(Л
с
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫСОКОСКОРОСТНОЙ ФРИКЦИОННО-ЛЕЗВИЙНОЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2274524C2 |
| Способ круглого врезного шлифования деталей | 1981 |
|
SU1007930A1 |
| СПОСОБ ПРЕРЫВИСТОЙ ЭЛЕКТРОКОНТАКТНОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2230650C1 |
| ПРЕРЫВИСТЫЙ КРУГ ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2230653C1 |
| СПОСОБ ПРОДОЛЬНО-ПРЕРЫВИСТОЙ ИМПРЕГНИРОВАННОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2004 |
|
RU2270748C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТОДОВ ДЛЯ УСТАНОВОК МАГНЕТРОННОГО РАСПЫЛЕНИЯ ИЗ ТУГОПЛАВКИХ МЕТАЛЛОВ | 2021 |
|
RU2763719C1 |
| УСТРОЙСТВО ДЛЯ ФРИКЦИОННО-ЛЕЗВИЙНОГО РЕЗАНИЯ | 1999 |
|
RU2162771C2 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ КРУГОМ С ПРЕРЫВИСТОЙ И НЕПРЕРЫВНОЙ РАБОЧЕЙ ПОВЕРХНОСТЬЮ | 1998 |
|
RU2155661C2 |
| КОМБИНИРОВАННАЯ ДИСКОВАЯ МОДУЛЬНАЯ ФРЕЗА | 2011 |
|
RU2467839C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ УДАРОПРОЧНОЙ ПЛАСТИНЫ РЕЖУЩЕЙ НА ОСНОВЕ КУБИЧЕСКОГО НИТРИДА БОРА И УДАРОПРОЧНАЯ ПЛАСТИНА РЕЖУЩАЯ, ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ | 2004 |
|
RU2284247C2 |
Изобретение касается применения твердых сплавов, в частности безвольфрамовых, и может быть использовано при создании износостойких поверхностей на лезвийном инструменте. Целью изобретения является повышение стойкости за счет увеличения содержания никеля в поверхностном слое сплава, что достигается осуществлением их чернового и чистового шлифования и термообработкой, причем последнюю проводят после чернового шлифования путем нагрева пластин до 850 - 1000°С со скоростью 50 - 300° мин и выдерживают 5 - 15 мин, а чистовое шлифование осуществляют с припуском, выбираемым из диапазона (5 - 20) D, где D - величина зерна сплава, мкм. 1 табл.
Изобретение относится к области применения твердых сплавов, в частности безвольфрамовых, и может быть использовано при создании износостойких поверхностей, например, на лезвийном инструменте.
Цель изобретения - повышение стойкости за счет увеличения содержания никеля в поверхностном слое сплава.
Физическая сущность положительных эффектов заключается в термодинамической нестабильности исходных гомогенных фазовых смесей, составляющих безвольфрамовые твердые сплавы. Последнее можно объяснить квазибинарным характером диаграмм состояния , Ni-TiC и Ni-TiN. При нагреве разложение гомогенной смеси на тугоплавкую и вязкую фазы осуществляется путем диффузионной самосепарации, ведущей
к частичному обоснованию составляющих композицию фаз. Частичная сепарация фаз сопровождается повышенной усадкой тугоплавкого структурного каркаса в центре образца и диффузионным насыщением поверхностных слоев твер- дог о сплава вязкой фазой. Экспериментально установлены условия сепарации фаз, приводящей к повышению содержания никеля в поверхностном слое шлифованных образцов. Скорость нагрева должна быть в диапазоне 50-300°С/мин. При меньшей скорости нагрева усадка тугоплавкого структурного каркаса происходит медленно, что ограничива- ет перераспределение фаз. При скорости нагрева более 300°С/мин возникают достаточно большие температурные напряжения в пластинах, а также появляются трещины и
ел
№
sj
сп
СЛ
Сколы. При температуре менее 850°С насыщение поверхностных слоев вязкой фазой не наблюдается из-за отсутствия условий для диффузионной самосепара- ции. При температуре свыше 1000 С повышенная усадка тугоплавкого каркаса приводит к возникновению трещин и сколов в пластине.
При малом времени выдержки (менее 3 мин) увеличение содержания никеля в поверхностном слое не происходит. При времени выдержки более 15 мин поверхностный слой, обогащенный никелем, насыщается летучими атомарными либо молекулярными компонентами воздуха. В этом случае при шлифовании создается дефектный слой. Окончательное шлифование производят со снятием припуска из диапазона (5-20)d, где d --величина зерна. При припуске менее 5d не снимается дефектный слой чз термообработанных зерен карбида титана, а при припуске более 20d не на- , блюдается повышение содержания нике- ля в поверхностном слое,
При осуществлении способа используют пластины из сплава ЧНТ.16 размерами после спекания 13,,55,2 мм. Шлифование производят по стандартным методикам на станках мод, МШ289 (боковые грани) и WBM30G/2i (опорные поверхности). Термообработку пласти i проводят в муфельной печи. Содержание никеля регистрируют микроанализатором КЭМСКАН-4ДВ и на рентгеновской ус - тановке ДРОН-ЗМ.
Пример. Берут спеченные ллас- тины из безвольфрамового твердого сплава КНТ16. Производят черновое шлифование пластин по опорным поверхностям на станке WBM300/21 (режимы шлифования; скорость круга 18 м/с., подача на пластины 3 мм/мин, осцилляция 29 дв.ход./мин) и боковом граням на станке МШ289 (режимы шлифования; скорость круга 20 м/с, усилие прижима пластин к кругу 2,0 МПа) . Определяют содержание никеля на поверхности
ПЛасТИН С ПОМОЩЬЮ ЭЛеКТрОННОГО МИКРО-
анализатора КЭМСКАН-4ДВ. Содержание никеля равно 19,0 мас.%. Помещают пластины в муфельную печь и нагревают их со скоростью 200°С/мин до 950°С, выдерживают 10 мин и охлаждают. Далее ПРОИЗВОДЯТ чистовое шлифование на этих же станках, но при.малом времени цикла так, чтобы снимать припуск, равный I0d, где d - размер зерна сплава КНТ, равный 1,8 мкм. Окончательный припуск 18 мкм. После окончательного шлифования содержание никеля в поверхностном слое 31,5 мас.%.
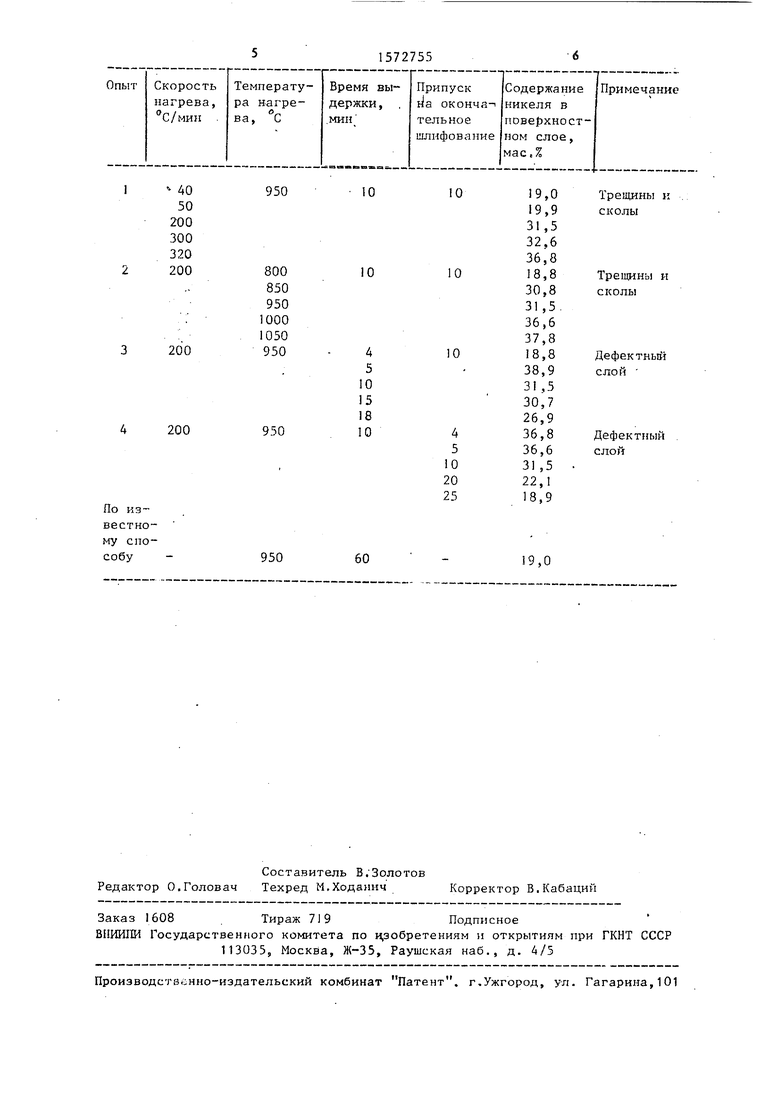
Результаты опытов приведены в таблице .
Как видно из таблицы, содержание никеля в поверхностном слое сплава при использовании предлагаемого способа возросло и 1,2-2,0 раза.
При повышении содержания никеля в поверхностном слое повышаются коррозионная стойкость, предел прочности на изгиб, коэффициент Пуассона, КТР, коэффициент скорости при резании, Такs например, при использовании пластин из сплава ТН20 просто шлифованных и шлифованных, ггрмообработан- ных (1000йС, 1C мин, 200сС/мин),окончательно шлифоьснных (20 мкм припуска) износ пластин по задней грани со- отБРТстпелко 796 и 585 мкм, ч.е. коэффициент повышения стойкости 1,35.
Фор i-i у л а
D e т
н и я
Способ обработки много ранных пластин но твердых сплавов, включающий черновое и чистовое шлифование пластин и их нагрев до 850-1000°С, отличающийся тем, что, с иелью повышения стойкости за счет увеличения содержания никеля в поверхностном слое сплава, нагрев осуществляют после чернового шлифования со скоростью 50-300°С/мин и выдерживают 5-15 мин, а чистовое шлифование осуществляют с припуском, который выбирают из диапазона (5-20)d, где d - величина зерна, мкм.
| Лошак М.Г, Прочность и долговечность твердых сплавов | |||
| - Киев: Науко- ва думка, -1984, с | |||
| Стиральная машина для войлоков | 1922 |
|
SU210A1 |
