Ц
СО
4;
со
Изобретение относится к станкостроению и касается способа ленточного шлифования.
. Известен способ ленточного шлифования, при котором абразивная лента, ра сположенная на барабане, проходит через зону обработки по ложементу ИЛИ копиру и перематывается на другую бабину. Между ветвями имеется приводное звено в виде, например, эксцентрика, который, имея вращательное движение, обеспечивает удлинение одной из ветвей ленты с возможностью укорочения другой. Таким образом, при вращении приводного звена происходит возвратно-поступательное перемещение абразивной ленты, находящейся на ложементе или копире 1 3.
Недостаток способа заключается в том, что UH не позволяет получать поверхности с небольшой шероховатостью. Устранить этот недостаток за счет уменьшения амплитуды и повышения частоты колебаний ленты в известном способе невозможно, так Kate минимальная амплитуда колебаний ленты ограничена узким интервалом 4-6 мм, при меньших амплитудах лента, практически, перестает колебаться, что связано с эластичностью ленты.
Цель изобретения - снижение шероховатости обрабатываемой поверхности за счёт увеличения частоты и уменьшения амплитуды колебаний лент
Эта цель достигается тем, что согласно способу ленту перематывают содного барабана на другой круговыми колебательными движениями барабанов. .
Й-А
На фиг. 1 дана схема обработки ленты} на фиг. 2 - сечение А-А на фиг. 1.
Лента 1 намотана на барабаны 2 и 3 и опирается на ролики 4 и- 5. Барабаны 2 и 3 жестко установлены на валу б привода. Лента 1 осущест,вляет обработку детали 7. Барабан 2 фиксируется с помощью шпонки 8. Барабан 3 устанавливается на валу 6 свободно. Для предотвращения перемещения барабана 3 вдоль вала б выполнены ограничитель в виде шайбы 9 с винтом.10.
Для обеспечения натяжения абразивной ленты 1 во время работы барабаны 2 и 3 соединены пружиной 11.
Абразивная лента 1 закрепляется на барабане 2- и перематывается до заполнения этого барабана, затем она перекидывается через ролики 4 и 5 и закрепляется на барабане 3.
. Ролики 4 и 5 установлены на осях свободно. Между роликами 4 и 5 располагают обрабатываемую деталь 7. В качестве привода может бытъ использован асинхронный двигатель , соединенный по специальной схеме.
При включении гфивода вал б и барабан 2. совершают круговые колебательные движения и дискретно вращакзтся, поэтому абразивная лента 1 движется возвратно-поступательно и перематывается на барабан 3.
35 Предлагаемый способ позволяет обрабатывать детали с высокой чистотой поверхности (012 и упростить устройство для выполнения этой операции.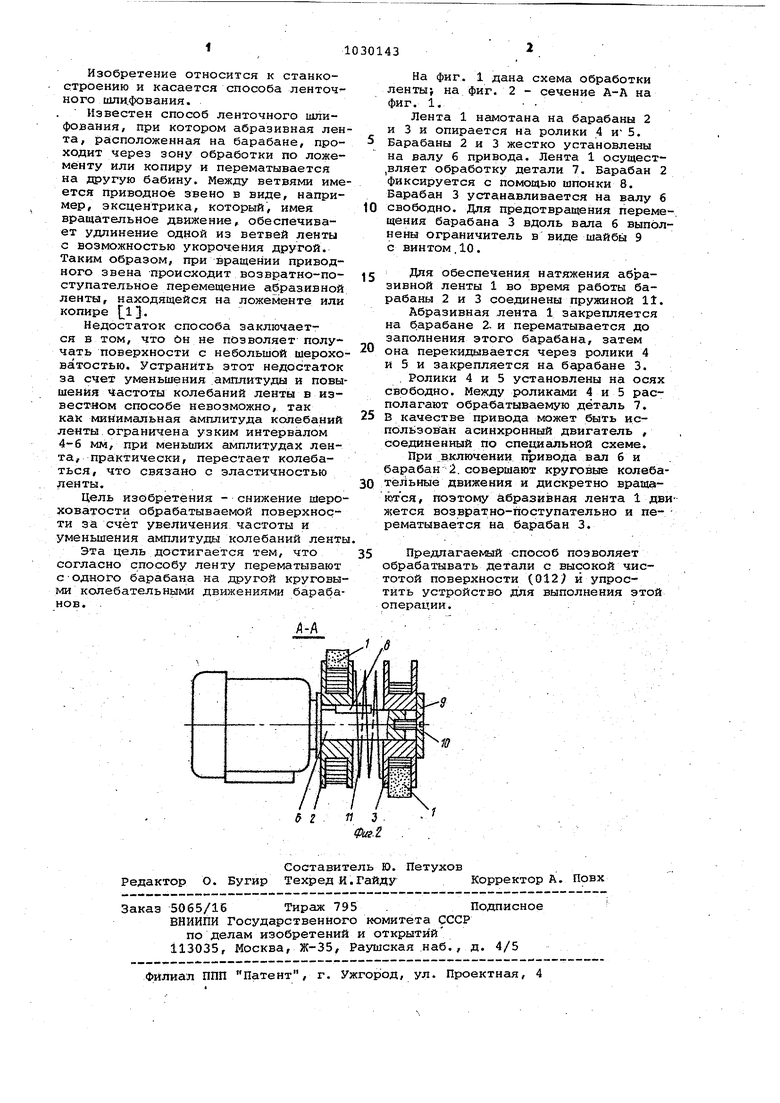
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шлифования абразивной лентой | 1981 |
|
SU1007297A1 |
| Способ ленточного шлифования | 1990 |
|
SU1796417A1 |
| Способ шлифования абразивной лентой | 1987 |
|
SU1569193A2 |
| Устройство для обработки гранулированной рабочей средой | 1985 |
|
SU1283055A1 |
| Способ шлифования абразивной лентой | 1987 |
|
SU1450983A2 |
| Способ ленточного шлифования тел вращения | 1989 |
|
SU1602702A1 |
| СПОСОБ ШЛИФОВАНИЯ | 1999 |
|
RU2164851C1 |
| Способ ленточного шлифования кромок пера лопаток и устройство для его осуществления | 1980 |
|
SU944883A1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| СПОСОБ ШЛИФОВАНИЯ АБРАЗИВНОЙ ЛЕНТОЙ | 1972 |
|
SU354990A1 |
СПОСОБ ШЛИФОВАЙИЯ АБРАЗИВНОЙ ЛЕНТОЙ, при котором ее непрерывно пере ющают с одного барабана на другой и ее колебательные движения, отличают и и с я тем,что,с целыо снижения шероховатости обработанной поверхности за счет уменьшения акшлитуды и увеличения частоты колебаний ленты, перемотку ленты осуществляют круговыми колебательными движениями бараба- нов.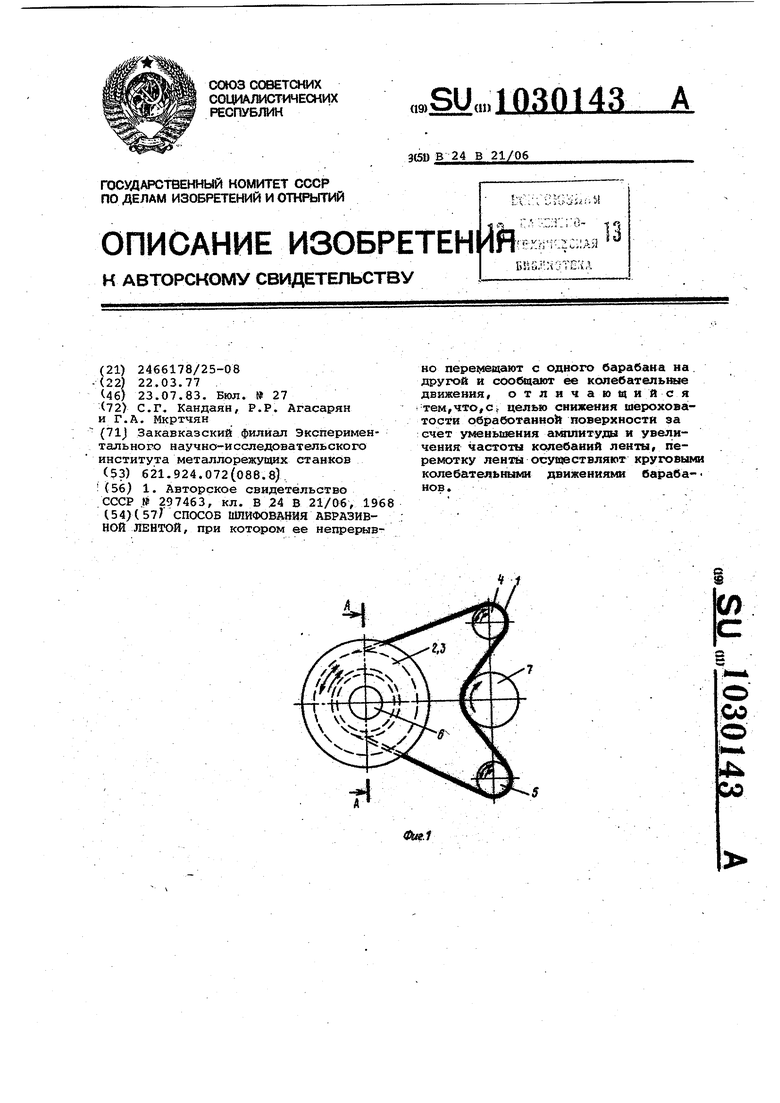
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ВОЗВРАТНО-ПОСТУПАТЕЛЬНОГО ПЕРЕМЕЩЕНИЯ АБРАЗИВНОЙ ЛЕНТЫ | 0 |
|
SU297463A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
