Изобретение касается сварки, в частности способов герметизации изделий с малым замкнутым объемом газа, типа радиоизотопных источников, и может быть использовано в приборостроении, медицине и энергетике, а также в других отраслях народного хозяйства.
Основной проблемой при герметизации изделий данного типа является предотвращение выплесков жидкого металла сварочной ванны, особенно замыкающей части стыка, которые образуются в результате расширения объема газов внутри изделия в процессе нагрева его во время сварки, в результате чего образуются недопустимые дефекты: свищи, поры и т.д.
Известен способ герметизаций радиоизотопных источников с помощью сварки дугой управляемой магнитным полем в среде защитных газов, сущность которого состоит в том, что оплавляют свариваемый торец дугой, перемещаемой с высокой скоростью магнитным полем, обеспечивая высокую производительность.
Однако использовать этот способ можно лишь при герметизации изделий с торцовым стыком и диаметром до 12 мм.
Радиоизотопные источники большего диаметра с кольцевым замыкающим стыком герметизируют сваркой неплавящимся электродом в среде защитного газа, сущность которого состоит в том, что в процессе сварки постоянно соблюдается условие, при котором наружное давление газа, в любой момент времени выше, чем внутри герметизируемого объема.
Однако такой способ требует наличия герметичной камеры, большого расхода защитного газа, дорогостоящей откачной системы и т.д., что усложняет процесс и делает его дорогим.
Известен также способ дуговой сварки вертикально установленных труб, при котором сварку ведут в два прохода, причем с целью исключения образования выплеска и удаления загрязнений с поверхности свариваемого стыка, в процессе первого прохода осуществляют сварку на длине 0,9-0,95 кольцевого стыка трубы, затем, не прерывая процесса, изменяют направление сварки на противоположное и осуществляют второй проход с перекрытием шва первого прохода и непроваренной части стыка участка.
Однако повторный переплав первого прохода ухудшает механические и коррозионные свойства соединения, так как при повторном переплаве металлов химически активных и тугоплавких, из которых изготавливают радиоизотопные источники, происходит рост зерна. Кроме того, сварка в два прохода увеличивает деформацию свариваемого изделия и снижает производительность процесса.
Однако этот способ по своей технической сущности и достигаемому результату является наиболее близким к предлагаемому.
Целью изобретения является улучшение качества сварного соединения при герметизации изделий с малым замкнутым объемом газа типа радиоизотопных источников, которые изготавливают из тугоплавких и химически активных металлов толщиной до 2 мм, путем повышения точности определения величины этих участков.
Для этого по предложенному способу сварку соединения осуществляют отдельными участками неплавящимся электродом в среде защитного газа, предварительно на образцах определяют критическую интенсивность Uкр истечения газа через соединение из внутреннего объема изделия, при которой образуется выплеск жидкого металла сварочной ванны. Затем в процессе сварки соединения постоянно контролируют текущее значение этой интенсивности и при увеличении ее (до 0,8-0,9)Uкр процесс прекращают и выдерживают изделие в таком состоянии, пока значение текущей интенсивности истечения газа через соединение из внутреннего объема изделия не уменьшится до (0,2-0,5)Uкр1 после чего процесс возобновляют и заваривают следующий участок соединения. При этом предлагается определять текущую интенсивность истечения газа из внутреннего объема изделия по изменению интенсивности излучения его характерной составляющей или по изменению силового воздействия потока этого газа на жидкий металл сварочной ванны соединения, или по изменению скорости его истечения.
Новизна заключается во введении новой операции постоянного измерения текущей интенсивности истечения газа через соединение из внутреннего объема изделия и в особых условиях его выполнения, а также новой операции предварительного определения интенсивности Uкр истечения газа через соединение из внутреннего объема изделия, при которой образуется выплеск жидкого металла из сварочной ванны.
Изобретение позволяет значительно повысить качество сварного соединения при герметизации изделий с малым замкнутым объемом газа типа радиоизотопных источников из тугоплавких и химически активных металлов толщиной до 2 мм за счет того, что, осуществляя сварку соединения отдельными участками (в прототипе сваривая первый проход по кольцевому соединению на 0,9-0,95 по периметру) и исключая при этом образование выплесков жидкого металла сварочной ванны (в прототипе из образовавшегося отверстия после сварки первого прохода выходит газ, пар, грязь во время сварки второго прохода), исключается необходимость осуществления второго прохода, который приводит к росту зерна шва и околошовной зоны, что влечет за собой снижение механических и коррозионных свойств сварного соединения. При этом, поскольку теперь величина этих участков, т.е. начало и окончание определяются более точно, повторный переплав какого-либо участка стыка либо исключается полностью, либо значительно снижается. Предложенный способ легко автоматизировать, что значительно повысит производительность производства этих изделий, и удобно обслуживать с помощью манипуляторов, что особенно важно для вредного производства.
Экспериментально установлено, если текущая интенсивность истечения газа через соединение из внутреннего объема изделия достигает значения меньшей 0,8 Uкр (где Uкр - критическая интенсивность газового потока из внутреннего объема изделия), то процесс прекращают необоснованно рано и незаверенный участок (отверстие) остается большим по длине, чем можно было бы заварить, не прерывая процесс, а если больше 0,9 Uкр то резко возрастает вероятность получения выплеска жидкого металла сварочной ванны, а отсюда дефекты - поры, непровар и просто отдельные отверстия. Другой диапазон (0,2-0,5) Uкр для текущей интенсивности истечения газа из внутреннего объема изделия выбран из условия получения наивысшей производительности процесса, так как прекращая процесс и выдерживая изделия в таком состоянии, охлаждение ведут до температуры, необходимой и достаточной для поддержания наилучших условий для возобновления процесса герметизации, т.е. процесса сварки. Именно в этом диапазоне процесс сварки легко возобновляется, а объем газа внутри изделия обеспечивает наибольшую длину следующего участка свариваемого соединения.
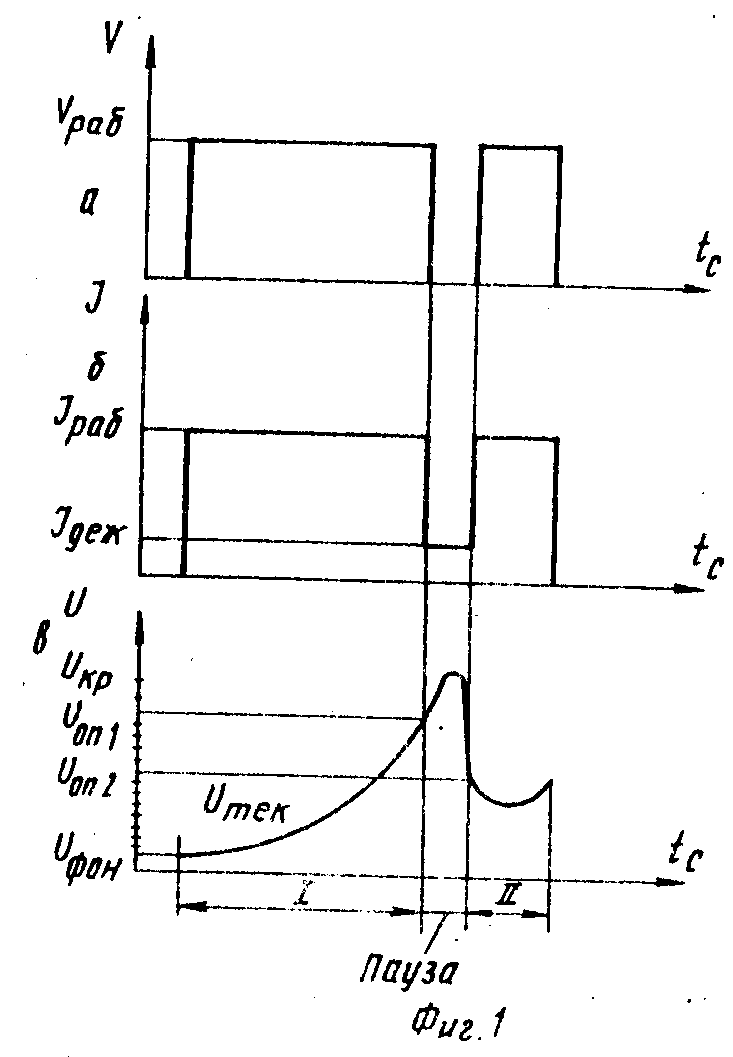
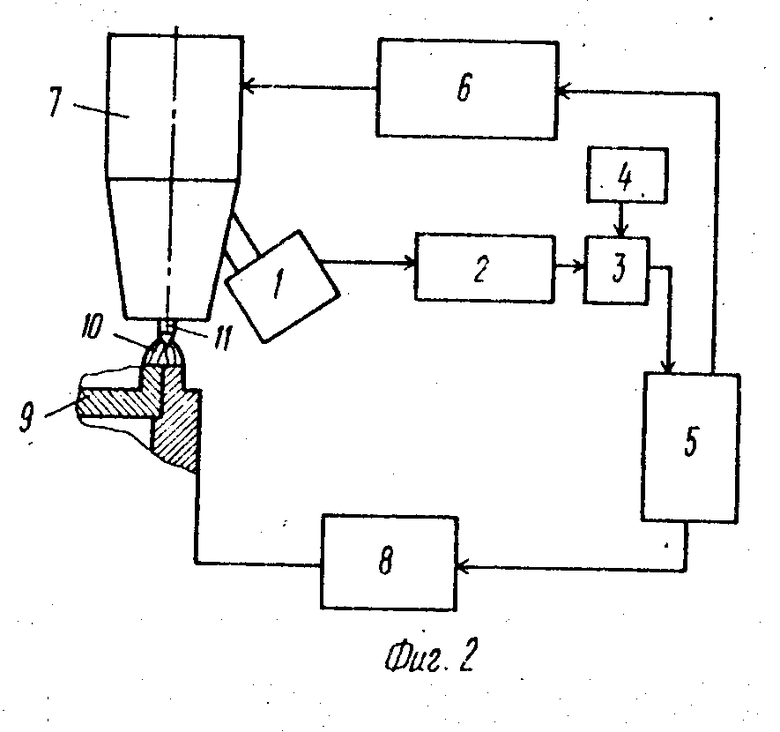
На фиг. 1 представлены циклограммы предложенного способа герметизации изделий: а) циклограмма изменения скорости сварки; б) циклограмма изменения тока сварки; в) циклограмма изменения интенсивности истечения газа; на фиг. 2 - блок-схема устройства для осуществления способа герметизации изделий с помощью сварки в среде защитного газа и спектрального датчика.
На чертежах приняты следующие обозначения: V - скорость сварки, м/с; Vраб - рабочая скорость сварки, м/с; I - ток дуги, А; Iраб - рабочий ток дуги, А; Iдеж - дежурный ток дуги, А, U - интенсивность истечения газа, соответствующая значению излучения характерной составляющей этого газа, В; Uтек - текущее значение интенсивности истечения газа, через соединение из внутреннего объема изделия, соответствующее текущему значению излучения характерной составляющей этого газа, В; Uфон - фоновое значение газа, соответствующее излучению характерной составляющей этого газа, В; Uкр - критическое значение интенсивности истечения газа из внутреннего объема изделия, при котором образуется выплеск жидкого металла сварочной ванны, соответствующее критическому значению излучения характерной составляющей этого газа в момент образования выплеска, В; Uоп1 - опорный сигнал, при котором интенсивность истечения газа соответствует (0,8-0,9)Uкр, и процесс следует прекращать, чтобы дать изделию охладиться и интенсивность истечения газа несколько снизить, В; Uоп2 - опорный сигнал, при котором интенсивность истечения газа соответствует (0,2-0,5) Uкр и изделие находится в таком состоянии, что процесс можно возобновить, В; tс - время сварки, с; I - свариваемый участок до паузы, II - свариваемый участок
после паузы; 1 - спектральный датчик; 2 - усилитель, 3 - блок сравнения; 4 - задатчик опорных сигналов Uоп1, Uоп2; 5 - блок управления циклом сварки; 6 - источник питания от сварочной дуги; 7 - горелка; 8 - привод вращения изделия; 9 - герметизируемый радиоизотопный источник (изделие); 10 - сварочная дуга; 11 - вольфрамовый неплавящийся электрод.
Способ осуществляют следующим образом.
Предварительно на образцах отрабатывают режим сварки неплавящимся электродом в среде защитного газа торцовых стыков, который обеспечивает требуемые качества сварного соединения, и одновременно в процессе сварки определяют критическую интенсивность Uкр истечения защитного газа через соединение из внутреннего объема изделия 9, при которой образуется выплеск жидкого металла сварочной ванны. Для этого на сварочной горелки 7 закрепляют датчик 1 измерения скорости истечения газа через соединение из внутреннего объема изделия 9 или датчик 1 силового воздействия этого потока на жидкий металл сварочной ванны, или спектральный датчик 1 интенсивности излучения характерной составляющей газа этого потока, который выдает сигнал Uтек, соответствующий текущему значению одного из измеряемых параметров газового потока из внутреннего объема и критическому значению этого параметра, при котором образуется выплеск жидкого металла сварочной ванны. Величину сигнала, соответствующую выплеску жидкого металла сварочной ванны считают критической, поэтому, чтобы исключить выплеск в процессе сварки образцов экспериментально определяют крайнее значение сигнала, при котором еще не образуется выплеск, что соответствует (0,8-0,9) Uкр, но уже прекращают процесс, выключают скорость сварки Vраб., а рабочий ток Iраб уменьшают до дежурного значения Iдеж дуги (в случае работы со спектральным датчиком 1). Сигнал Uоп1, соответствующий (0,8-0,9) Uкр, принимают за опорный. Из условий требования производительности и создания наилучших условий возобновления процесса на образцах определяют сигнал Uоп2, который соответствует величине давления газа внутри объема, при котором после паузы (см.фиг.1) и некоторого охлаждения образца, возобновляют процесс сварки, т.е. включают рабочий ток Iраб и скорость сварки Vраб. Этот сигнал соответствует уменьшению критической интенсивности истечения газа до (0,2-0,5) Uкр и его принимают за опорный сигнал Uоп2 для возобновления процесса сварки.
После сборки изделие 9, подлежащее герметизации, устанавливают в сварочную установку. Устанавливают электрод 11 относительно свариваемого стыка, подают защитный инертный газ (аргон), от источника 6 зажигают дугу 10 между вольфрамовым электродом 11 и торцовым стыком изделия 9. Включают привод 8 вращения изделия 9 и осуществляют сварку на рабочем токе Iраб дуги. Изделие 9 вращают со скоростью сварки Vраб. При этом излучение сварочной дуги 10 разлагают в спектр с помощью спектрального датчика 1 и по интенсивности излучения характерной составляющий газ (азота), поступающего через зазор в стыке (соединении) изделия 9, контролируют интенсивность истечения газа из внутреннего объема изделия 9. Если в изделии 9 воздух, то в качестве характерной составляющей газа используют азот, выходящий через зазор в стыке (соединении) в процессе сварки. А если внутри изделия 9 находится инертный газ (гелий, неон), то в качестве составляющей газового потока, исходящего из изделия 9 в зазор стыка (соединения), используют этот газ. Если внутри изделия 9 находится вещество, выделяющее газ, то в качестве характерной составляющей используют этот газ. При этом сигналы со спектрального датчика 1 усиливает усилитель 2 и передает его на блок сравнения 3, где текущее значение сигнала Uтек, соответствующее текущему значению интенсивности истечения газа из внутреннего объема изделия, сравнивают с опорным сигналом Uоп1 = (0,8-0,9) Uкр и в случае отсутствия рассогласования процесс прекращают и блок управления 5 выдает сигнал на уменьшение Iраб до Iдеж и Vраб через источник 6 и привод 8 (см.фиг.1). Изделие 9 выдерживают в таком состоянии (пауза) до момента, когда интенсивность излучения характерной составляющей уменьшится и достигнет значения сигнала Uоп2, при которой интенсивность истечения защитного газа из внутреннего объема изделия 9 уменьшится до (0,2-0,5) Uкр. В этот момент появляется согласование Uтек с Uоп2, и блок сравнения 3 через блок управления 5 выдает сигнал на включение привода 8, т. е. Vраб, и источник 6 тока, т.е. Iраб. Таким образом возобновляют процесс сварки следующего участка стыка (соединения), либо замыкающего участка стыка. Герметизация радиоизотопного источника 9 окончена, и его отправляют на контроль вакуумной плотности.
П р и м е р. Способ герметизации осуществляли сваркой неплавящимся вольфрамовым электродом в среде аргона ГОСТ 10157-79, торцовых соединений изделий, представляющих собой радиоизотопные источники диаметром 33 мм, толщиной стенки 0,75 мм с крышкой толщиной 0,75 мм из ниобиевого сплава ВНЗ. Сварку производили на установке СА354 со спектральным датчиком. Собранное изделие устанавливали в патрон сварочной установки СА 354 и зажимали. Вольфрамовый электрод диаметром 3 мм с конической заточкой (угол заточки 25-30о) устанавливали на горелке над стыком с длиной дуги 1,5 мм. Сварку выполняли при режиме, предварительно отработанном на образцах, и предварительно выбранных значениях опорных сигналов.
Iраб = 40А, Vраб = 3,5 ˙10-3 м/с, Vгаз =2 ˙10-3 м3/с, Iдеж = 4А, Uоп1 = 9В, Uоп2 = 5В.
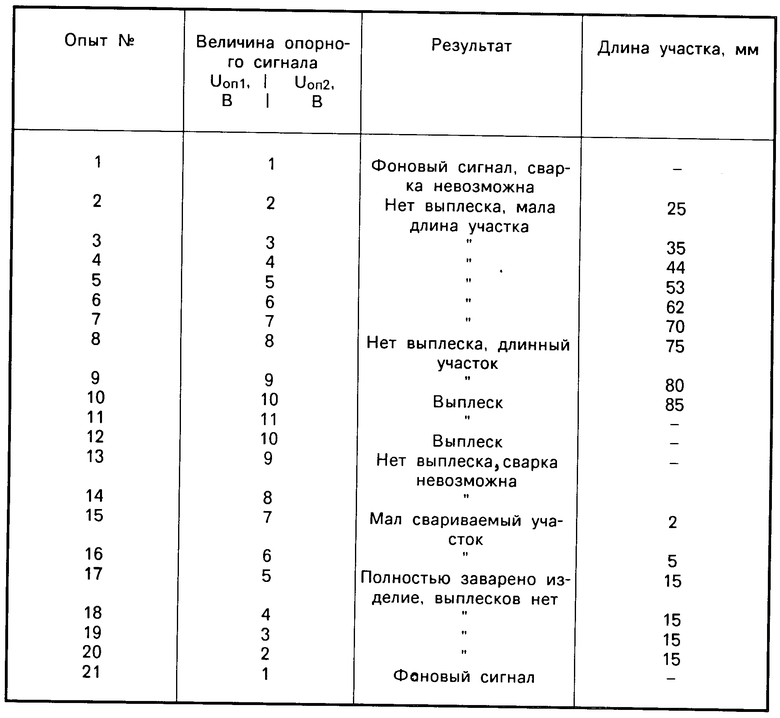
В свариваемом изделии находится воздух, поэтому его интенсивность истечения из объема свариваемого изделия определяли по интенсивности излучения его характерной составляющей, а именно азота. Выделение азота 357,6 мм из общего излучения производилось узкополосным интерференционным фильтром λмакс = (358± 3) мм, установленным в спектральном датчике. В процессе сварки изделия участка I (см.фиг.2) происходит разогрев его и воздуха, находящегося в нем. При этом растет интенсивность истечения газа через соединение из внутреннего объема изделия и соответственно растет интенсивность излучения его характерной составляющей в сварочной дуге и сигнал со спектрального датчика. В процессе сварки соединения постоянно контролировали текущее значение этой интенсивности и при увеличении ее до 0,9 Uкр , что соответствует 9 В сигнала с датчика, процесс прекращали, выключали Iраби Vраб и выдерживали изделия в этом состоянии, пока значение текущей интенсивности истечения газа через соединение из внутреннего объема изделия не уменьшится до 0,5 Uкр, что соответствует 5 В сигнала с датчика, далее процесс возобновляют и заваривают следующий участок II соединения.
Результаты экспериментального определения значений, при которых происходит отключения и включения процесса сварки, представлены в таблице.
Как видно из таблицы экспериментальных данных, что если величина опорного сигнала меньше 8 В, то процесс прекращают необоснованно рано и свариваемый участок I мал по длине, чем можно было бы заварить не прерывая процесс, а если больше, чем 9 В, то получается выплеск жидкого металла сварочной ванны. Начало процесса сварки после остановки выбрано равным (2-5) В из условия получения наивысшей производительности процесса, при наибольшей длине следующего участка II. Контроль сваренного изделия на вакуумную плотность и металлографические исследования показали отсутствие течи, пор, шлаковых включений, микронадрывов, значительного роста зерна в шве и околошовной зоне, улучшения механических свойств. При необходимости вместо спектрального датчика можно использовать датчик сильного воздействия потока, исходящего из объема свариваемого изделия через стык или датчик его скорости.
Таким образом, предложенный способ позволяет значительно повысить качество свариваемых изделий с малым замкнутым объемом соединений, особенно радиоизотопных источников, и упростить при этом процесс герметизации и оборудование, используемое при этом, особенно в случае выполнения их из тугоплавких и химически активных материалов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2533616C1 |
| ГОРЕЛКА ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ПОГРУЖЕННЫМ ЭЛЕКТРОДОМ | 2006 |
|
RU2316695C1 |
| Способ регулирования процесса дуговой сварки (его варианты) | 1983 |
|
SU1116615A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2017 |
|
RU2650463C1 |
| НЕПЛАВЯЩИЙСЯ ЭЛЕКТРОД ДЛЯ СВАРКИ ПОГРУЖЕННОЙ ДУГОЙ | 2004 |
|
RU2281193C2 |
| СПОСОБ МНОГОДУГОВОЙ СВАРКИ ЛИСТОВЫХ СВАРНЫХ ЗАГОТОВОК | 2011 |
|
RU2497644C2 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ | 2006 |
|
RU2336982C2 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2490103C1 |
| Способ дуговой сварки плавлением | 1981 |
|
SU946845A1 |
| Способ импульсной дуговой сварки неплавящимся электродом | 1982 |
|
SU1097463A1 |
Изобретение касается сварки, в частности способов герметизации изделий с малым замкнутым объемом газа типа радиоизотопных источников, и может быть использовано в приборостроении, медицине и энергетике, а также в других отраслях народного хозяйства. Цель изобретения - повышение качества замыкающего сварного соединения при герметизации радиоизотопных источников из тугоплавких и химически активных металлов толщиной до 2 мм при обслуживании производства манипуляторами. При герметизации изделий с малым замкнутым объемом газа типа радиоизотопных источников сварку соединения осуществляют отдельными участками неплавящимся электродом в среде защитного газа. Предварительно на образцах определяют интенсивность Uкр истечения газа через соединение из внутреннего объема изделия, при которой образуется выплеск жидкого металла сварочной ванны. Затем в процессе сварки соединения постоянно контролируют текущее значение интенсивности и при увеличении ее до (0,8-0,9)Uкр процесс прекращают и выдерживают изделие в таком состоянии, пока значение текущей интенсивности истечения газа через соединение из внутреннего объема изделия не уменьшится до (0,2-0,5)Uкр . После чего процесс возобновляют и заваривают следующий участок соединения. Способ позволяет упростить процесс герметизации и оборудование, используемое при этом. 2 з.п. ф-лы, 2 ил.
| Способ дуговой сварки вертикально установленных труб | 1980 |
|
SU948587A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
