Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении на станах холодной прокатки роликами тонкостенных труб с наружными продольными ребрами.
Цель изобретения - улучшение качества внутренней поверхности труб
На чертеже показан инструмент для прокатки четырехреберных труб, общий вид.
Прокатку тонкостенных труб 1 с продольными ребрами 2 осуществляют при периодических порционной подаче и повороте трубы на угол а0 , равный углу между ребрами трубы, на оправке 3 в калибре, образованном роликами 4. На дне ручья каждого ролика выполнены канавки 5, а 2Р - угловая протяженность образующей контактной поверхности б с трубой составляет 1,05-1,10 угла поворота трубы.
Прокатку труб проводят следующим образом.
Отводят клеть стана (не показана) в крайнее заднее положение. При этом ролики 4 расходятся, образуя зев подачи и поворота. Заготовку (трубу) порционно подают в образованный роликами калибр и подвергают деформации на оправке 3. После каждого двойного хода клети осуществляют подачу заготовки и поворот ее на угол а 0 . При деформации трубы 1 гладкие рабочие поверхности 6 роликов прижимают участки стенки к оправке и уменьшают ее толщину до готового размера. В зонах канавок 5 формируются ребра 2. Одновременно в выпусках калибра участки заготовки изгибаются без истечения металла и деформации стенки. Между внутренней поверхностью заготовки и оправкой образуется зазор.
Изгиб стенки заготовки в выпусках не приводит к образованию складок на ее внутренней поверхности, поэтому при последующем повторении циклов обжатий участков стенки, находившихся в выпусках, внутренняя поверхность трубы не имеет дефектов, характерных для известных способов прокатки тонкостенных труб с продольными наружными ребрами.
Инструмент для осуществления предлагаемого способа выполнен таким образом, чтобы после каждого поворота заготовки на угол а о контактные поверхности 6 роликов 4 обжимали стенку с перекрытием ее участков, находившихся перед поворотом между выпусками роликов, а формирование ребер осуществлялось только канавками. При таком конструктивном выполнении роликов обеспечивается требуемое высокое качест0
5
0
5
0
5
0
5
0
5
во внутренней поверхности ребристых тонкостенных труб.
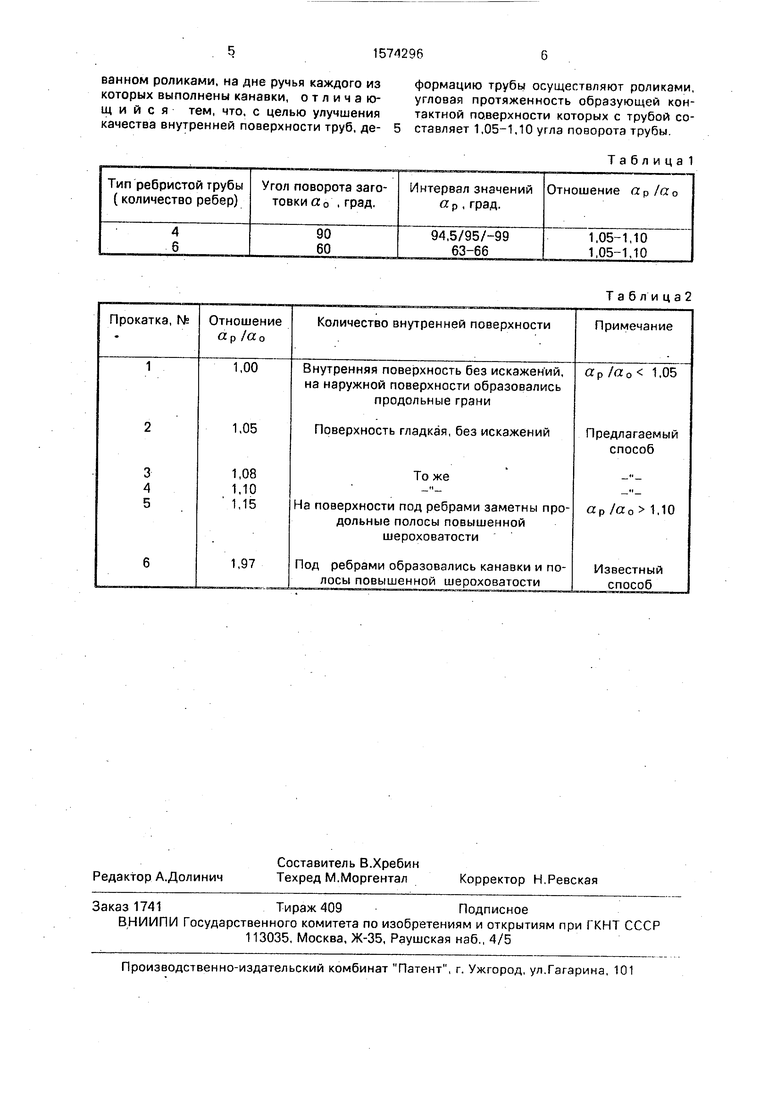
Интервалы значений угла ардля прокатки 4- и 6-реберных труб определяли экспериментальным путем. Для этих труб определили и соответствующие величины отношений а р /а 0 . Угловые характеристики роликового инструмента приведены в табл.1.
Для сравнения предлагаемый и известный способы были опробованы при изготовлении образцов 4-реберных труб размером 8 х 0,4 мм из нержавеющей аустенитной стали на стане ХПТР-8-15. В качестве заготовки использовали термообработанные трубы 10,5 х 1,5 мм. Параметры оребрения: высота каждого ребра 0,7 мм, ширина у основания 0,8 мм.
Прокатку ребристых труб в соответствии с предлагаемым способом осуществляли комплектами роликов с углом ар, равным 90, 95,97, 99 и 103° при /а0 SO0.
.Для осуществления известного способа применили обычный комплект роликов с отношением с р/а о 1,97.
Результаты опробования предлагаемого способа помещены в табл. 2.
Как видно из табл. 2, после прокатки в калибре, образованном роликами при отношении «р/«0 1,05, искажения на внутренней поверхности труб под ребрами не образуются. Однако, наружная поверхность между ребрами оказывается граненой из-за того, что участки поверхности заготовки в выпусках не перекрываются рабочими участками поверхности роликов.
При отношении «р/а0 1,10 на внутренней поверхности под ребрами образуются полосы увеличенной шероховатости. При использовании известной калибровки роликов (п.6) в указанных местах образуются канавки и полосы с повышенной степенью шероховатости
После прокатки труб в соответствии с предлагаемым способом (п 2, 3, 4) внутренняя поверхность гладкая, блестящая, без полос искажений.
Таким образом, предложенный способ обеспечивает улучшение качества внутренней поверхности в прокатанных ребристых трубах за счет уменьшения деформации стенки заготовки в выпусках калибра.
Формула изобретения Способ периодической прокатки тонкостенных ребристых труб, включающий порционную подачу и поворот заготовки на угол, равный углу между ребрами трубы, ее деформацию на омрявкп в калибре, образованном роликами, на дне ручья каждого изформацию трубы осуществляют роликами,
которых выполнены канавки, отличаю-угловая протяженность образующей конщ и и с я тем, что, с целью улучшениятактной поверхности которых с трубой сокачества внутренней поверхности труб, де-5 ставляет 1,05-1.10 угла поворота трубы.
Т а б л и ц а 1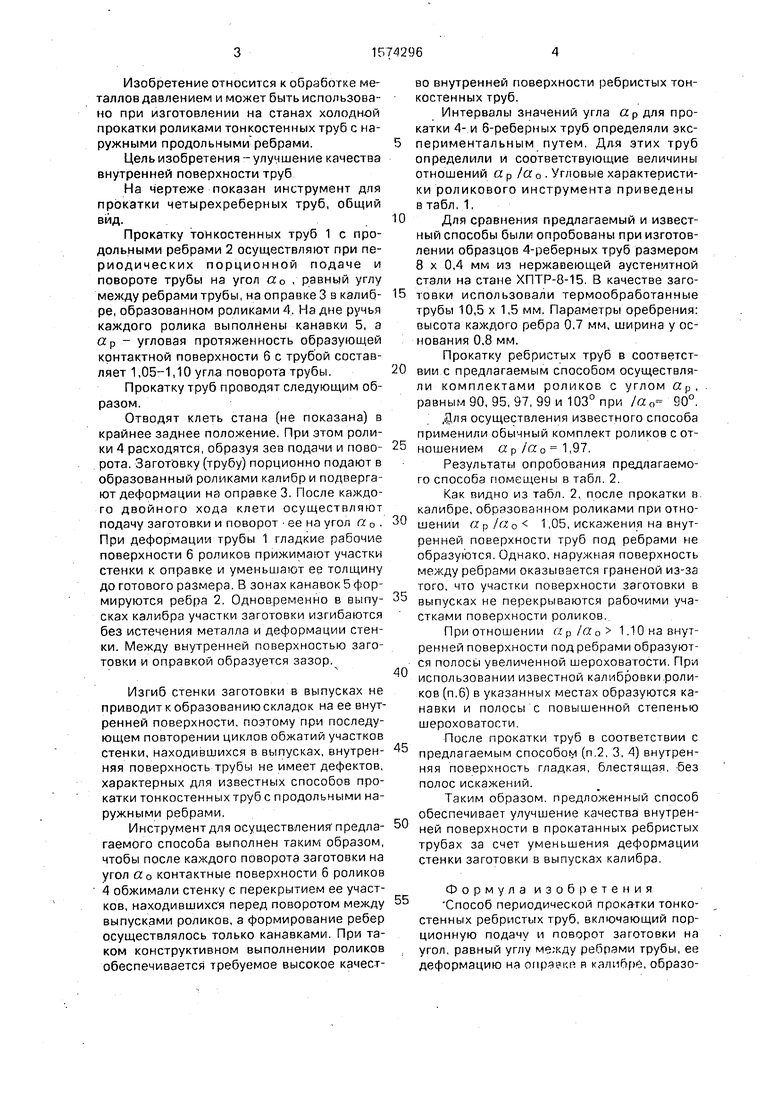
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства труб с продольными наружными ребрами на роликовом стане | 1984 |
|
SU1266582A1 |
| Способ холодной пилигримовой прокатки профильных труб | 1989 |
|
SU1708454A1 |
| Способ холодной прокатки труб с наружными продольными ребрами | 1975 |
|
SU521955A1 |
| КОМПЛЕКТ РАБОЧЕГО ИНСТРУМЕНТА ДЛЯ ПИЛЬГЕРНОЙ ПРОКАТКИ ТОНКОСТЕННЫХ ТИТАНОВЫХ ТРУБ ИЗ (α+β)-ТИТАНОВОГО СПЛАВА | 2021 |
|
RU2769137C1 |
| Способ изготовления труб с продольными наружными ребрами | 1977 |
|
SU738714A1 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ДЛИННОМЕРНЫХ ТРУБ ИЗ СПЛАВОВ НА ЖЕЛЕЗНО-НИКЕЛЕВОЙ И НИКЕЛЕВОЙ ОСНОВАХ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2012 |
|
RU2523399C1 |
| КАЛИБР ТРУБОПРОКАТНОГО СТАНА | 2013 |
|
RU2530591C2 |
| Валок для холодной периодической прокатки труб | 1989 |
|
SU1620163A1 |
| Инструмент для прокатки цилиндрических изделий с продольными ребрами | 1979 |
|
SU893358A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ТРУБ И СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2241557C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении на станах холодной прокатки роликами тонкостенных труб с наружными продольными ребрами. Целью изобретения является улучшение качества внутренней поверхности труб. Прокатку тонкостенных труб 1 с продольными ребрами 2 осуществляют при периодической порционной подаче и повороте заготовки на угол, равный углу между ребрами трубы, на оправке 3 в калибре, образованном роликами 4. На дне ручья каждого ролика выполнены канавки 5, а угол рабочей поверхности 6, охватывающий трубу, составляет 1,05 - 1,10 угла поворота заготовки. 1 ил., 2 табл.
Таблица2
| Способ производства труб с продольными наружными ребрами на роликовом стане | 1984 |
|
SU1266582A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ холодной прокатки на роликовых станах четырехребристых, квадратных, шестигранных и других профильных труб | 1959 |
|
SU123930A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
