-11
10
Фиг.З
Изобретение относится к индукционному нагреву и может быть применено в метизном производстве для термообработки полых цилиндрических изделий с диаметром менее 120 мм из немагнитных сталей.
Цель изобретения - упрощение устройства и обеспечение зонного нагрева.
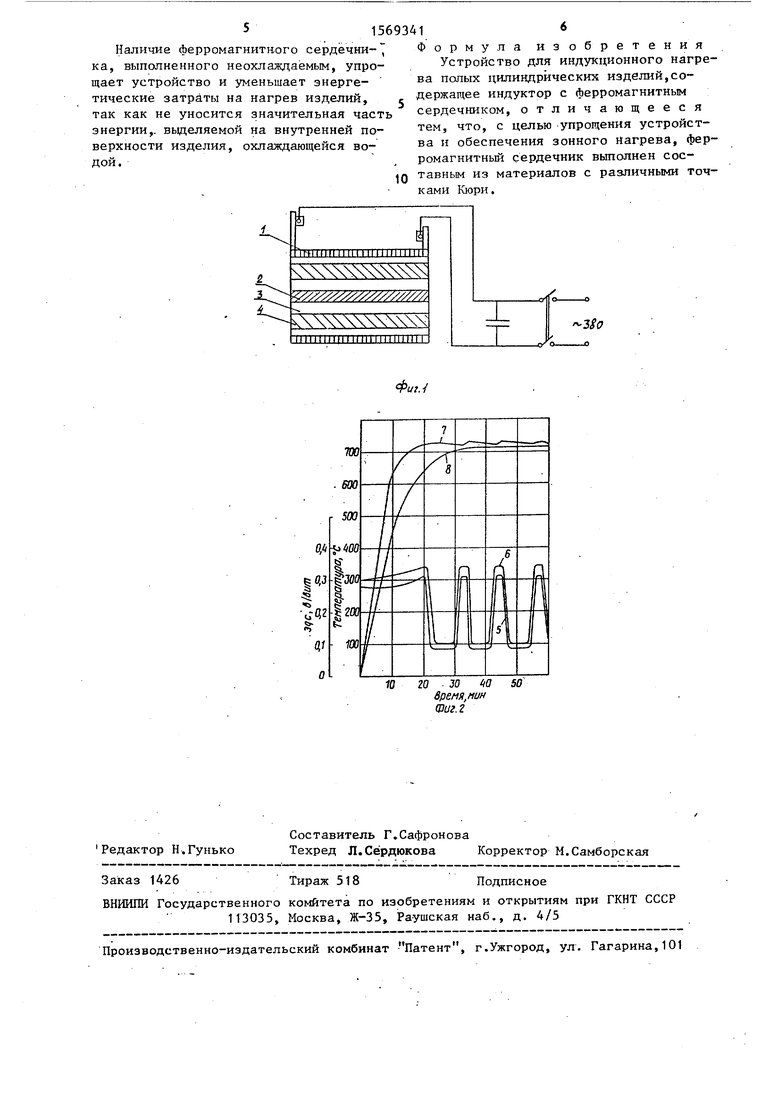
На фиг.1 изображено устройство для индукционного нагрева полых цилиндрических изделий малого диаметра из немагнитных сталей, общий вид; на фиг.2 - значения электродвижущей си- , наводимой полем индуктора в сердеч- нИке и нагневаемом изделии в процессе работы устройства; на фиг.З - составной по длине сердечник.
Устройство состоит из индуктора 1 и размещенного в его внутренней по- лости неохлаждаемого ферромагнитного сердечника 2, образующего зазор 3 для размещения в нем нагреваемого изделия 4.
При проведении нагрева снимают Показания значений ЭДС на поверхности сердечника 2 (кривая 5) и поверхности нагреваемого изделия 4 (кривая 6), а также изменение температуры сердечника (кривая 7) и изделия (кривая 8), что показано на фиг.2. Для обеспечения зонного нагрева Сердечник выполняется составным из колец 9 и 10 из материалов с различными Точками Кюри, соединенных шпилькой 1 1 .
Устройство работает следующим образом.
В индуктор 1 (фиг.1) (число витков 34, длина 400 мм, внутренний диаметр 120 мм питающее напряжение 14В) помещают полые цилиндрические изделия 4 из немагнитной стали 12X1811 ЮТ с внутренним диаметром 60 мм, толщи- ной стенки 10 мм. Во внутреннюю полость изделий размещают ферромагнит- ный сердечник, состоящий из трех колец, состыкованных между собой. Кольца имеют наружный диаметр 50 мм, толщину стенки 12 мм. У краев кольца выполнены из стали 08КП с точкой Кюри 760 С, а в середине - из железоалюми- ниевого сплава с точкой Кюри 470 С и подвергаются совместному нагреву.При достижении средним участком нагреваемого изделия температуры 470 С дальнеший рост температуры резко замедляет- ся, в то время как температура крайни участков изделия продолжает интенсивно расти, пока не достигнет 760°СФерромагнитные тела имеют различную, но строго определенную температуру потери магнитных свойств (точку Кюри). Поэтому выполнение сердечника из материала с определенной точкой Кюри позволяет получить требуемую по технологии конечную температуру, выше которой невозможно нагреть изделие в индукторе токами промышленной частоты. При совместном нагреве полого немагнитного изделия и ферромагнитного сердечника, помещенного во внутреннюю полость изделия, по достижении точки Кюри сердечником у него падает резко магнитная проницаемость и подъем его температуры прекращается. Если из-за теплоотбора от сердечника его температура упадет ниже точки Кюри, магнитная проницаемость его скачком возрастет и начнется подъем его температуры. Так обеспечивается процесс саморегулирования температуры до наступления теплового равновесия системы сердечник - изделие без применения специальных регуляторов,что упрощает устройство.
s
При составном по длине сердечнике,
набранном из элементов с различной точкой Кюри, обеспечивается зонный нагрев изделия. При совместном нагреве полого немагнитного изделия и составного сердечника, помещенного во внутреннюю полость изделия, магнитная проницаемость разных элементов сердечника падает до единицы при разных температурах, соответствующих их точкам Кюри,,и подъем температуры соответствующих этим элементам участков изделия не превысит температур Кюри элементов сердечника. При падении температуры любого из элементов сердечника ниже его точки Кюри магнитная проницаемость его скачком возрастет и начнется подъем его темпера- туры, независимо от соседних по длине элементов сердечника. Так обеспечивается саморегулирование температуры без специальных регуляторов при зонном нагреве. Выполнение Ферромагнитного сердечника, набранного по длине из материалов с различными точками Кюри, обеспечивает нагрев участков по длине изделия до температур, соответствующих этим точкам Кюри, без специальных систем автоматического поддержания и регулирования тем пературы нагрева.
Наличие ферромагнитного сердечни- ка, выполненного неохлаждаемым, упрощает устройство и уменьшает энергетические затраты на нагрев изделий, так как не уносится значительная часть энергии, выделяемой на внутренней поверхности изделия, охлаждающейся водой.
Формула изобретения
Устройство для индукционного нагрева полых цилиндрических изделий,содержащее индуктор с ферромагнитным сердечником, отличающееся тем, что, с целью упрощения устройства и обеспечения зонного нагрева, ферромагнитный сердечник выполнен составным из материалов с различными точками Кюри.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМА, СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМЫ И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ ПЛАСТИЧЕСКОГО ИЛИ КОМПОЗИЦИОННОГО МАТЕРИАЛА С ПРИМЕНЕНИЕМ ЭТОЙ ФОРМЫ | 2011 |
|
RU2565703C2 |
| Применение двухчастотного индукционного комплекса для нагрева стальных ферромагнитных заготовок под пластическую деформацию | 2022 |
|
RU2799484C1 |
| Индукционный скважинный нагреватель | 2016 |
|
RU2620820C1 |
| Устройство для индукционного контурного нагрева деталей | 1983 |
|
SU1098107A1 |
| Способ индукционного нагрева плоского кольцевого ферромагнитного изделия | 1984 |
|
SU1179556A1 |
| Печь для спекания колец, преимущественно из ферромагнитных порошков | 1980 |
|
SU904242A1 |
| Способ управления процессом индукционного нагрева | 1978 |
|
SU779413A1 |
| Способ управления индукционным нагревом деталей | 1982 |
|
SU1036770A1 |
| СИСТЕМА, ГЕНЕРИРУЮЩАЯ АЭРОЗОЛЬ, СОДЕРЖАЩАЯ КАРТРИДЖ С ВНУТРЕННИМ КАНАЛОМ ДЛЯ ПОТОКА ВОЗДУХА | 2015 |
|
RU2680426C2 |
| Способ контурного нагрева деталей | 1982 |
|
SU1077930A1 |
Изобретение относится к индукционному нагреву и применяется в метизном производстве для термообработки катушек с проволокой из сталей аустенитного класса. Цель изобретения - упрощение устройства и обеспечение зонного нагрева. Устройство содержит индуктор и неохлаждаемый ферромагнитный сердечник, состоящий из колец 9 и 10, выполненных из материалов с различными точками Кюри и соединенных шпилькой 11. Сердечник позволяет проводить нагрев участков по длине изделия до температур, соответствующих этим точкам Кюри, что обеспечивает саморегулирование температуры нагрева изделий, т.е.технологическую выдержку при строго определенной температуре без применения дополнительных систем автоматического регулирования, и исключает перегрев изделия. 3 ил.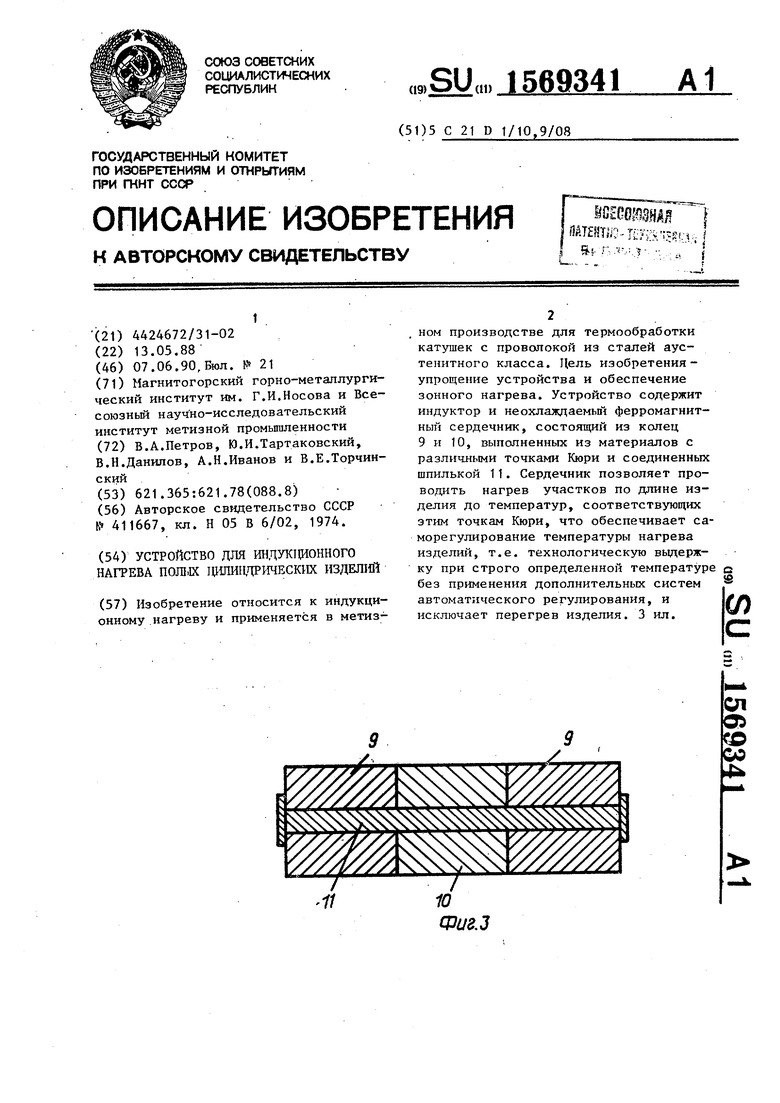
10
20 30 W SO время,нин
Шаг 2
| 1972 |
|
SU411667A1 | |
| Кипятильник для воды | 1921 |
|
SU5A1 |
