Изобретение относится к станкостроению, а именно к способам ленточной обработки абразивным инструментом.
Целью изобретения является повышение стойкости абразивной ленты и обеспечение стабильности качества обрабатыаемой поверхности.
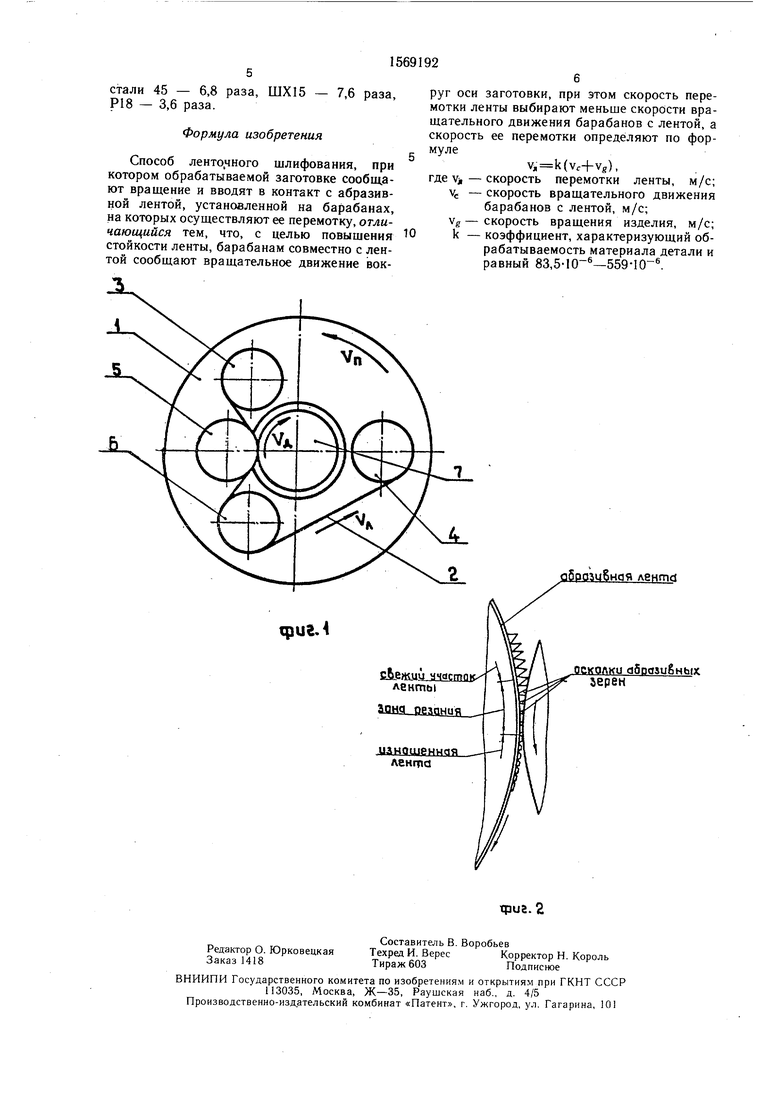
На фиг. 1 изображено устройство для реализации способа; на фиг. 2 - схема резания.
Система абразивной ленты установлена на вращающейся планшайбе 1 и содержит абразивную ленту 2, надетую на барабаны 3 и 4 и контактирующую с контактным 5 и натяжным 6 роликами. (Привод системы абразивной ленты условно не показан). Планшайба 1 совершает встречное вращательное движение относительно вращения обрабатываемой детали 7.
Абразивную ленту 2 медленно перематывают с барабана 3 на барабан 4 со скоростью, подобранной таким образом, чтобы
участок абразивной ленты при обработке данной детали износился .полностью. Это приводит к тому, что лента начинает обработку последующей поверхности или детали свежим участком (интенсивное резание), который к концу обработки полностью изнашивается (полирование). По мере износа ленты интенсивность обработки падает, но при этом повышается чистота обрабатываемой поверхности. Скорость подачи ленты зависит от свойств обрабатываемого материала. Следующую деталь лента начинает обрабатывать новым участком.
Способ осуществляется следующим образом.
Обрабатываемой детали сообщают вращение и продольное перемещение. Систему абразивной ленты вращают вокруг оси обрабатываемой детали, а ленту перематывают с одного барабана на другой. При этом скорость перемотки ленты меньше скорости вращения системы абразивной ленты.
сд
оъ Е
со to
Скорость перемотки ленты определяют такой, что участок абразивной ленты, обрабатывающий данную деталь, полностью изнашивается. При этом каждый последующий участок ленты обрабатывает новую деталь и к концу обработки полностью изнашивается.
Как показано на фиг. 2, в процессе резания одновременно участвует группа зерен, которые под давлением выкрашиваются, а так как лента подается медленно, то осколки, заполнившие пространство между зернами, продолжая оставаться в зоне контакта с деталью, осуществляют резание до полного износа ленты. Участок ленты, находящийся в контакте с деталью, имеет различную скорость износа: в начале резания (данного участка ленты) происходит интенсивная обработка свежим участком - шлифование, а в конце - менее интенсивная обработка изношенным участком, т. е. полирование.
Так как система абразивной ленты, установленная на планшайбе 1, совершает вместе с ней встречное вращательное движение относительно детали, то скорость vp определяется как сумма их скоростей:
Vp Vc+Vg,
где УС - скорость вращения системы абразивной ленты;
vg- скорость вращения детали.
Для определения скорости перемотки ленты, удовлетворяющей условию полного износа ленты при обработке детали, экспериментальным путем установлена зависимость скорости перемотки ленты от скорости резания:
(ve+V,), М/С,
где k - коэффициент обрабатываемости материала детали;
v, - скорость перемотки ленты. При определенной скорости резания для- различных обрабатываемых материалов нахо-- дят оптимальное значение скорости перемотки ленты, при которой обеспечивается полный ее износ при максимальной производительности. Математический анализ получен- ных экспериментальным путем значений vp и показал, что скорость перемотки ленты пропорциональна скорости резания и выражается зависимостью () м/с, Пример. Для получения сравнительных данных проводилась обработка по предлагаемому способу.
Обработка осуществлялась при скорости резания vp(vc-r-Vg)20 м/с лентой 23А5 при различных подачах ленты. Критерием определения величины скорости подачи (пере- 0 мотки) ленты служила полная потеря режущих свойств ленты. В качестве обрабатываемых материалов были выбраны представители различных групп сталей: конструкционная (сталь 45), легированные (ШХ15), нержавеющие (ЧХ13) и быстрорежущие 5 (Р18).
Подставляя значения v и vp в формулу, получали значения коэффициента обрабатываемости материала детали k(83, 559 10-).
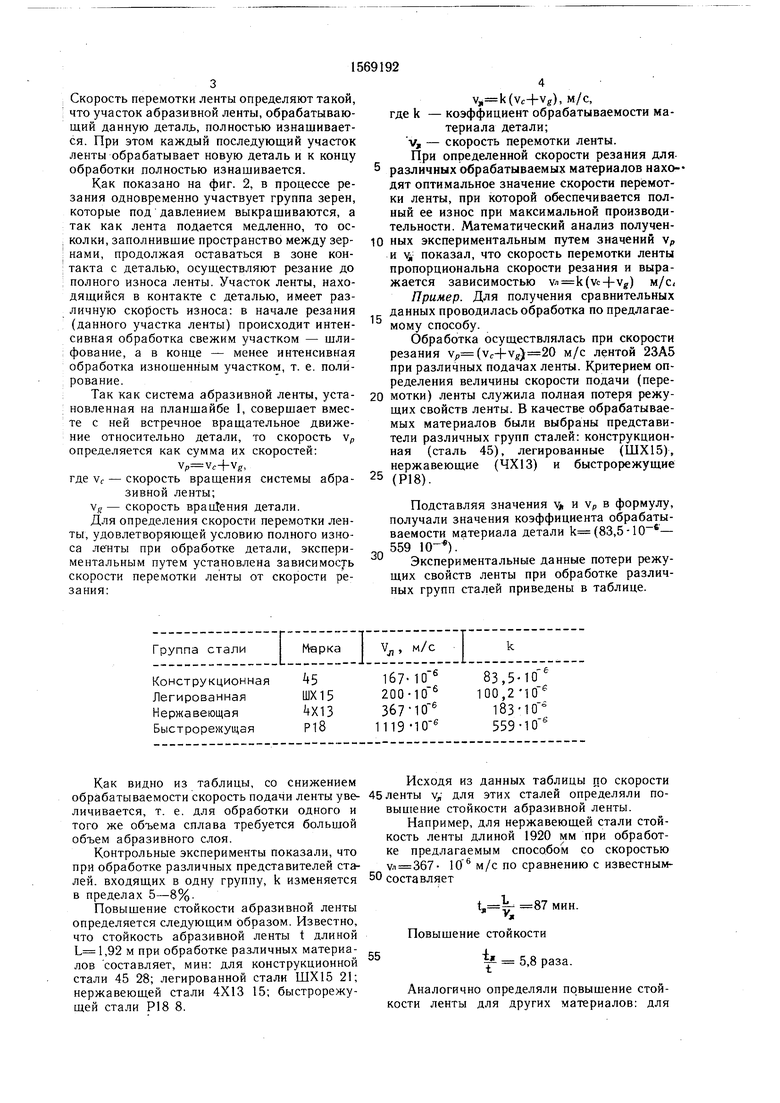
Экспериментальные данные потери режущих свойств ленты при обработке различных групп сталей приведены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шлифования абразивной лентой | 1977 |
|
SU1030143A1 |
| ЛЕГИРОВАННАЯ СТАЛЬ, ДЕРЖАТЕЛЬ ИЛИ ДЕТАЛЬ ДЕРЖАТЕЛЯ ДЛЯ ИНСТРУМЕНТА ДЛЯ ФОРМОВАНИЯ ПЛАСТМАСС, УПРОЧНЕННАЯ ЗАКАЛКОЙ ЗАГОТОВКА ДЛЯ ДЕРЖАТЕЛЯ ИЛИ ДЕТАЛИ ДЕРЖАТЕЛЯ, СПОСОБ ПРОИЗВОДСТВА ЛЕГИРОВАННОЙ СТАЛИ | 2007 |
|
RU2425170C2 |
| ИЗНОСОКОРРОЗИОННО-СТОЙКИЙ ЧУГУН | 1993 |
|
RU2042729C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1989 |
|
RU1732599C |
| Способ определения оптимальной скорости резания | 1985 |
|
SU1306649A1 |
| Устройство для шлифования абразивной лентой | 1981 |
|
SU1007297A1 |
| СТАНОК ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ ДЕТАЛИ ТИПА ТЕЛА ВРАЩЕНИЯ | 2008 |
|
RU2379171C1 |
| СПОСОБ ШЛИФОВАНИЯ | 1999 |
|
RU2164851C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 1990 |
|
RU2010870C1 |
| СПОСОБ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА В ЖИДКОМ АЗОТЕ И ЕГО ИСПОЛЬЗОВАНИЕ | 2005 |
|
RU2315116C2 |
Изобретение предназначено для ленточного шлифования. Цель изобретения - повышение стойкости ленты. Абразивную ленту, установленную на барабанах, перематывают с одного барабана на другой и одновременно вращают вместе с барабанами вокруг оси изделия. Скорость перемотки Vл выбирают меньше скорости вращения барабанов вокруг оси изделия. Указанную скорость определяют по формуле Vл=K(VC+VG), где VC - скорость вращения барабанов с лентой
VG - скорость вращения изделия
K - коэффициент, характеризующий обрабатываемость материала изделия. 2 ил.
Группа стали
Марка
Как видно из таблицы, со снижением обрабатываемости скорость подачи ленты увеличивается, т. е. для обработки одного и того же объема сплава требуется большой объем абразивного слоя.
Контрольные эксперименты показали, что при обработке различных представителей сталей, входящих в одну группу, k изменяется в пределах 5-8%.
Повышение стойкости абразивной ленты определяется следующим образом. Известно, что стойкость абразивной ленты t длиной ,92 м при обработке различных материалов составляет, мин: для конструкционной стали 45 28; легированной стали ШХ15 21; нержавеющей стали 4X13 15; быстрорежущей стали Р18 8.
V,,, м/с
ул
Исходя из данных таблицы по скорости 45 ленты ул для этих сталей определяли повышение стойкости абразивной ленты.
Например, для нержавеющей стали стойкость ленты длиной 1920 мм при обработке предлагаемым способом со скоростью 10 6 м/с по сравнению с известным- 50 составляет
1,- 87 мин.
Повышение стойкости 55i& 5,8 раза.
Аналогично определяли повышение стойкости ленты для других материалов: для
Составитель В Воробьев
Редактор О ЮрковецкаяТехред И ВересКорректор Н Король
Заказ 1418Тираж 603Подпнсное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР
113035, Москва, Ж-35, Раушская наб , д 4/5 Производственно-издательский комбинат «Патент, г Ужгород, ул Гагарина, 101
д6рози§ная лента
осколки абразивных зерен
Фиг. 2
| Способ шлифования абразивной лентой | 1977 |
|
SU1030143A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
