1 Изобретение относится к порошковой металлургии, в частности к способам получения покрытий из порошковых материалов на цилиндрические поверхности деталей вращения.
Цель изобретения - получение наплавленного слоя определенной ширины на буртах ступенчатого вала и расширение технологических возможностей.
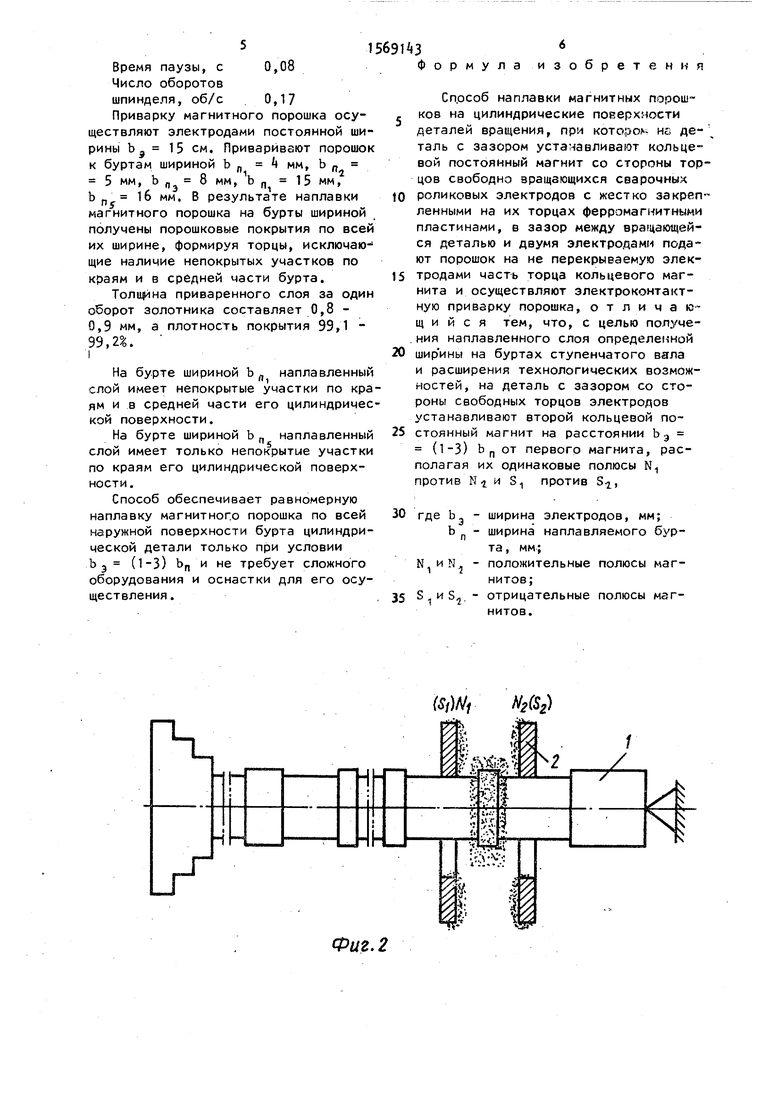
На фиг. 1 представлена схема вы- пЬлнения способа; на фиг. 2 - схема формирования порошка в поле магнитов
Сущность способа заключается в следующем.
На деталь 1 свободно с зазором устанавливают два кольцевых постоянных магнита 2 со стороны торцов свободно вращающихся сварочных роликовых электродов 3, располагая их так, «- тобы положительные полюсы N1 и М- разместились друг против друга, а следовательно, и отрицательные полю- -it S и s 2 разместились также напротив друга, электроды 3 с закреп еиными на их торцах ферромагнитными пластинами 4 прижимают цилиндричес- поверхностями к поверхности бур T.S детали 1 и сообщают детали 1 вра- д$ние. На торцовые поверхности магнитов 2, обращенные к электродам 3 по- д-Эют металлический порошок 5 и подают на электроды 3 импульсы сварочного тока, которые формируют порошковое покрытие по всей ширине бурта де 1 за один оборот изделия При этом кольцевые магниты 2 притягиваются к торцовым поверхностям ферромагнитных пластин 4 электродов 3, вращающихся на осях 6.
Для обеспечения качественного нанесения порошкового покрытия на поверхность бурта детали 1 кольцевые магниты 2 устанавливают на расстояни bl ) ДРУГ от друга, где Ьэ - ширина электродов, мм; b п - ширина направляемого бурта, мм.
Подачу порошка на магниты можно производить как непрерывно, так и порциями через определенные интервалы времени.
Формирование порошкового покрытия на поверхности бурта зависит от расположения магнитов 2 полюсами или Н, к другу.
При расположении магнита 2 полюсами S1-S подаваемый маг- читный порошок 5 в основном располагается на всей ширине поверхности
эурта, а также на торцовых поверхностях магнитов 2. Поверхность бурта по периметру покрыта слоем порошка, что обеспечивает его приварку по всей его ширине. Наличие порошка на поверхности бурта объясняется определенной направленностью силовых линий магнитного поля,
При расположении кольцевых магнитов полюсами N,,-5 2 друг к другу подаваемый порошок 5 располагается только на торцовых поверхностях магнитов 2, а поверхность бурта, нахо5 дящаяся между магнитами 2, порошком 5 не покрывается и наплавка его на бурт не происходит.
Таким образом для того., чтобы удержать магнитный порошок и осущест0 вить наплавку на поверхности бурта необходимо расположить по обеим тор-. цовым поверхностям электродов 3 кольцевые постоянные магниты 2 полюсами
N, -Nj, или друг к другу. 5 Наплавка порошка соответствующей ширины на поверхность пояска возможна при выполнении следующего условия:
30
Ь, (1,0...3,0) Ь„..
При Ьэ 1,0 Ьп ширина наплавленного слоя меньше ширины бурта, в результате чего края цилиндрической поверхности бурта имеют непокрытые участки. 5 При Ьэ 3,0 Ьп наплавленный слой на поверхности бурта имеет непокрытые участки как по краям, так и в средней части.
Приварку магнитного порошка 0 ПГ - С 27-М к поверхности буртов диаметром 25 мм золотника распределителя навесной системы тракторов осуществляют следующим образом.
Золотник устанавливают в патроне 5 установки 011-1-10 для контактной роликовой приварки.
Диаметр электродов D( 150 мм, ширина b э 15 мм.
Кольцевые магниты имеют следующие g размеры, мм:
Наружный диаметр 85
Внутренний диаметр 35
Ширина10
Режим приварки:
Сварочный ток, А 5500-6000
Усилие прижатия
электродов, Н 30HQ
Длительность импульса тока, с 0,1
5
Время паузы, с 0,08
Число оборотов
шпинделя, об/с 0,17
Приварку магнитного порошка осуществляют электродами постоянной ширины Ъэ 15 см. Приваривают порошок к буртам шириной b „ k мм, b n 5 мм, b „ 8 мм, Ьп 15 мм, b п 16 мм. В результате наплавки магнитного порошка на бурты шириной получены порошковые покрытия по всей их ширине, формируя торцы, исключающие наличие непокрытых участков по краям и в средней части бурта.
Толщина приваренного слоя за один оборот золотника составляет 0,8 - 0,9 мм, а плотность покрытия 99,1 - 99,2%. i
На бурте шириной b n наплавленный слой имеет непокрытые участки по краям и в средней части его цилиндрической поверхности.
На бурте шириной b п наплавленный слой имеет только непокрытые участки по краям его цилиндрической поверхности .
Способ обеспечивает равномерную наплавку магнитного порошка по всей наружной поверхности бурта цилиндрической детали только при условии Ьэ (1-3) Ьп и не требует сложного оборудования и оснастки для его осуществления .
ормула
и
6
3 О б р
е т е н и я
5
0
5
Сп.особ наплавки магнитных порош™ ков на цилиндрические поверхности деталей вращения, при которое- нь деталь с зазором устачавливают кольцевой постоянный магнит со стороны торцов свободно вращающихся сварочных роликовых электродов с жестко закреп- ленными на их торцах ферромагнитными пластинами, в зазор между вращающейся деталью и двумя электродами подают порошок на не перекрываемую электродами часть торца кольцевого магнита и осуществляют электроконтактную приварку порошка, отличающийся тем, что, с целью получения наплавленного слоя определенной шир ины на буртах ступенчатого вала и расширения технологических возможностей, на деталь с зазором со стороны свободных торцов электродов устанавливают второй кольцевой постоянный магнит на расстоянии Ьэ (1-3) bn от первого магнита, располагая их одинаковые полюсы N1 против N i и S1 против S,
b „ где b, - ширина электродов, мм;
ширина наплавляемого бурта, мм;
положительные полюсы магнитов;
отрицательные полюсы магнитов.
N, ип,
51И51
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ наплавки ферромагнитных порошков на внутренние цилиндрические поверхности | 1989 |
|
SU1696214A1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ БИМЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2008 |
|
RU2385207C1 |
| Способ лазерно-порошковой наплавки валов электродвигателя | 2020 |
|
RU2754335C1 |
| Борирование поверхностных слоев углеродистой стали при помощи микродуговой наплавки | 2022 |
|
RU2801101C1 |
| Способ электроконтактной наплавки ферромагнитными порошками и устройство для его осуществления | 1988 |
|
SU1637979A1 |
| Плазмотрон для плазменно-селективного припекания металлических порошков | 2018 |
|
RU2705847C1 |
| Способ электроконтактной наплавки порошка | 1988 |
|
SU1555085A2 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ РОЛИКОВОЙ ПРИВАРКИ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 2010 |
|
RU2564777C2 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБЫ | 2013 |
|
RU2550982C1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ ПОРОШКОВ СИСТЕМЫ Fe-Cr-V-Mo-C | 2014 |
|
RU2557180C1 |
Изобретение относится к порошковой металлургии, в частности к способам получения покрытий из порошковых материалов на цилиндрические поверхности деталей вращения. Цель изобретения - получение наплавленного слоя заданной ширины на буртах ступенчатого вала и расширение технологических возможностей. На деталь 1 устанавливают с зазором два постоянных кольцевых магнита 2 со стороны торцов электродов 3 на расстоянии друг от друга Bэ=Bп(1-3), где Bэ - ширина электродов, мм,а Wп - ширина наплавляемого бурта, мм, располагая их одинаковые полосы N1 и N2 или S1 и S2 напротив друг друга. На торцовые поверхности магнитов 2, обращенные к электродам 3, подают порошок 5, прижимают электроды к поверхности бурта и подают импульсный сварочный ток на электроды, одновременно вращая деталь 1. Наплавку слоя производят за один оборот детали. Способ обеспечивает равномерную наплавку магнитного порошка по всей цилиндрической поверхности бурта только при соблюдении условия Bэ=(1-3)Bп и не требует при этом сложного оборудования и оснастки. 2 ил.
| Авторское свидетельство СССР № , кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| ( СПОСОБ НАПЛАВКИ МАГНИТНЫХ ПОРОШКОВ | |||
