Способ относится к области машиностроения и может применяться при изготовлении деталей механической обработкой резанием из труднообрабатываемых сталей и сплавов, в частности жаропрочного сплава ХН35ВТЮ-ВД (ЭИ-787), с применением инструмента из быстрорежущей стали.
Известны способы применения холода при изготовлении режущего инструмента (РИ). Способ, предложенный А.П.Гуляевым, предусматривает охлаждение РИ до температуры минус 80°С непосредственно после закалки до отпуска с целью уменьшения в структуре количества остаточного аустенита, при этом повышается стойкость РИ (А.П.Гуляев, Металловедение. М.: Оборонгиз, 1956, С.270).
Другой способ предусматривает глубокое охлаждение готового РИ в жидком азоте (Е.С.Жмудь. Повышение качества готового инструмента охлаждением в жидком азоте // Электронная техника. 1975, Серия 1, выпуск 1, с.110-112). Этот способ принят за прототип.
Недостатки прототипа: не учитывается релаксация напряжений и возврат субструктуры и плотности дислокаций к первоначальному состоянию, т.е. потеря эффекта повышенной стойкости РИ во времени; неполностью используется благоприятное изменение субструктуры закаленной быстрорежущей стали, т.к. ударное охлаждение в жидком азоте применяется однократно; не предусмотрена обработка в жидком азоте перезаточенного РИ.
Задача изобретения: усилить эффект повышения стойкости РИ и установить время его действия.
Поставленная задача решается тем, что ударное охлаждение в жидком азоте применяют пятикратно, а используют РИ с повышенной стойкостью не позднее двух суток после последнего размораживания, также используют инструмент после однократной обработки в жидком азоте, а после перезаточки снова обрабатывают в жидком азоте и используют не позднее двух суток.
Технический результат заключается в дополнительном повышении стойкости РИ и максимальном использовании этого эффекта.
Для реализации способа выполняют операции.
1. Изготавливают РИ, включая однократное замораживание в жидком азоте.
2. Повторяют обработку в жидком азоте еще четыре раза.
3. Используют РИ для изготовления деталей в первые двое суток после обработки в жидком азоте.
Дальнейшее использование РИ возможно, но без существенного эффекта повышенной стойкости.
4. При необходимости дальнейшего использования РИ с повышенной стойкостью его перезатачивают и снова подвергают ударному охлаждению в жидком азоте с использованием в первые двое суток.
5. После однократной обработки РИ в жидком азоте его использование также наиболее эффективно в первые двое суток.
Способ проверен практически при изготовлении деталей с повышенной твердостью заготовок.
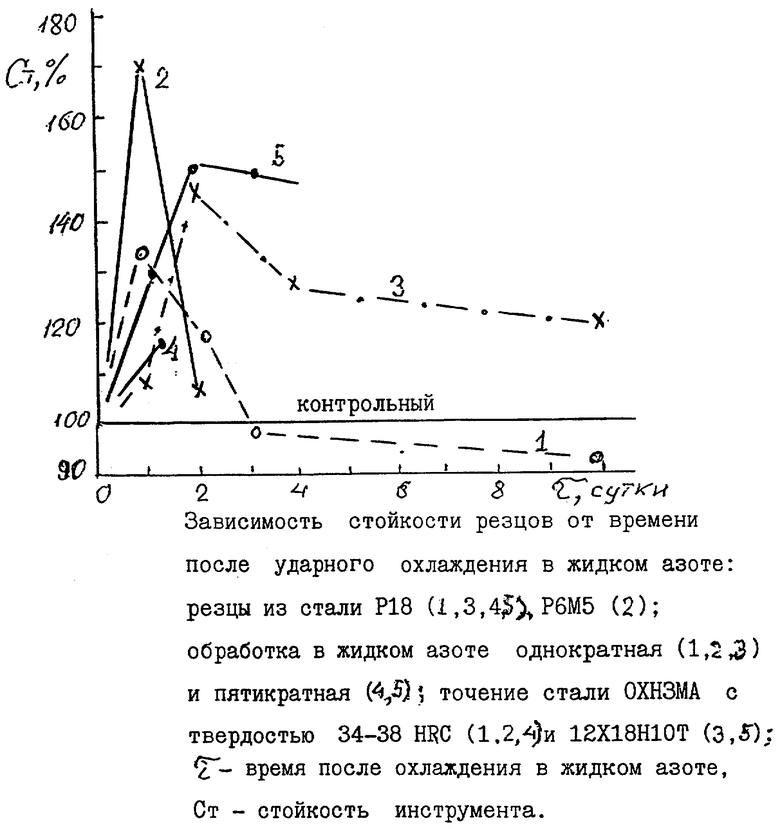
ПРИМЕР 1. Испытывали за время от 1 до 12 суток после охлаждения 1 или 5 раз резцы из быстрорежущих сталей Р18 и Р6М5. Точению подвергали сталь марки ОХНЗМА с твердостью 34-38 HRC и сталь 12Х18Н10Т. Резание выполнено на станке 1К62 без применения СОЖ на режимах: глубина 0,5 мм на сторону, подача 0,07 мм/оборот. За критерий затупления резца принято время появления блеска на проточеной поверхности заготовки (затирание). Результаты - на чертеже, где показан эффект повышения стойкости и его падения во времени, максимальный эффект наблюдения за первые двое суток.
ПРИМЕР 2. Фрезеровали заготовки - прутки из сплава ЭИ787, поступающих по ТУ14-1-850-74. (Прутки из сплава марки ХН35ВТЮ-ВД (ЭИ787-ВД), состаренные на твердость 36-38 HRC. Испытывали стойкость цилиндрических фрез диаметром 8 мм из стали Р18 трех видов обработки: контрольные без обработки в жидком азоте с однократным и пятикратным замораживанием в нем. Всего испытано по 8 комплектов таких фрез, три с применением СОЖ, остальные - без СОЖ. Испытание выполнено в первые двое суток после ударного охлаждения. Фрезеровали заготовки на станке типа SUW 250/IV при скорости резания 315 оборотов/мин и подаче 14 мм/мин. Периодически оценивали износ фрез несколькими параметрами - Таблица 1. Получен эффект повышения стойкости: при однократном замораживании от 12 до 39%, пятикратном от 41 до 138% (таблица 1).
ПРИМЕР 3. Испытывали перезаточенные дисковые фрезы из стали Р9К5 диаметром 100 мм с последующей однократной обработкой в жидком азоте и фрезерованием (в первые двое суток) прутков сплава ЭИ787 с твердостью 35-40 HRC. На станке "675" с применением СОЖ изготовили на 30% деталей больше, чем фрезами контрольными (без обработки их в жидком азоте после перезаточки).
Повышение стойкости фрез из стали Р18 после обработки в жидком азоте (сравнение с контрольными фрезами без подобной обработки)
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СТАРЕНИЯ ЖАРОПРОЧНЫХ СПЛАВОВ | 2005 |
|
RU2366725C2 |
| СПОСОБ ТЕРМОМАГНИТНОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ИНСТРУМЕНТАЛЬНОЙ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2008 |
|
RU2377317C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНОГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩИХ СТАЛЕЙ | 1992 |
|
RU2023028C1 |
| Способ термической обработки инструмента | 1981 |
|
SU956581A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩИХ СТАЛЕЙ | 2013 |
|
RU2543027C2 |
| Способ термической обработки быстрорежущих сталей | 1975 |
|
SU533650A1 |
| Способ термической обработки инструмента из быстрорежущей стали | 1979 |
|
SU933750A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2014 |
|
RU2563382C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 1990 |
|
RU2010870C1 |
| Способ повышения чистоты поверхности обрабатываемых металлических изделий | 2019 |
|
RU2740584C1 |
Изобретение относится к области машиностроения при изготовлении деталей режущим инструментом (РИ) из быстрорежущей стали и использованию заготовок с повышенной твердостью и из труднообрабатываемых металлов. Ударное охлаждение фрезы (РИ) в жидком азоте выполняют пятикратно, после этого РИ используют за время не позднее двух суток, когда эффект повышенной стойкости максимален. Также используют инструмент после однократной обработки в жидком азоте и после перезаточки и ударного охлаждения. Технический результат: дополнительное повышение стойкости РИ и максимальная реализация этого эффекта. 1 ил., 1 табл.
Способ обработки режущего инструмента в жидком азоте и его использование, включающий изготовление инструмента из быстрорежущей стали, термообработку, заточку, ударное охлаждение в жидком азоте, использование, перезаточку, отличающийся тем, что используют инструмент не позднее двух суток после обработки в жидком азоте.
| Способ термической обработки инструмента | 1972 |
|
SU485161A1 |
| Способ повышения твердости закаленных и охлажденных до комнатной температуры стальных и чугунных изделий | 1945 |
|
SU65612A1 |
| Способ повышения обрабатываемости металлов резанием | 1982 |
|
SU1234443A1 |
| Способ упрочнения режущего инструмента | 1988 |
|
SU1638180A1 |
| КЛИМЕНКО А.П | |||
| и др | |||
| Холод в машиностроении | |||
| - М.: Машиностроение, 1969, с.86-90, 104, 127. | |||

