Изобретение относится к области станкостроения, а именно к обработке шлифованием, и может йрименяться в частности, для обработки круглых, выпуклых сложнофасонных и винтовых поверхностей абразивной лентой. Известно устройство, реализующее способ шлифования абразивной лентой, которое содержит узлы перемотки (бар баны) и осцилляции абразивной ленты. В известном устройстве снижение шероховатости обрабатываемой поверхности достигается за счет увеличения частоты и уменьшения амплитуды колебания ленты. А(эразивную ленту перематьшают с одного барабана на другой круговыми колебательными движениями барабанов Однако при такой схеме обработки между амплитудой и частотой колебаний абразивной ленты существует корреляционная связь - при изменении частоты изменяется амплитуда и наобо рот. Указанная связь имеет обратно пропорциональньй характер, т.е. при уменьшении амплитуды колебания увели чивается частота колебаний и наоборот при уменьшении частоты колебания увеличивается амплитуда колебания. С тцествующая корреляционная связь снижг ет производительность процесса, так как конструкция не обеспечивает возможности регулирования амплитуды и частоты колебаний в отдельности в зависимости от конкретных требований .к качеству обработки, что сужает тех нологические возможности устройства. Целью изобретения является расши,рение технологических возможностей ,устройства путем установления величин амплитуды, частоты колебаний и перекотки абразивной ленты независим друг от друга, исходя из конкретных требований к качеству обрабатываемой поверхности. Это достигается тем, что предло женное устройство дополнительно снаб жено дифференциальным механизмом, по средством которого узлы осцилляции, и перемотки ленты кинематически связан между собой. На фиг. 1 изображена кинематическ схема устройства; на фиг. 2 - вид по стрелке А фиг. 1. Устройство дляшлифования абразивной лентойсодержитузлы осцилляции, пб ремотки ленты и дифференциальный механизм. Привод осцилляции представляет, собой электродвигатель со шкивом 1, ременную передачу 2 и шкив 3, на котором в радиальном направлении выполнен паз (например Т-образный). В пазу шкива 3 неподвижно установлен палец 4 с эксцентриситетом по отношению к оси шкива 3. Частота качания ленты устанавливается скоростью вращения электродвигателя 1 и отношением диаметров шкивов. На пальце 4 установлен шатун 5, выполненный телескопически. Другой конец шатуна 5 установлен на пальце 6. Регулировка величины амплитуды качания абразивной ленты осуществляется установкой пальца 6 на разных расстояниях от оси вала 7. Между валами 7 и 8 установлен дифференциальный механизм 9, корпус которого жестко соединен с червячным колесом 10, находящимся в зацеплении с червяком 11. Червяк установлен на валу электродвигателя 12. На валах 8 и 13 жестко установлены шестерни 14 и 15, находящиеся в зацеплении друг с другом. На этих валах (8 и 13) установлены барабаны 16 и 17. Абразивная лента 18 намотана на барабан. 16 и через ролики 19 и 20 перематывается на барабан 17. Обрабатываемая деталь 21 уста.новлена между роликами 19 и 20. Устройство работает следующим образом. Конечная абразивная лента 18 длиной 3-5 м наматывается на барабан 16, перетягивается через ролики 19 и 20 и закрепляется на барабане 17. При пуске электродвигателя 1 .вращение через ременную передачу 2 передается шкиву 3 и пальцу 4. Палец 4, вращаясь вокруг оси шкива 3, перемещает телескопический шатун 5.При этом палец 6 совершает качательное движение по оси вала 7. Качательное движение вала 7 передается валу 8 при помощи дифферен|Циального механизма 9 и валу 13 шестернями 14 и 15. Это дает возможность регулировать частоту качания и амплитуду независимо друг от друга. При пуске электродвигателя 12 червяк 11 вращает червячное колесо 10 и, так как колесо 10 жестко соединено с корпусом дифференциального механизма 9, вращательное движение через сателлиты дифференциального механизма 9 передается валу 8 и соответственно валу 13 при помощи шестерни 14 и 1Ь. Это дает возможность регулировать скорость перемотки ленты выбором скорости вращения двигателя 12 и передаточным
10
отношением червячного зацепления и 11.
Таким образом,устройство дает возможность регулировать частоту,амплитуду и скорость перемотки ленты незавит симо друг от друга, что расширяет технологические возможности устрбйства.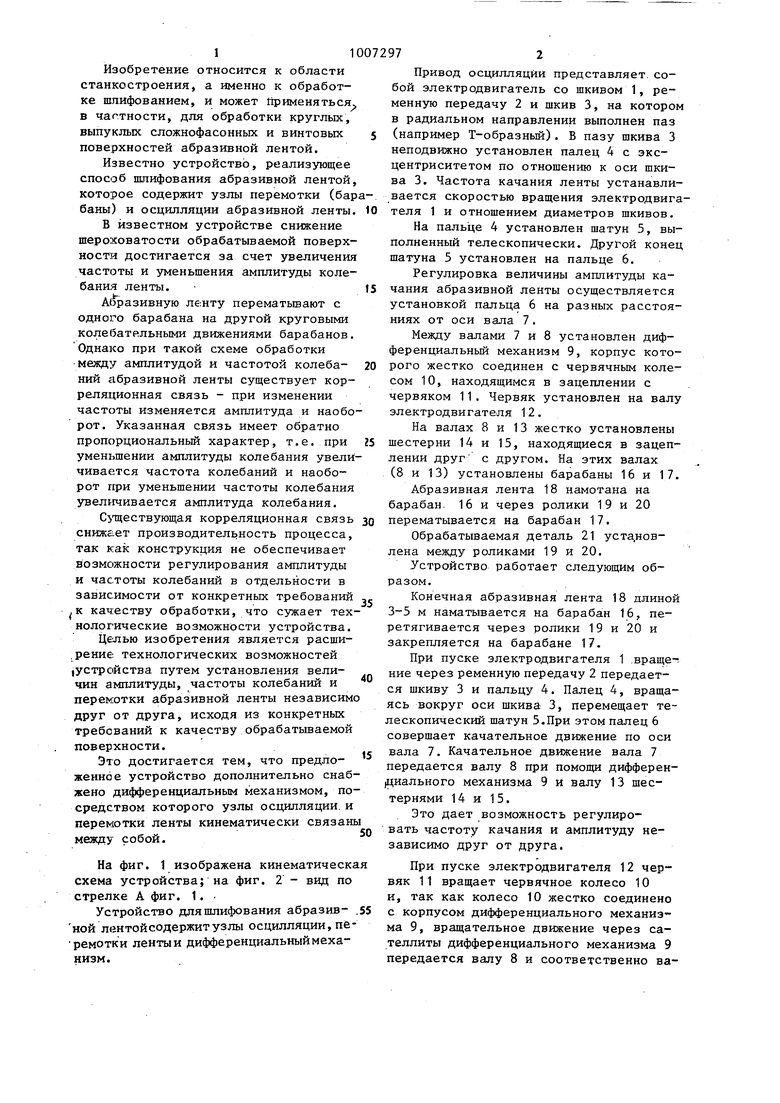
| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточно-шлифовальный станок для обработки лопаток | 1973 |
|
SU610664A1 |
| Устройство для шлифовки торцов пружин | 1985 |
|
SU1310172A1 |
| Устройство для поперечного перемещения абразивной ленты | 1985 |
|
SU1296378A1 |
| Способ шлифования абразивной лентой | 1987 |
|
SU1450983A2 |
| Устройство для управления осцилляцией абразивной ленты | 1977 |
|
SU707778A1 |
| Устройство для шлифования и полирования поверхностей тел вращения переменной кривизны | 1986 |
|
SU1346398A2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2202460C2 |
| Устройство для вычерчивания гармонических кривых | 1980 |
|
SU878605A1 |
| Качающиеся летучие ножницы | 1973 |
|
SU554958A1 |
| Устройство для шлифования деталей круглого сечения из древесины | 1980 |
|
SU933395A2 |
УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ АБРАЗИВНОЙ ЛЕНТОЙ, содержащее узлы 8 перемотки и осцилляции ленты, отличающееся тем, что, с целью расширения технологических возможностей путем регулирования амплитуды, частоты колебания и перемотки абразивной ленты независимо друг от друга, оно снабжено дифференциальным механизмом, через который кинематически связаны между собой узлы осцилляции и перемотки абразивной ленты. (Л (Риг,1
бид
Фиг.2
J6
