1
(61) 1346301 (21)4259766/25-27 (22)11.06.87 (46) 30.06.90. Бюл. N 24 (72) А.В. Григорьев, А.Д. Карачунский, Е.Г. Шпигель и А.А. Михайлов (53)621.979.06(088.8)
(54) ИНСТРУМЕНТ ДЛЯ ШТАМПОВКИ ТРУБЧАТЫХ ЗАГОТОВОК (57) Изобретение относится к обработке металлов давлением и может быть использовано при штамповке трубчатых деталей с продольными ребрами жесткости. Цель изобретения - расширение технологических
возможностей за счет штамповки концов труб с продольными ребрами. Инструмент содержит матрицу (М) 1 и размещенный под углом к ее оси пуансон с рабочей сферической поверхностью 4, на которой жестко закреплены в плоскости, проходящей через центр сферической поверхности, деформирующие элементы (ДЭ) 3 со сферическими выступами В М 1 выполнены продольные пазы 5, соответствующие выступам ДЭ 3. В М 1 устанавливают трубную заготовку 6, а ДЭ 3 располагают напротив пазов 5. Штамповку осуществляют качательным и осевым движениями пуансона 2 1 з.п. ф-лы, 2 ил.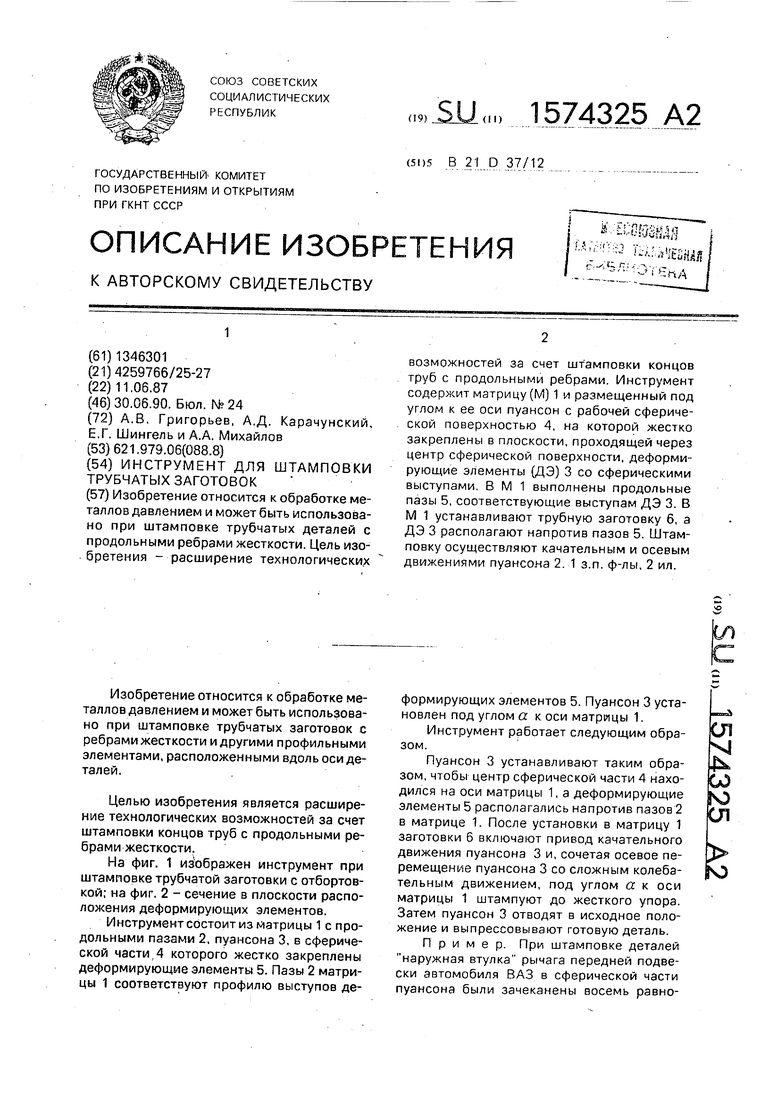
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для штамповки полых изделий из листовых заготовок | 1983 |
|
SU1119755A1 |
| Штамп для холодной объемной штамповки | 1988 |
|
SU1579624A1 |
| Способ изготовления полых осесимметричных изделий с фланцем | 1988 |
|
SU1636089A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ПРОДОЛЬНЫМИ РЕБРАМИ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2011 |
|
RU2484913C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ИЗ ТРУБЧАТЫХ ЗАГОТОВОК ДЕТАЛЕЙ С ЭЛЕМЕНТАМИ ЖЕСТКОСТИ В ВИДЕ ВЫВОРОТОВ | 2015 |
|
RU2619007C2 |
| Способ изготовления сферического шарнирного соединения | 1989 |
|
SU1764744A1 |
| Способ изготовления полых деталей из трубчатой заготовки и устройство для его осуществления | 1989 |
|
SU1741949A1 |
| Штамп совмещенного действия | 1983 |
|
SU1148674A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ U-ОБРАЗНОГО ПРОФИЛЯ С РАСПОЛОЖЕННЫМИ ПО ДЛИНЕ ПОЛКАМИ ПОД КРЕПЛЕНИЕ РАЗЛИЧНЫХ УСТРОЙСТВ | 2012 |
|
RU2506135C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ, ФОРМОВКИ И ПРАВКИ ДЕТАЛИ С РЕБРАМИ ЖЕСТКОСТИ (ВАРИАНТЫ) | 2013 |
|
RU2545875C2 |
Изобретение относится к обработке металлов давлением и может быть использовано при штамповке трубчатых деталей с продольными ребрами жесткости. Цель изобретения - расширение технологических возможностей за счет штамповки концов труб с продольными ребрами. Инструмент содержит матрицу (М) 1 и размещенный под углом к ее оси пуансон с рабочей сферической поверхностью 4, на которой жестко закреплены в плоскости, проходящей через центр сферической поверхности, деформирующие элементы (ДЭ) 3 со сферическими выступами. В М 1 выполнены продольные пазы 5, соответствующие выступам ДЭ 3. В М 1 устанавливают трубную заготовку 6, а ДЭ 3 располагают напротив пазов 5. Штамповку осуществляют качательным и осевым движениями пуансона 2. 1 з.п. ф-лы, 2 ил.
Изобретение относится к обработке металлов давлением и может быть использовано при штамповке трубчатых заготовок с ребрами жесткости и другими профильными элементами, расположенными вдоль оси деталей.
Целью изобретения является расширение технологических возможностей за счет штамповки концов труб с продольными ребрами жесткости.
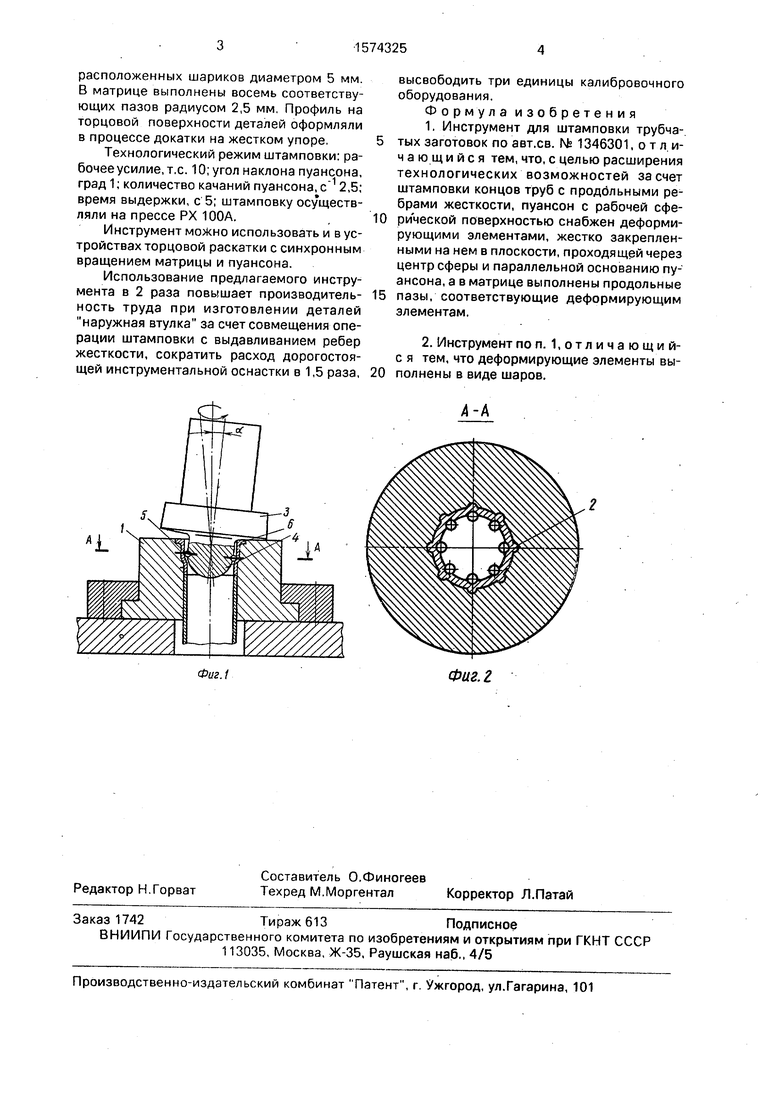
На фиг. 1 изображен инструмент при штамповке трубчатой заготовки с отбортов- кой; на фиг, 2 - сечение в плоскости расположения деформирующих элементов.
Инструмент состоит из матрицы 1 с продольными пазами 2, пуансона 3, в сферической части 4 которого жестко закреплены деформирующие элементы 5. Пазы 2 матрицы 1 соответствуют профилю выступов деформирующих элементов 5. Пуансон 3 установлен под углом а к оси матрицы 1.
Инструмент работает следующим образом.
Пуансон 3 устанавливают таким образом, чтобы центр сферической части 4 находился на оси матрицы 1, а деформирующие элементы 5 располагались напротив пазов 2 в матрице 1. После установки в матрицу 1 заготовки 6 включают привод качательного движения пуансона 3 и, сочетая осевое перемещение пуансона 3 со сложным колебательным движением, под углом ее к оси матрицы 1 штампуют до жесткого упора. Затем пуансон 3 отводят в исходное положение и выпрессовывают готовую деталь.
Пример При штамповке деталей наружная втулка рычага передней подвески автомобиля ВАЗ в сферической части пуансона были зачеканены восемь равнослч
Сл) N)
от
расположенных шариков диаметром 5 мм. В матрице выполнены восемь соответствующих пазов радиусом 2,5 мм. Профиль на торцовой поверхности деталей оформляли в процессе докатки на жестком упоре.
Технологический режим штамповки: рабочее усилие, т,с. 10; угол наклона пуансона, град 1; количество качаний пуансона, ,5; время выдержки, с 5; штамповку осуществляли на прессе РХ100А..
Инструмент можно использовать и в устройствах торцовой раскатки с синхронным вращением матрицы и пуансона.
Использование предлагаемого инструмента в 2 раза повышает производитель- ность труда при изготовлении деталей наружная втулка за счет совмещения операции штамповки с выдавливанием ребер жесткости, сократить расход дорогостоящей инструментальной оснастки в 1,5 раза,
1
Фиг.}
высвободить три единицы калибровочного оборудования.
Формула изобретения
А-А
Фиг. г
