Изобретение относится к области металлургии и может быть использовано при производстве холодно- и тепло- деформированных труб из аустенитных коррозионно-стойких сталей, стойких против межкристаллитной коррозии.
Целью изобретения является улучшение качества труб за счет повышения стойкости против межкристаллитной коррозии.
Пример. Предлагаемый способ опробован при изготовлении опытной партии труб размером мм из стали 02Х18Н11.
Горячекатаную передельную заготовку размером мм подвергают расточке и обточке на размер мм, термической обработке в проходной газовой печи при 1120°С, травлению с целью удаления окалины, прокату на промежуточный размер ,1 мм,обезжириванию в щелочно-селитровом расплаве с последующим осветлением в азотно-плавиковом растворе, термической обработке в проходной электрической печи ОКБ 4121 при 750, 800 и 850°С, прокатку на готовый размер мм, обезжириванию, дополнитель 4j
00 О 00
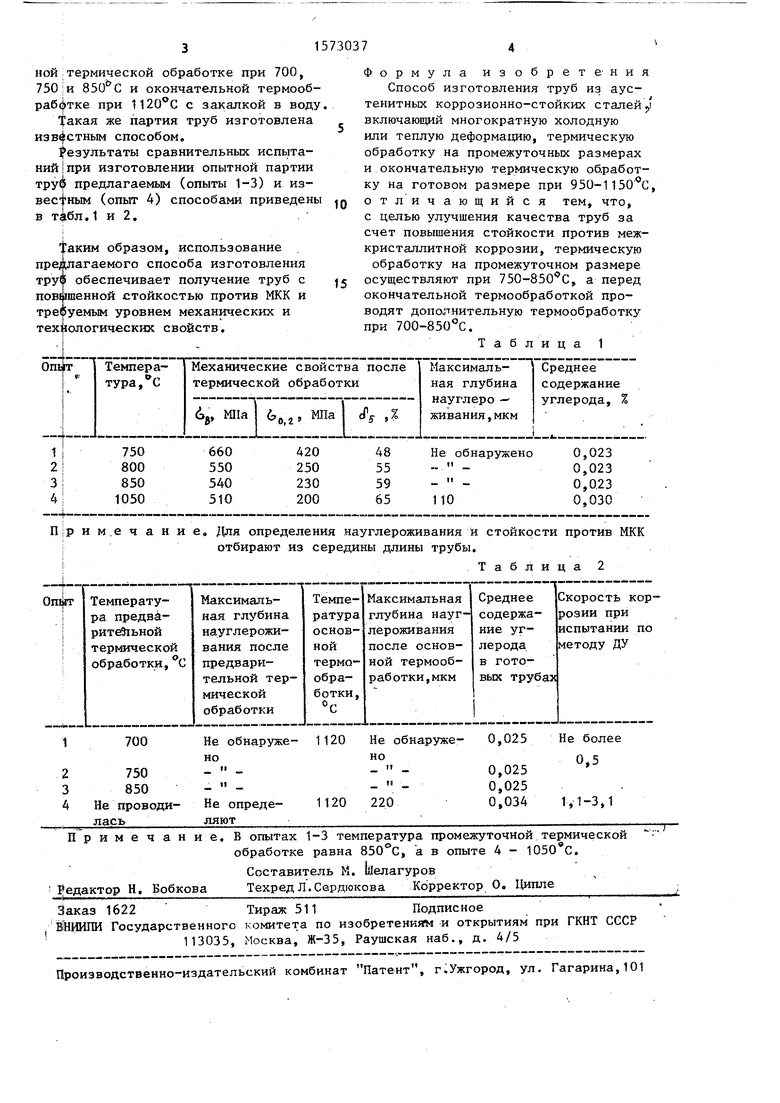
ной термической обработке при 700, 750 и 850&С и окончательной термооб- рабфтке при 1120°С с закалкой в воду.
Такая же партия труб изготовлена известным способом.
результаты сравнительных испытаний при изготовлении опытной партии труо предлагаемым (опыты 1-3) и из- весфным (опыт 4) способами приведены в тзбл.1 и 2.
Таким образом, использование предлагаемого способа изготовления тру( обеспечивает получение труб с повпшенной стойкостью против МКК и треруемым уровнем механических и технологических свойств.
Формула изобретения
Способ изготовления труб из аус- тенитных коррозионно-стойких сталей включающий многократную холодную или теплую деформацию, термическую обработку на промежуточных размерах и окончательную термическую обработку на готовом размере при 950-1150°С,
10 отличающийся тем, что, с целью улучшения качества труб за счет повышения стойкости против меж- кристаллитной коррозии, термическую обработку на промежуточном размере
15 осуществляют при 750-850 С, а перед окончательной термообработкой проводят дополнительную термообработку при 700-850°С.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства бесшовных горячедеформированных коррозионно-стойких труб из стали аустенитного класса | 2022 |
|
RU2788284C1 |
| Способ термической обработки холоднодеформированных труб из стали 12Х18Н12Т | 2023 |
|
RU2822492C1 |
| Способ получения биметаллических листов | 1979 |
|
SU863252A1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБ РАЗМЕРОМ ВН.279Х36 И ВН.346Х40 ММ ИЗ СТАЛИ МАРКИ 08Х18Н10Т-Ш ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ | 2013 |
|
RU2542139C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОДЕФОРМИРОВАННЫХ ТРУБ ИЗ АУСТЕНИТНОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ ТИПА 08Х18Н10Т | 2023 |
|
RU2809290C1 |
| Установка (технологический процесс) для производства шестигранных труб-заготовок размером "под ключ" 257+1,5/-1,0х6±1,0х4300+80/-20 мм из сталей с содержанием бора от 1,3 до 3,0 % для изготовления стеллажей для хранения в бассейнах выдержки АЭС и транспортировки отработанного ядерного топлива | 2024 |
|
RU2836286C1 |
| КОРРОЗИОННО-СТОЙКАЯ ЛЕГИРОВАННАЯ НЕЙТРОННО-ПОГЛОЩАЮЩАЯ СТАЛЬ ДЛЯ ИЗГОТОВЛЕНИЯ ШЕСТИГРАННЫХ ЧЕХЛОВЫХ ТРУБ ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ В БАССЕЙНАХ ВЫДЕРЖКИ И ТРАНСПОРТИРОВКИ ЯДЕРНОГО ТОПЛИВА | 2013 |
|
RU2519064C1 |
| СПОСОБ ПРОИЗВОДСТВА ЧЕХЛОВЫХ ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК ИЗ НИЗКОПЛАСТИЧНОЙ СТАЛИ С СОДЕРЖАНИЕМ БОРА 1,3-1,8% ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2006 |
|
RU2317866C2 |
| Способ безокислительной термической обработки изделий из аустенитной коррозионно-стойкой стали | 2019 |
|
RU2723871C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 610Х36,53Х3000-3400 ММ ИЗ СТАЛИ МАРКИ 08Х18Н10Т-Ш ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ | 2013 |
|
RU2537412C2 |
Изобретение относится к металлургии и может быть использовано при производстве холодно- и теплодеформированных труб из аустенитных коррозионностойких сталей, стойких против межкристаллитной коррозии. Целью изобретения является улучшение качества труб за счет повышения стойкости против межкристаллитной коррозии. Горячекатанную передельную заготовку трубы из стали 02X18H11 подвергают расточке и обточке на размер 81.8 мм, термической обработке в проходной газовой печи при температуре 1120°С, травлению для удаления окалины, прокатке на промежуточный размер 45.4,1 мм обезжириванию в щелочно-селитровом расплаве с последующим осветлением в азотноплавиковом растворе, термической обработке в проходной электрической печи при температурах 750 - 850°С, прокатке на готовый размер 25.2мм, обезжириванию, дополнительной термической обработке при 700 - 850°С и окончательной термообработке при температуре 1120°С с закалкой в воду. Применение способа позволяет значительно снизить межкристаллитную коррозию. 2 табл.
Примеч ание. Для определения науглероживания и стойкости против МКК
отбирают из середины длины трубы.
Таблица 2
| Сталь, 1981, К 5, с | |||
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| Сталь, 1983, № 8, с | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |
