флюса, попадая в зону горения дуги, обеспечивает протекание определенных металлургических процессов и всплывает на поверхность сварочной ванны. При этом сварщик имеет возможность визуально контролировать формисд
О
СО
со
00
рование шва. Другая часть флюса, направленная на сварочную ванну, обладая скоростью частиц 4-50 м/с, углубляется в слой жидкого шлака и, подплавляясь, охлаждает металл и шлак сварочной ванны. При этом увеличивается вязкость металла и шлака и снижается жидкотекучесть. Частицы флюса подаются на поверхность сварочной ванны под углом 30-75° и свариваемой поверхности и создают определенное давление, удерживающее сварочную Ю ванну.
Снижение скорости частиц ниже 4 м/с не обеспечивает проникновения их в слой жидкого шлака и снижает эффективность охлаждения сварочной ванны. Кроме того, 15 снижается давление, удерживающее сварочную ванну. При скорости частиц свыше 50 м/с металле сварного шва остаются углубления.
точно высоких значениях сварочного тока, что повышает производительность и качество сварки.
В качестве примера приведен режим вы- г полнения вертикального шва: сварочный ток 250 А, напряжение на дуге 24-26 В, диаметр сварочной проволоки 1,6 мм; скорость подачи сварочной проволоки 150 м/ч, скорость подачи частиц флюса 4-50 м/с и расход флюса 2,5 кг/ч.
Предлагаемый способ дуговой сварки позволит повысить производительность и качество сварочных работ в монтажных условиях при выполнении вертикальных и горизонтальных швов.
Формула изобретения
1. Способ дуговой сварки с подачей в зону сварки флюса со стороны хвостовой части ванны, отличающийся тем, что,
Подача частиц флюса на поверхность
сварочной ванны под углом 30-60° к оси 20 с целью повышения производительности и ка- шва обеспечивает наиболее оптимальную на-чества сварки за счет улучшения формиро- правленность сил, препятствующих ,образо-вания сварного шва при сварке верти- ванию наплывов на сварном шве. Ширина кальных плоскостей, частицы флюса пода- потока частиц флюса от 0,3 до 0,9 макси-ют со скоростью 4-50 м/с и направ- мальной ширины сварочной ванны обеспечи- ляют их под углом 30-75° к сваривае- - --- поверхности на сварочную ванну, причем ширину потока частиц флюса устанавливают от 0,3 до 0,9 максимальной ширины сварочной ванны.
2. Способ по п. 1, отличающийся тем, выставить угол 45-75° между направле- 30 что ПРИ выполнении горизонтальных швов нием подачи флюса и линией действия частицы флюса направляют под углом силы тяжести. Уменьшение этого угла ниже 45-75° к линии действия силы тяжести 45° приводит к ухудшению защиты зоныв противоположном ей направлении.
дуги, а увеличение свыше 75° - к фор-3. Способ по п. 1, отличающийся
мированию шва с несимметричным сечением. тем, что при выполнении вертикальных швов Данные параметры процесса позволяют 35 частицы флюса направляют под углом улучшить формирование шва при доста-30-60° к оси шва.
вает надежную защиту зоны дуги и металла сварочной ванны и экономичный расход флюса.
Для улучшения формирования шва при сварке горизонтальных швов необходимо
точно высоких значениях сварочного тока, что повышает производительность и качество сварки.
В качестве примера приведен режим вы- полнения вертикального шва: сварочный ток 250 А, напряжение на дуге 24-26 В, диаметр сварочной проволоки 1,6 мм; скорость подачи сварочной проволоки 150 м/ч, скорость подачи частиц флюса 4-50 м/с и расход флюса 2,5 кг/ч.
Предлагаемый способ дуговой сварки позволит повысить производительность и качество сварочных работ в монтажных условиях при выполнении вертикальных и горизонтальных швов.
Формула изобретения
1. Способ дуговой сварки с подачей в зону сварки флюса со стороны хвостовой части ванны, отличающийся тем, что,
с целью повышения производительности и ка- чества сварки за счет улучшения формиро- вания сварного шва при сварке верти- кальных плоскостей, частицы флюса пода- ют со скоростью 4-50 м/с и направ- ляют их под углом 30-75° к сваривае- мой поверхности на сварочную ванну, причем ширину потока частиц флюса устанавливают от 0,3 до 0,9 максимальной ширины сварочной ванны.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ вертикальной дуговой сварки под флюсом | 1991 |
|
SU1819199A3 |
| Способ дуговой сварки неповоротных стыков труб | 1980 |
|
SU1006137A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ СТАЛЬНОГО МАТЕРИАЛА ПОД ФЛЮСОМ С ПРИМЕНЕНИЕМ МНОЖЕСТВА ЭЛЕКТРОДОВ | 2009 |
|
RU2486996C2 |
| Способ лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660541C1 |
| Устройство для лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660503C1 |
| Способ многоэлектродной дуговой сварки в среде защитного газа | 2018 |
|
RU2702168C1 |
| Способ дуговой сварки | 1986 |
|
SU1407719A1 |
| СПОСОБ ДВУХДУГОВОЙ СВАРКИ СТАЛИ ПОД ФЛЮСОМ | 1991 |
|
RU2023556C1 |
| Способ сварки под флюсом горизонтального стыкового соединения на вертикальной плоскости | 1987 |
|
SU1466888A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
Изобретение относится к дуговой сварке с применением флюса и может быть использовано при сварке вертикальных и горизонтальных швов на вертикальной плоскости в монтажных условиях. Цель изобретения - повышение производительности и качества сварки. Придают частицам флюса скорость 4-50 м/с и направляют их под углом 30-60° к оси шва из хвостовой части ванны в зону горения дуги и в сварочную ванну при выполнении вертикальных швов. При выполнении горизонтальных швов подают флюс под углом 45-75° к линии действия силы тяжести в противоположном ей направлении. Ширина потока частиц флюса составляет от 0,3 до 0,9 ширины сварочной ванны. Такая ширина потока обеспечивает защиту дуги и зоны сварки. 2 з.п. ф-лы, 2 ил.
Фаг. 2
| Способ дуговой сварки | 1979 |
|
SU856710A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
