Фиг.1
to
15
20
31636089
Изобретение относится к обработке металлов давлением, а именно к способам сферодвижной штамповки и торцовой раскатки тонкостенных трубчатых заготовок.
Целью изобретения является повышение качества поверхности изделий и расширение технологических возможностей за счет расширения номенклатуры обрабатываемых заготовок.
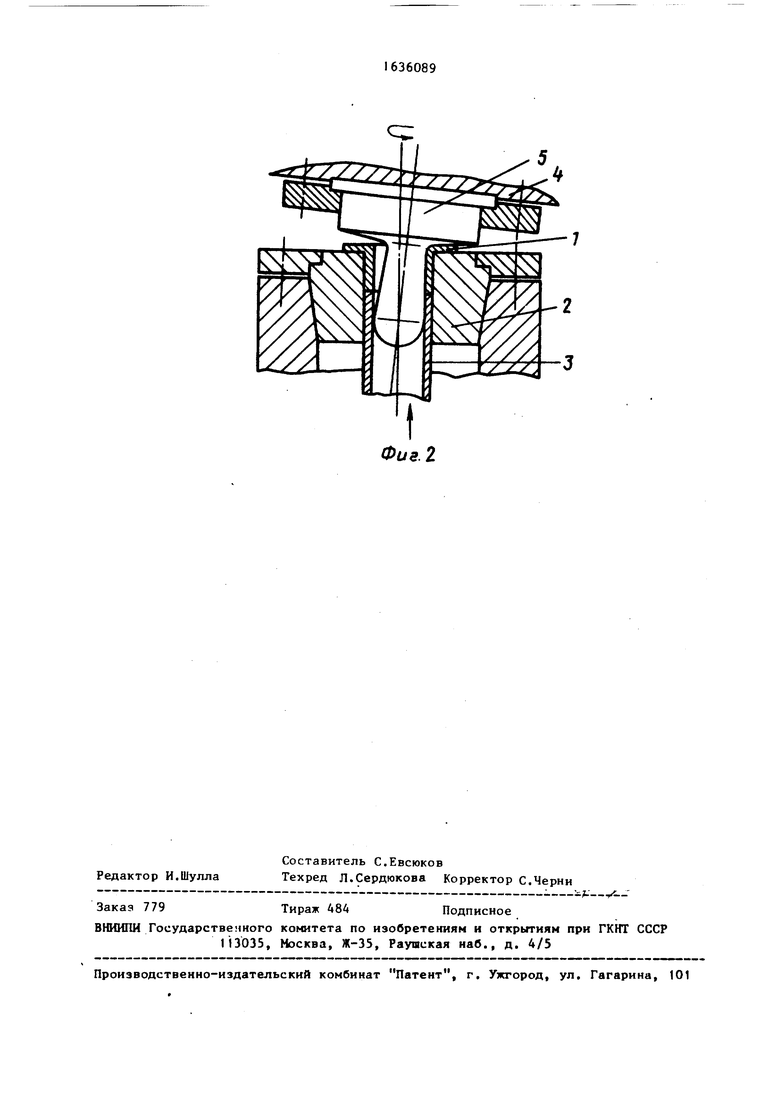
На фиг.1 показана рабочая зона устройства по окончании обжатия стенки заготовки; на фиг.2 - то же,окончание процесса отбортовки фланца.
Способ осуществляют следующим образом.
Исходную мерную трубчатую заготовку 1 устанавливают в матрицу 2 так, чтобы заготовка 1 не выступала из матрицы 2. Заготовку 1 фиксируют в осевом направлении при помощи выталкивателя 3. Затем включают привод кругового качественного движения водила 4 сферодвижного механичма (не показан) и осуществляют обжатие стенок заготовки сферической рабочей частью пуансона 5, установленного под углом оЈ к оси матрицы 2.
Осевое перемещение пуансона 5 ограничивают жесткими упорами (не показаны) . Затем производят осевое перемещение выталкивателя 3, осуществляя отбортовку фланца на заготовке 1. Осевое перемещение выталкивателя 3 ограничивают конечным выключателем (не показан). Затем пуансон 5 отводят в исходное положение и продолжая осевое перемещение выталкивателя 3, выпрессовывают деталь 1 из матрицы 2.
Пример. Проводят штамповку деталей втулка с фланцем из стальныхВ процессе штамповки стенки заготовки обжимают между матрицей и сферической частью пуансона со степенью деформации 3-5%. После штамповки I толщина стенки заготовки и фланца составляет 1,9 - 1,95 мм, диаметр фланца 62 мм.
Параметры процесса штамповки. Рабочее усилие, кН 400 Усилие выталкивания, кН 120 Угол наклона пуансона, град 3 Количество качаний пуансона, ,5 Режим трансферный Цикл 15-20 После штамповки чистота поверхности деталей соответствует 7-8 классу, линии сдвига на поверхности фланца отсутствуют.
Использование предлагаемого способа позволяет повысить качество поверхности деталей за счет совмещения в одной операции упрочняющегося обжатия со пггамповкой фланца и расширить технологические возможности способа за счет расширения номенклатуры обрабатываемых заготовок.
Формула изобретения
Спо9об изготовления полых осесим- метричных изделий с фланцем, включающий установку мерной заготовки в мат35 рицу, фиксирование ее ъ осевом направлении и отбортовку фланца установленным под углом к оси матрицы пуансоном, отличающийся тем, что, с целью повышения качества по40 верхности изделий и расширения технологических возможностей за счет уве25
30
-,личения номенклатуры обрабатываемых
трубчатых заготовок диаметром 40 мм., заготовок, заготовку устанавливают
Материал - сталь 1 0 и сталь 20 с толщинойв матрице заподлицо, стенку размещен- ,стенки 2мм. Процесс осуществляют на гид- 45 ной в матрице заготовки обжимают со
равлическом прессе модели ДБ 2432, ос-степенью деформации 3-5%, а при от; нащенном сферодвижным механизмом СМ-1 60.бортовке фланца производят осевое
Заготовку целиком помещают в матрицу сперемещение заготовки относительно зазором по диаметру 0,04 мм.
50
матрицы в направлении пуансона.
5
В процессе штамповки стенки заготовки обжимают между матрицей и сферической частью пуансона со степенью деформации 3-5%. После штамповки I толщина стенки заготовки и фланца составляет 1,9 - 1,95 мм, диаметр фланца 62 мм.
Параметры процесса штамповки. Рабочее усилие, кН 400 Усилие выталкивания, кН 120 Угол наклона пуансона, град 3 Количество качаний пуансона, ,5 Режим трансферный Цикл 15-20 После штамповки чистота поверхности деталей соответствует 7-8 классу, линии сдвига на поверхности фланца отсутствуют.
Использование предлагаемого способа позволяет повысить качество поверхности деталей за счет совмещения в одной операции упрочняющегося обжатия со пггамповкой фланца и расширить технологические возможности способа за счет расширения номенклатуры обрабатываемых заготовок.
Формула изобретения
Спо9об изготовления полых осесим- метричных изделий с фланцем, включающий установку мерной заготовки в мат5 рицу, фиксирование ее ъ осевом направлении и отбортовку фланца установленным под углом к оси матрицы пуансоном, отличающийся тем, что, с целью повышения качества по0 верхности изделий и расширения технологических возможностей за счет уве5
0
перемещение заготовки относитель
50
матрицы в направлении пуансона.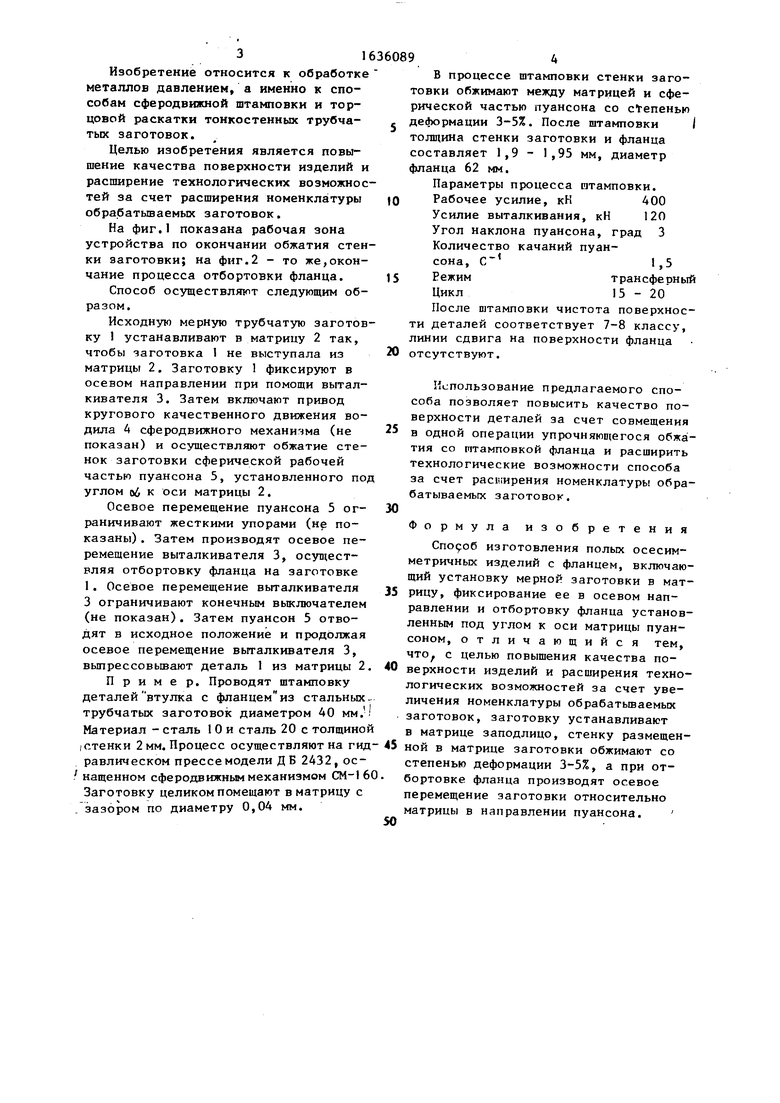
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления кольцевых изделий | 1990 |
|
SU1738466A1 |
| Способ штамповки деталей с наклонным фланцем | 1983 |
|
SU1174125A1 |
| Способ термофрикционной штамповки | 1979 |
|
SU880594A1 |
| Устройство для штамповки деталей типа стакан с фланцем | 1985 |
|
SU1263405A1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ОБКАТЫВАНИЕМ | 1996 |
|
RU2098211C1 |
| Устройство для штамповки металлических заготовок | 1982 |
|
SU1031589A1 |
| Автомат для высадки | 1972 |
|
SU471944A1 |
| Штамп для изготовления тройников из листовых заготовок | 1980 |
|
SU893285A1 |
| Машина для сферической штамповки металлических заготовок | 1975 |
|
SU551194A1 |
| Способ изготовления осесимметричных деталей сложного профиля | 2019 |
|
RU2722939C1 |
Изобретение относится к обработке металлов давлением, в частности к изготовлению полых осесимметричных изделий с фланцем из тонкостенных трубчатых заготовок методом торцовой раскатки и сферодвижной штампоркн. Цель изобретения - повышение гачест- ва поверхности изделий и расширение технологических возможностей за счет расширения номенклатуры обрабатываемых заготовок. В начальный момент заготовку 1 целиком помещают в матрицу 2 и осуществляют обжлтие стенки между матрицей 2 и сферической частью пуансона 5 со степенями деформации 3-5%. Отбортовку фланца осуществляют в процессе осевого перемещения заготовки 1 относительно матрицы 2 Е)ыталкнватегтем 3. 2 ил.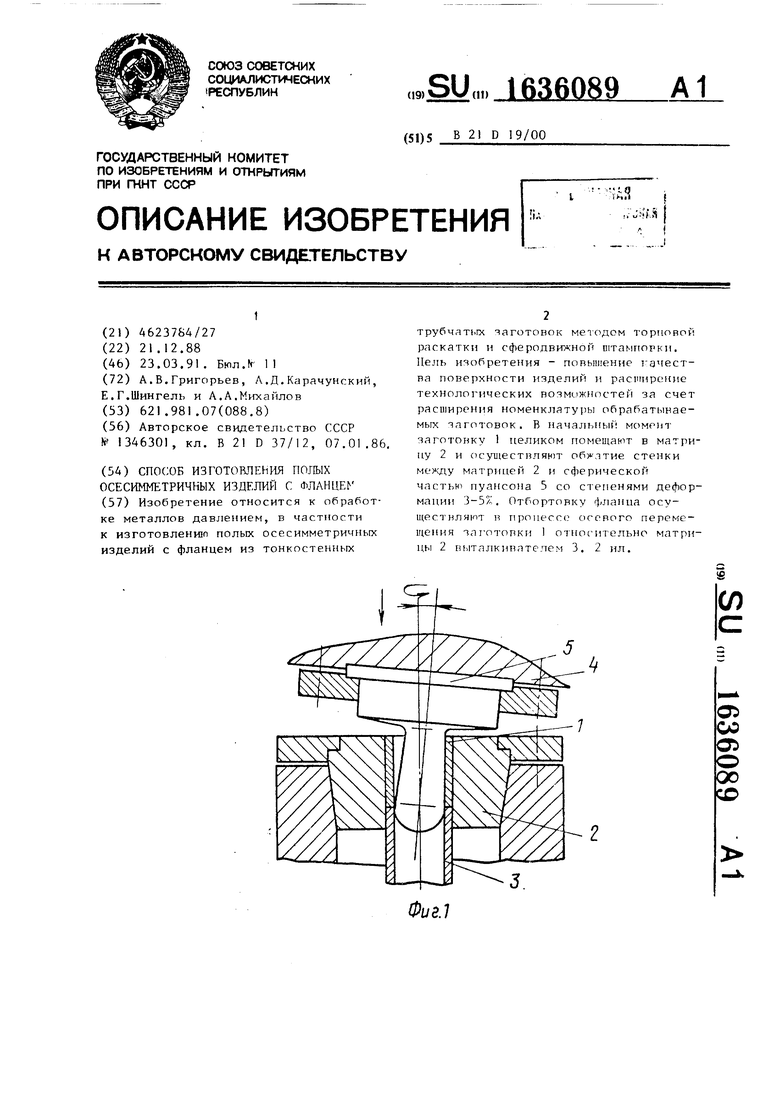
| Инструмент для раскатки трубчатых заготовок | 1986 |
|
SU1346301A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
