Изобретение относится к способам получения биметаллических заготовок с помощью сварки плавлением и применением последующей прокатки для получения биметаллических листов требуемой толщины и может быть использовано для получения двухслойного металла, в основном сталей, с применением дуговой сварки в узкий зазор плавящимся электродом в среде защитных газов.
от середины до края заготовок, а дуга Д2 - от края до середины. На маршевой скорости производится возврат электродов в исходное положение, и цикл сварки повторяется. После формирования многослойного шва высотой 50-60 мм производится зачистка его и удаление шлаковой корки. Извлекается из зазора медная подкладка 10. Производится перекантовка заготовки, устанавливаются соответствующим образом ползуЦель изобретения - повышение качества 10 ны 11. Сварка заготовок с этой стороны с
биметалла, получаемого последующей прокаткой, повышение производительности процесса и получение соединений по большим поверхностям.
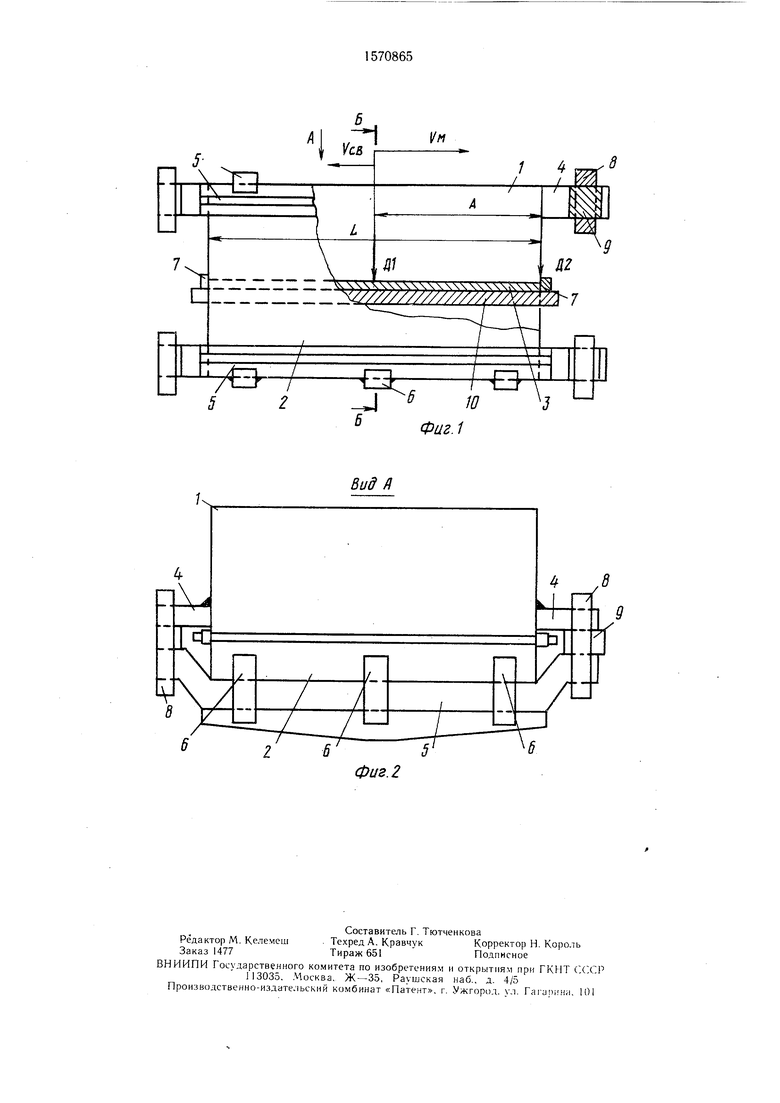
На фиг. 1 представлена установка для получения биметаллических заготовок, вертикальная проекция; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Способ осуществляется следующим образом.
удалением шлаковой корки через 50-60 мм производится до конца. Заканчивается формирование шва с обратной стороны. С помощью газовой резки удаляются сухари 4. 15 Балки 5, хомуты 8, клинья 9, медная подкладка 10 и ползуны 11 готовы для повторного использования. Отрезаются также и упоры 6. В дальнейшем биметаллическая заготовка подвергается прокатке.
Пример. Получение биметаллической заПоверхности массивной толстолистовой 20 готовки из сталей 09Г2С+ОХ18Н10Т. Раззаготовки 1 и привариваемой плиты 2, подлежащие сварке, подвергаются механической обработке. Причем обработка поверхности заготовки 1 осуществляется с небольшим уклоном (0,5-1°) от середины к краям таким образом, чтобы края заготовок с длинных сторон уходили в тело заготовки примерно на 5-8 мм по сравнению с серединой. По середине обработанной таким образом поверхности толстолистовой заготовки прихватывается стальная расплавляемая подкладка 3. К боковым поверхностям с двух сторон снизу и сверху привариваются сухари 4.
В привариваемой плите 2 сверху и снизу вдоль длинной стороны должны быть приварены упоры или предусмотрены выступы для балки 5, которая в этом случае должна также иметь соответствующий выступ. Плита 2 в средней части вплотную устанавливается к прихваченной к заготовке 1 подкладке 3 таким образом, чтобы зазор, образованный между элементами 1 и 2 в верхней и нижней частях, был одинаковым. В этом положении плиту 2 фиксируют относительно заготовки 1 с помощью скоб, прихваченных с боков соединяемых элементов таким обра25
меры заготовок из низко- и высококолеги- рованного металла 400X1000X15000 и 100ХЮООХ1500 мм соответственно. Приварка заготовок осуществляется по поверхностям площадью 1000X1500 мм. Для целей сварки можно использовать опытно-промышленный аппарат АД-225. Сварка производится в узкий зазор шириной 17-20 мм в ССь с использованием проволоки Св-08Г2С. Режим сварки: напряжение на дуге 38- 30 40 В, сварочный ток 470-550 А, скорость сварки 13-16,3 м/ч, сварка углом вперед до 30° с поперечными колебаниями электрода. После сварки производится прокатка сваркой заготовки на лист требуемой толщины.
Для получения биметалла ответственного назначения необходимо применять сварочные материалы, исключающие образование хрупких прослоек по линии сплавления в результате развития диффузионных процессов.
35
40
Формула изобретения
Способ получения биметаллических заготовок, при котором свариваемые детали
зом, что упоры 6, плита 2 и скобы дополни- 45 собирают с зазором, а сварку осуществлятельно образуют гнезда для балок 7. Затем сверху и снизу плиты 2 устанавливаются удерживающие ее балки 5. На концы балок и приваренные к заготовке 1 сухари 4 надеваются четыре хомута 8. Между балкают с двух сторон плавящимся электродом в среде защитных газов, отличающийся тем, что, с целью повышения качества биметалла при последующей прокатке и повышения производительности, перед сваркой к осми 5 и сухарями 4 вбиваются клинья 9. 50 новной заготовке к боковым поверхностям
Упоры 6 к плите 2 рекомендуется приваривать по месту после установки и фиксации балки 5. После этого устанавливается медная подкладка 10, а с боков, в месте сварки, - ползуны 11 для удержания жидкого металла.
Затем производится сварка путем перемещения дуг в направлении Vе. Дуга Дь например, перемещается на рабочей скорости
приваривают четыре сухаря, привариваемую плиту жестко фиксируют относительно заготовки по двум длинным сторонам с помощью двух балок, затем на концы балок и сухари надевают хомуты, между балками и 55 сухарями вбивают клинья, а сварку осуществляют несколькими дугами, каждая дуга сваривает свой участок шва и в конце участка совершает продольные колебания.
от середины до края заготовок, а дуга Д2 - от края до середины. На маршевой скорости производится возврат электродов в исходное положение, и цикл сварки повторяется. После формирования многослойного шва высотой 50-60 мм производится зачистка его и удаление шлаковой корки. Извлекается из зазора медная подкладка 10. Производится перекантовка заготовки, устанавливаются соответствующим образом ползу ны 11. Сварка заготовок с этой стороны с
удалением шлаковой корки через 50-60 мм производится до конца. Заканчивается формирование шва с обратной стороны. С помощью газовой резки удаляются сухари 4. Балки 5, хомуты 8, клинья 9, медная подкладка 10 и ползуны 11 готовы для повторного использования. Отрезаются также и упоры 6. В дальнейшем биметаллическая заготовка подвергается прокатке.
Пример. Получение биметаллической за5
меры заготовок из низко- и высококолеги- рованного металла 400X1000X15000 и 100ХЮООХ1500 мм соответственно. Приварка заготовок осуществляется по поверхностям площадью 1000X1500 мм. Для целей сварки можно использовать опытно-промышленный аппарат АД-225. Сварка производится в узкий зазор шириной 17-20 мм в ССь с использованием проволоки Св-08Г2С. Режим сварки: напряжение на дуге 38- 0 40 В, сварочный ток 470-550 А, скорость сварки 13-16,3 м/ч, сварка углом вперед до 30° с поперечными колебаниями электрода. После сварки производится прокатка сваркой заготовки на лист требуемой толщины.
Для получения биметалла ответственного назначения необходимо применять сварочные материалы, исключающие образование хрупких прослоек по линии сплавления в результате развития диффузионных процессов.
5
0
Формула изобретения
Способ получения биметаллических заготовок, при котором свариваемые детали
собирают с зазором, а сварку осуществляют с двух сторон плавящимся электродом в среде защитных газов, отличающийся тем, что, с целью повышения качества биметалла при последующей прокатке и повышения производительности, перед сваркой к осприваривают четыре сухаря, привариваемую плиту жестко фиксируют относительно заготовки по двум длинным сторонам с помощью двух балок, затем на концы балок и сухари надевают хомуты, между балками и сухарями вбивают клинья, а сварку осуществляют несколькими дугами, каждая дуга сваривает свой участок шва и в конце участка совершает продольные колебания.
1
6
-я
Уев
VM
1 4
//
8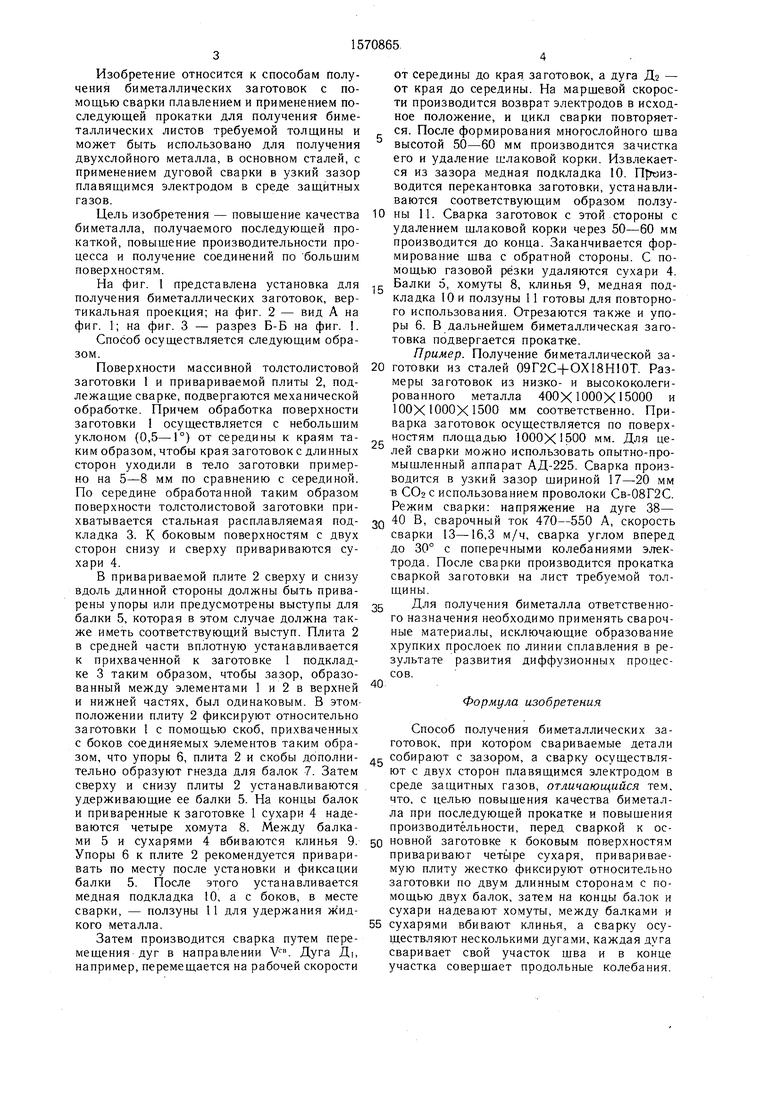
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки плавлением надстройки с корпусом судна | 1991 |
|
SU1804381A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАКИРОВАННОГО МЕТАЛЛИЧЕСКОГО ЛИСТА | 2015 |
|
RU2629422C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАКИРОВАННОГО МЕТАЛЛИЧЕСКОГО ЛИСТА | 2009 |
|
RU2421312C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЕРТИКАЛЬНОЙ СВАРКИ ПЛАВЛЕНИЕМ ПО ЩЕЛЕВОЙ РАЗДЕЛКЕ | 2015 |
|
RU2598746C1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ АЛЮМИНИЯ СО СТАЛЬЮ | 1992 |
|
RU2049615C1 |
| Способ сварки плавлением алюминия со сталью | 1991 |
|
SU1797540A3 |
| Устройство для сборки и сварки длинномерных полых балок | 1987 |
|
SU1599175A1 |
| Заготовка для изготовления биметаллических труб | 1977 |
|
SU656794A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ ПОЛОС И ТРУБНЫХ ЗАГОТОВОК В НЕПРЕРЫВНЫХ АГРЕГАТАХ | 2008 |
|
RU2378090C1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА КОНЕЧНОЙ ДЛИНЫ | 2002 |
|
RU2215605C2 |
Изобретение относится к способам получения биметалла с помощью сварки плавлением и применением последующей прокатки. Цель изобретения - повышение качества биметалла, получаемого последующей прокаткой, повышение производительности процесса и получение соединения по большим поверхностям. Привариваемую плиту 2 жестко фиксируют относительно основной заготовки 1 по двум длинным сторонам с применением двух многократно используемых балок 5, удерживающих привариваемую плиту 2 относительно основной заготовки с помощью четырех сухарей. Сухари приваривают по краям этой заготовки. С помощью накидных хомутов и четырех клиньев фиксируют балки относительно сухарей. Затем осуществляют сварку несколькими дугами. Каждая дуга сваривает свой участок шва, и в конце участка для получения стыковки отдельных участков дуги совершают продольные колебания. Для получения биметалла ответственного назначения необходимо применять сварочные материалы, исключающие образование хрупких прослоек по линии сплавления. 3 ил.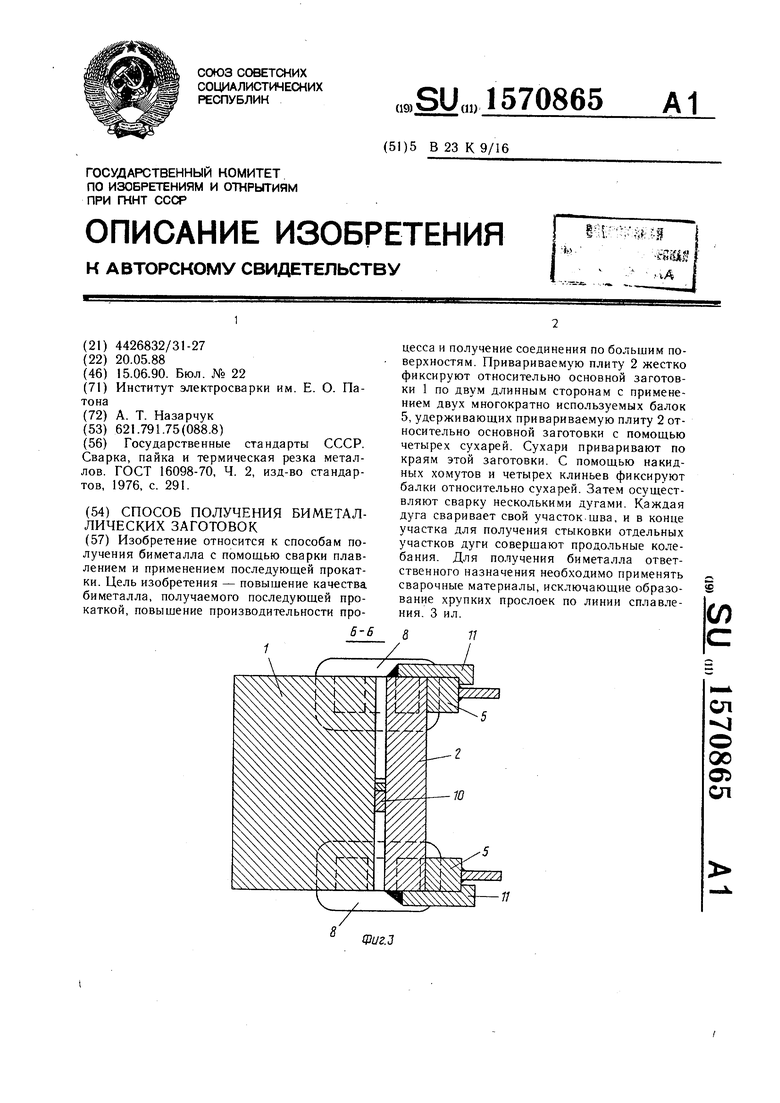
Т
м
Л2
////////////////////Х/7/
Г7
-J
6
Ю
Фиг.1
Buff a
| Государственные стандарты СССР | |||
| Сварка, пайка и термическая резка металлов | |||
| Приспособление для нанесения на планах с горизонталями положения промежуточных точек пропорционально их высотам | 1928 |
|
SU16098A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СТЕРЕООЧКИ | 1920 |
|
SU291A1 |
