Изобретение относится к обработке металлов давлением, в частности к конструкциям штампов для прямого выдавливания.
Целью изобретения является повышение производительности, КПД и качества получаемых изделий.
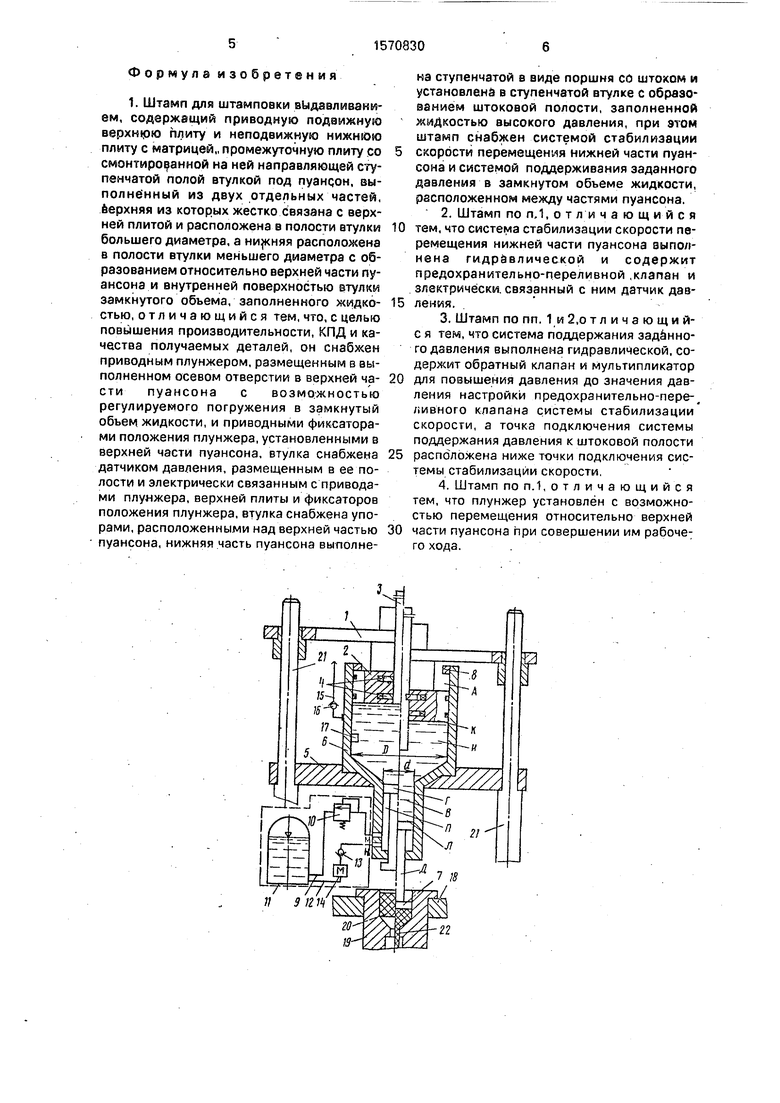
На чертеже представлен штамп, общий вид.
Штамп состоит из подвижной верхней плиты 1 с жестко закрепленной на ней верхней частью 2 пуансона, в которой смонтированы плунжер 3 и фиксаторы 4. В промежуточной плите 5 штампа смонтиро-. вана ступенчатая направляющая втулка 6, имеющая ступенчатую внутреннюю поверхность с полостью А большего диаметра, в которой размещена верхняя часть 2 пуансона, и полостью В меньшего диаметра, в которой размещена нижняя часть 7 пуансона. В верхней части полости А смонтированы упоры 8. Нижняя часть 7 пуансона выполнена ступенчатой в виде поршня Г со штоком Д и установлена во втулке 6 в полости В с образованием штоковой полости П, расположенной между внутренней поверхностью ступенчатой втулки б и боковой ступенчатой поверхностью нижней части 7 пуансона. Полость П заполнена жидкостью. При этом к нижней части полости П в точке М подключен стабилитрон скорости, состоящий из трубопровода 9, предохранительно-переливного клапана 10 и аккумулятора 11. Кроме того, к точке Н (расположена ниже по отношению к точке М) подключена система
ся ч о
00
00
о
поддержания заданного давления, состоящая из трубопровода 12, обратного клапана 13 и мультипликатора 14.
К полости А подключен трубопровод 15 с обратным клапаном 16 для заполнения жидкостью замкнутого объема И, образованного внутренней поверхностью втулки 6 и обращенными одна к другой торцовыми поверхностями К и Л соответственно верхней и нижней частей пуансона.
чВнутри втулки 6 смонтирован датчик 17, электрически связанный (не показано) с приводами плунжера 3, верхней части 2 пуансона, фиксаторов 4 и предохранительно- переливного клапана 10.
В нижней плите 18 штампа установлена матрица 19с заготовкой 20. Плиты 1,5 и 18 жестко связаны между собой направляющими колонками 21.
Штамп работает следующим образом.
В матрицу 19 устанавливается заготовка 20, после чего от пресса с двумя ступеня- ми нагружения (не показано) осуществляется силовое воздействие на плунжер 3. В результате плунжер 3 внедряется в замкнутый объем жидкости 1Л, сжимает его и поднимает давление в этом объеме до того значения, на которое настроен датчик 17. Быстрому подъему давления при внедрении плунжера 3 в объем И способствует неподвижность верхней 2 и нижней 7 частей пуансона. Достигается это с помощью упоров 8, в которые упирается верхняя часть 2 пуансона, Нижняя часть 7 пуансона удерживается жидкостью, которая, например, от акумулятора 11 через мультипликатор 14 и обратный клапан 13 подается в штоковую полость П, Давление с помощью мультипликатора 14 поднимается в штоковой полости П до величины, на которую настроен предохранительно-переливной клапан 10. Под действием жидкости, которая находится под давлением настройки клапана 10, нижняя часть 7 пуансона находится в неподвижном состоянии при внедрении плунжера 3 в объем жидкости И. Как только давление в объеме И достигает давления настройки датчика 17, последний подает сигналы на отключение привода плунжера Зина включение привода одного из фиксаторов 4, что позволяет зафиксировать глубину внедрения плунжера 3, а следовательно, и созданное им сжатие объема жидкости И при работе штампа. Одновременно с датчика 17 поступают сигналы на включение привода второй ступени пресса и на срабатывание клапана 10, с помощью которого удерживается в неподвижном состоянии нижняя часть 7 пуансона.
При поступлении этих сигналов с датчика 17 срабатывают соответствующие исполнительные устройства (не показаны) и в результате вторая ступень пресса нагружает верхнюю часть 2 пуансона и перемещает ее вниз. Одновременно предохранительный клапан 10 переводится на режим работы переливного клапана. Поэтому одновременно с перемещением верхней части 2 пуансона приходит в движение и нижняя часть 7, так как жидкость, находящаяся в полости П, через переливной клапан 10 сливается в аккумулятор 11,
При этом подача жидкости в полость П
по трубопроводу 12 исключается, так как при условии, что давление, развиваемое мультипликатором J 4, равно давлению настройки клапана 10, трубопровод 12 заперт за счет весового давления жидкости, поскольку точка Н подключения трубопровода 12 к штоковой полости П, расположена ниже точки М подключения к этой же полости трубопровода 9.
Поскольку клапан 10 настроен на давление, большее давления в объеме жидкости И, перемещение верхней части 2 пуансона вызывает взаимосвязанное (через соотношение площадей) перемещение нижней части 7 с повышенной и не изменяющейся во
времени скоростью. Таким образом клапан 10, работающий в режиме переливного клапана, позволяет стабилизировать скорость перемещения нижней части 7 пуансона на всем пути силового воздействия пуансона 7
на заготовку 20.
В конце рабочего хода срабатывают концевые выключатели (не показаны) и по их команде привод пресса и аккумулятор 11 с помощью мультипликатора 14 и обратного
клапана 13 возвращают подвижные части 2 и 7 пуансона в исходное положение.
Одновременно с возвратом подвижных частей 2 и 7 пуансона в исходное полож- ние осуществляется выталкивание готового
изделия 22 из матрицы 19.
Затем после установки в матрицу 19 заготовки 20 гидроштамп готов к совершению очередного рабочего цикла.
В результате использований предлагаемого штампа скорость нижней части пуансона превышает скорость верхней части в D2/d раз, причем эта скорость остается неизменной на всем перемещении нижней части пуансона. В результате повышается качество изделий, производительность и КПД. Штам универсален, так как его можно комплектовать с серийно выпускаемым гидропрессовым оборудованием.
Формула изобретения
1. Штамп для штамповки выдавливанием, содержащий приводную подвижную верхнюю плиту и неподвижную нижнюю плиту с матрицей,, промежуточную плиту со смонтированной на ней направляющей ступенчатой полой втулкой под пуансон, выполненный из двух отдельных частей, верхняя из которых жестко связана с верхней плитой и расположена в полости втулки большего диаметра, а нижняя расположена в полости втулки меньшего диаметра с образованием относительно верхней части пуансона и внутренней поверхностью втулки замкнутого объема, заполненного жидко- стью, отличающийся тем, что, с целью повышения производительности, КПД и качества получаемых деталей, он снабжен приводным плунжером, размещенным в выполненном осевом отверстии в верхней ча- сти пуансона с возможностью регулируемого погружения в замкнутый объем жидкости, и приводными фиксаторами положения плунжера, установленными в верхней части пуансона, втулка снабжена датчиком давления, размещенным в ее полости и электрически связанным с приводами плунжера, верхней плиты и фиксаторов положения плунжера, втулка снабжена упорами, расположенными над верхней частью пуансона, нижняя часть пуансона выполнена ступенчатой в виде поршня со штоком и установлена в ступенчатой втулке с образованием штоковой полости, заполненной жидкостью высокого давления, при этом штамп снабжен системой стабилизации скорости перемещения нижней части пуансона и системой поддерживания заданного давления в замкнутом объеме жидкости, расположенном между частями пуансона.
2.Штамп по л.1,отличающийся тем, что система стабилизации скорости перемещения нижней части пуансона выполнена гидравлической и содержит предохранительно-переливной .клапан и электрически связанный с ним датчик давления.
3.Штамп по пп. 1 и 2,о т л и ч а ю щ и й- с я тем, что система поддержания заданного давления выполнена гидравлической, содержит обратный клапан и мультипликатор для повышения давления до значения давления настройки предохранительно-пере-, ливного клапана системы стабилизации скорости, а точка подключения системы поддержания давления к штоковой полости расположена ниже точки подключения системы стабилизации скорости
4.Штамп по п.1, отличающийся тем, что плунжер установлен с возможностью перемещения относительно верхней части пуансона при совершении им рабочего хода.
| название | год | авторы | номер документа |
|---|---|---|---|
| КРИВОШИПНЫЙ ПРЕСС | 2005 |
|
RU2308376C2 |
| УСТРОЙСТВО ДЛЯ ГИДРОФОРМОВКИ ТРУБНЫХ ЗАГОТОВОК | 2002 |
|
RU2222399C1 |
| Комплексная система для определения характеристик прочности льда в натурных условиях и на образцах | 2018 |
|
RU2682835C1 |
| Устройство для гидростатического выдавливания полостей в заготовках | 1988 |
|
SU1696078A1 |
| Устройство для производства разделительных операций | 1987 |
|
SU1712074A1 |
| УСТРОЙСТВО ПЕРЕМЕЩЕНИЯ ПРИВОДА ПУАНСОНА ДЛЯ ЖИДКОЙ КОВКИ МЕТАЛЛА | 2023 |
|
RU2813977C1 |
| Способ гидромеханической вытяжки листовых заготовок | 1990 |
|
SU1750801A1 |
| Устройство для вытяжки | 1988 |
|
SU1574320A1 |
| Устройство для штамповки полых изделий с отводами | 1980 |
|
SU912325A1 |
| Способ получения изделий типа стака-HOB C НАРужНыМи бОКОВыМи ВыСТупАМи | 1979 |
|
SU821026A1 |
Изобретение относится к обработке металлов давлением, в частности к конструкция штампов для прямого выдавливания, основанным на использовании жидкости для повышения скорости пуансона. Цель изобретения - повышение производительности, КПД и качества получаемых изделий. В верхней части пуансона смонтирован плунжер с возможностью внедрения на заданную глубину в замкнутый обем жидкости. Плунжер смонтирован с возможностью фиксации на заданной глубине внедрения до начала перемещения подвижных частей пуансона. В ступенчатой втулке установлен датчик давления, электрически связанный с приводами плунжера, верхней части пуансона и расположенных в этой же части пуансона фиксаторов положения. Ступенчатая втулка оснащена упорами, расположенными над верхней частью пуансона. Нижняя часть пуансона при создании заданного давления в объеме жидкости удерживается в неподвижном положении с помощью предохранительного клапана, который по команде с датчика давления переводится на режим работы переливного клапана. За счет выдавливания сжатой до заданного давления жидкости на всем пути деформирования инструменту обеспечивается повышенная скорость. 3 з.п. ф-лы, 1 ил.
| Штамп для штамповки выдавливанием | 1984 |
|
SU1181769A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
