Изобретение относится к способам получения декоративного рулонного материала для облицовывания кромок деталей мебели.
Целью изобретения является повышение производительности.
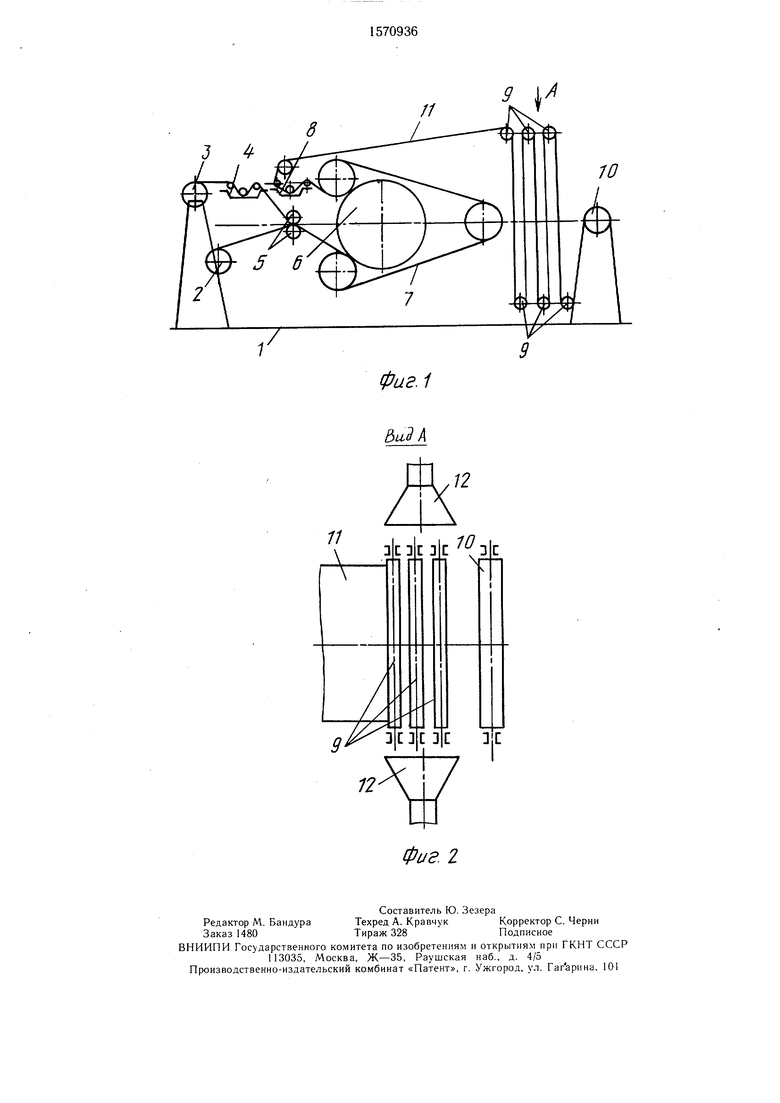
На фиг. 1 изображено устройство для реализации данного способа, вид сбоку; на фиг. 2 - вид А на фиг. 1.
Устройство для реализации данного способа содержит станину 1 со смонтированными на ней держателем рулонов материала- основы 2 и декоративного материала 3, пропиточный узел (ванна) 4, валки 5 для предварительного соединения полотен 2, 3 между собой по плоскостям и одновременного удаления избытка пропиточно-соединительной композиции, вращающийся от привода (не показан) обогреваемый барабан 6 и охватывающая его движущаяся обрезиненная бесконечная лента-сетка 7 с натяжным узлом (для регулирования усилия прессования), отделочный узел 8 смонтирован непосредственно у места схода горячего спрессованного полотна с барабана 6. За отделочным узлом 8 на станине 1 смонтирована система разнесенных обрезиненных свободно вращающихся на своих осях ролов 9, замыкающихся рулоном 10 готового декоративного рулонного материала 11. С торцов системы ролов 9 смонтированы сопла 12, нагнетающие в пространство между ролами 9 охлаж- дающе-полимеризующую среду.
Способ получения декоративного рулонного материала заключается в одновременном разматывании с рулонов 2, 3 полотен основы и декоративного материала, пропитке отделочной и соединительной композициями на основе полиэфирного лака, отвер- дителя, антиадгезива и антистатика, предварительном соединении их между собой с одновременным удалением избытка композиции, их горячем прессовании при 110- 140°С, удельном давлении 1,6-4,0 кг/см2 путем пропускания полотен между бесконечсл 1
о со со оэ
ной лентой 7 и поворотным обогреваемым барабаном 6 и последующего сматывания спрессованного полотна в рулон 10. Прессование осуществляют при скорости 3,5- 6,0 об/мин, а перед сматыванием в рулон 10 на лицевую поверхность спрессованного полотна 11 осуществляют нанесение отделочной композиции, например матирующего полэфирного лака, и обдувание, например инертным газом, при 60-75°С и времени выдержки, равном 50-100 с до полимеризации соединительной и отделочной композиций.
Пример. С рулонов 2 и 3 одновременно разматываются полотна основы и декоративного материала, которые затем пропускаются через пропиточный узел 4 с пропиточно- соединительной композицией, включающей основу полиэфирного лака, отвердитель, антиадгезив и антистатик, между валками 5, где полотна 2 и 3 предварительно соединяются между собой по плоскостям и где происходит одновременное удаление избытка про- питочно-соединительной композиции, между бесконечной движущейся обрезиненной лентой-сеткой 7 и вращающимся обогреваемым барабаном 6, где происходит горячее прессование полотен 2 и 3, после чего горячее опрессованное полотно 11 подается в отделочный узел 8 с отделочной композицией, например полиэфирным матовым лаком, наносимой на лицевую поверхность спрессованного полотна 11, а затем отделанное полотно 11 поступает на систему разнесенных свободно вращающихся ролов 9, пространство между которыми с торцов обдувается через сопла 12 охлаждающей средой, например воздухом с температурой 60-75°С после готовый материал 11 сматывают в рулон 10.
Рулон 10 готового декоративного материала, в зависимости от его назначения, может быть разрезан, например, дисковыми ножами, в продольном направлении на отдельные полосы необходимой ширины для использования их при облицовывании кромок деталей мебели.
Режимы работы приведены в таблице.
Температура охлаждающе-полимеризую- щей среды 60-75°С и время выдержки (период охлаждения до полимеризации пропи- точно-соединительной и отделочной композиций) равно 50-100 с.
Формула изобретения
Способ получения декоративного рулонного материала, заключающийся в одновременном разматывании с рулонов полотен основы и декоративного материала, пропитке отделочной и соединительной композициями на основе полиэфирного лака, отвер- дителя, антиадгезива и антистатика, предварительном соединении их между собой с одновременным удалением избытка композиции, их горячем прессовании при 110-
140°С, удельном давлении 1,6-4,0 кг/см2 путем пропускания полотен между бесконечной лентой и поворотным обогреваемым барабаном и последующего сматывания спрессованного полотна в рулон, отличающийся тем, что, с целью повышения производительности, прессование осуществляют при скорости 3,5-6,0 об/мин, а перед сматыванием в рулон на лицевую поверхность спрессованного полотна осуществляют нанесение отделочной композиции, например матирующего полиэфирного лака, и обдувание, например инертным газом, при 60-75°С и времени выдержки, равном 50-100 с до полимеризации соединительной и отделочной композиций.
8
70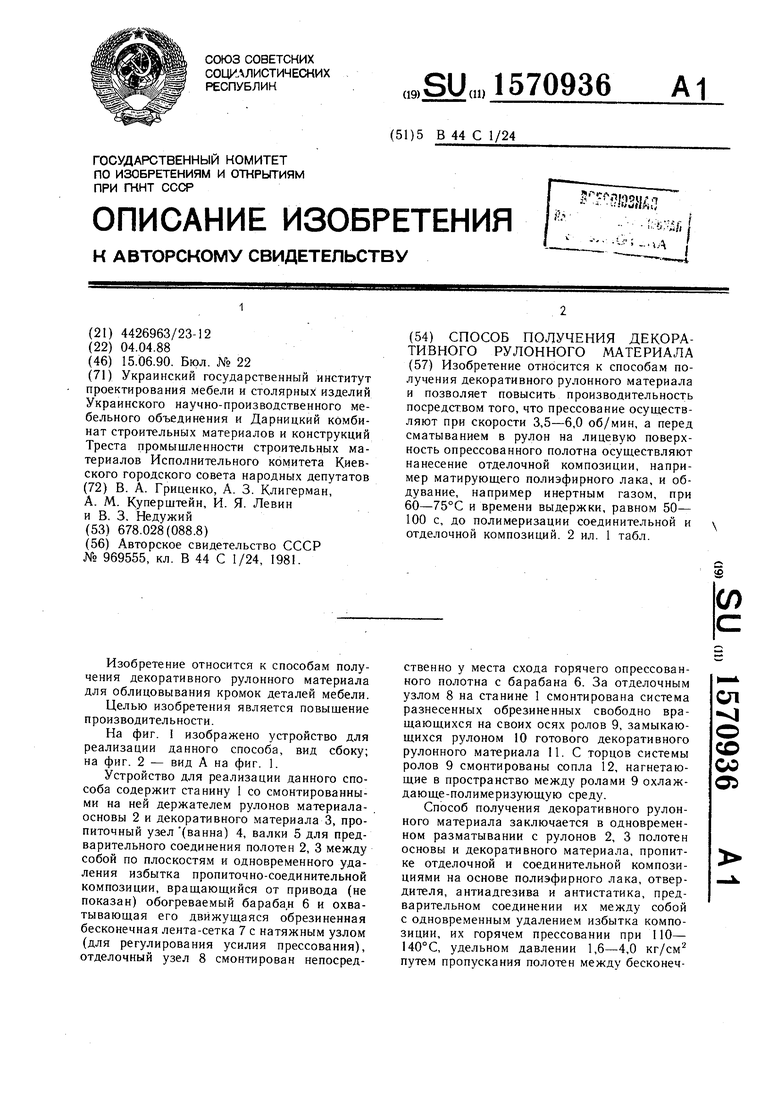

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения декоративного рулонного материала | 1981 |
|
SU969555A1 |
| Декоративный рулонный материал | 1986 |
|
SU1395720A1 |
| Способ изготовления изделий из бетонов автоклавного твердения с декоративным покрытием | 1988 |
|
SU1622350A1 |
| Способ изготовления декоративного рулонного материала | 1989 |
|
SU1680853A1 |
| Линия "Контакт-3" для производства линолеума | 1989 |
|
SU1684376A1 |
| Пленочный материал | 1979 |
|
SU870549A1 |
| Способ получения антистатических поливинилхлоридных отделочных материалов | 1985 |
|
SU1397459A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО ЛИСТОВОГО МАТЕРИАЛА | 1993 |
|
RU2077990C1 |
| ПАНЕЛЬ С ПОКРЫТИЕМ И СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛЕЙ С ПОКРЫТИЕМ | 2019 |
|
RU2770194C1 |
| Способ изготовления линолеума | 1986 |
|
SU1328416A1 |
Изобретение относится к способам получения декоративного рулонного материала и позволяет повысить производительность посредством того, что прессование осуществляют при скорости 3,5-6,0 об/мин, а перед сматыванием в рулон на лицевую поверхность опрессованного полотна осуществляют нанесение отделочной композиции, например матирующего полиэфирного лака, и обдувание, например инертным газом, при 60-75°С и времени выдержки, равном 50-100 с, до полимеризации соединительной и отделочной композиций. 2 ил.
фаг. 1
вид А
| Способ получения декоративного рулонного материала | 1981 |
|
SU969555A1 |
| Приспособление для плетения проволочного каркаса для железобетонных пустотелых камней | 1920 |
|
SU44A1 |
