Изобретение относится к области обработки металлов давлением и предназначается для изготовления способом гидравлической штамповки сферических шарнирных соединений, составленных из двух трубчатых заготовок разного диаметра путем концентричного соединения их концов на участке образования шарнирного соединения и втулки из упругого материала, размещенной на упомянутом участке между трубчатыми заготовками
Известен способ получения полых деталей с отводами, при котором полую заготовку, состоящую из свободно установленных одна и другую трубок, укладывают в матрицу, заполняют ее полость жидкостью и герметизируют. Заготовку формуют жидкостью
высокого давления с одновременной осевой осадкой и подпором отводов, осуществляя соединение трубок между собой.
Однако такой способ не предназначен для изготовления сферического шарнирного соединения.
Известен способ изготовления сферических шарнирных соединений из полой заготовки, включающий формовку в штампе давлением передающей среды наружного и внутреннего элементов соединения по сферической полости матрицы, при этом в конечной стадии формовки заготовку наружного соединения элемента разрезают в штампе в плоскости, перпендикулярной ее продольной оси, второй внутренний элеXI
О
S
мент соединения формуют внутри первого в ступенчатой матрице штампа.
Однако этот способ не позволяет изготавливать сферические шарнирные соединения из исходных трубчатых заготовок с толщиной стенок свыше 2,0 мм.
Известен способ изготовления шарового шарнира из полой заготовки, составленной из двух трубчатых заготовок разного диаметра путем концентричного соединения их концов на участке образования шарнирного соединения и втулки из пленки или пластмассы, размещенной на упомянутом участке между трубчатыми заготовками, включающий укладку полой заготовки в матрицу, размещение наполнителя в полости трубчатой заготовки меньшего диаметра, герметизацию упомянутой полости и воздействие внутреннего давления наполнителя и в дальнейшем удаление втулки одним из известных способов.
Однако этот способ не позволяет изготавливать герметичные шарнирные соединения с большой подвижностью в связи с тем, что в месте шарнирного соединения после удаления втулки происходит разгерметизация,
Целью изобретения является расширение технологических возможностей путем получения шарнирного соединения с прокладкой из упругого материала с повышенной подвижностью его частей относительно друг друга.
Это достигается тем, что в способе изготовления сферического шарнирного соединения из полой заготовки, включающем ее укладку в матрицу, размещение наполнителя в полости трубчатой заготовки меньшего диаметра, герметизацию упомянутой полости полости и воздействие внутреннего давления наполнителя, одновременно с герметизацией полостей трубчатой заготовки меньшего диаметра осуществляют герметизацию полости между трубчатыми заготовками путем подгибки кромки трубчатой заготовки большего диаметра в направлении ее оси, а одновременно с воздействием внутреннего давления наполнителя осуществляют двухстороннюю торцовую осадку полой групповой заготовки, при этом в качестве наполнителя используют жидкость, а герметизацию упомянутых полостей осуществляют до подачи жидкости в полости трубчатой заготовки меньшего диаметра. В качестве упругого материала используют полиуретан.
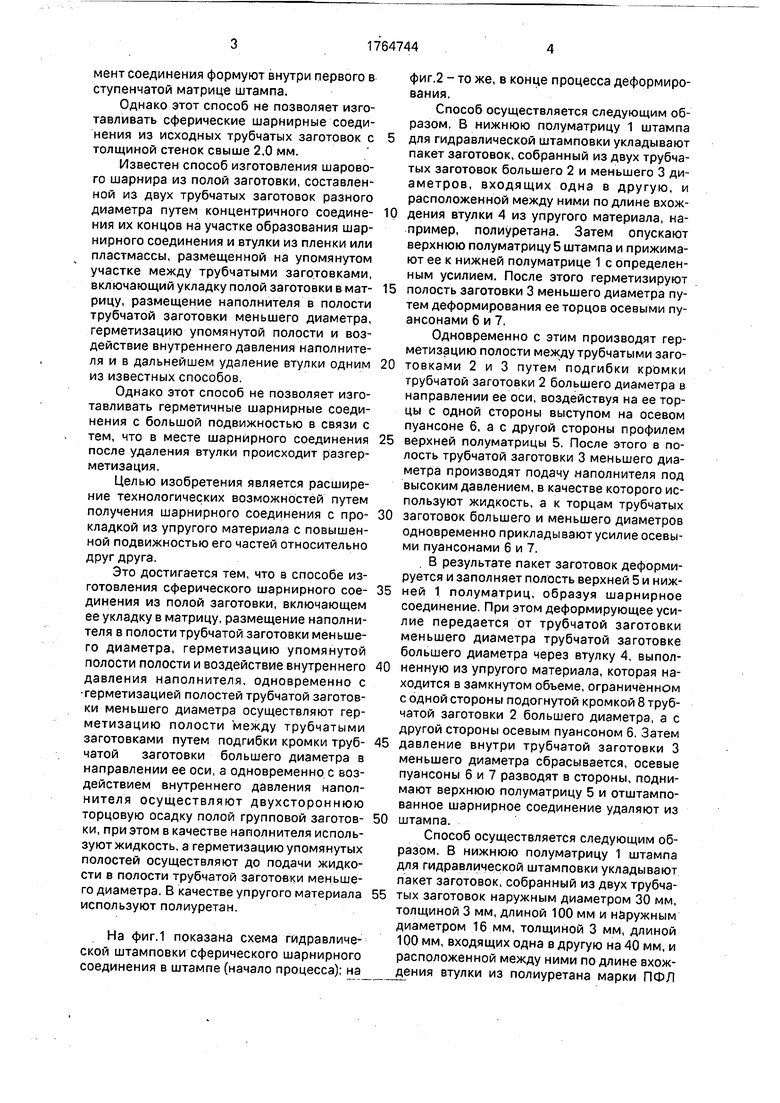
На фиг.1 показана схема гидравлической штамповки сферического шарнирного соединения в штампе (начало процесса); на
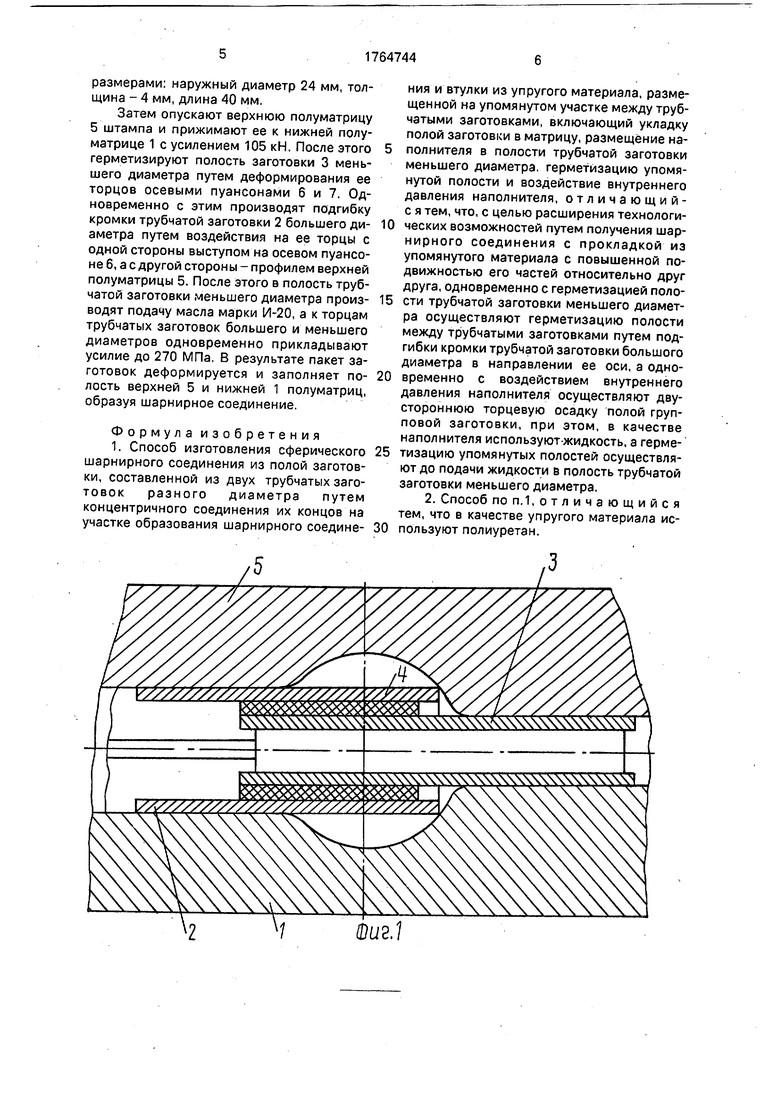
фиг.2 - то же, в конце процесса деформирования.
Способ осуществляется следующим образом. В нижнюю полуматрицу 1 штампа
5 для гидравлической штамповки укладывают пакет заготовок, собранный из двух трубчатых заготовок большего 2 и меньшего 3 диаметров, входящих одна в другую, и расположенной между ними подлине вхож0 дения втулки 4 из упругого материала, например, полиуретана. Затем опускают верхнюю полуматрицу 5 штампа и прижимают ее к нижней полуматрице 1 с определенным усилием. После этого герметизируют
5 полость заготовки 3 меньшего диаметра путем деформирования ее торцов осевыми пуансонами 6 и 7.
Одновременно с этим производят герметизацию полости между трубчатыми заго0 товками 2 и 3 путем подгибки кромки трубчатой заготовки 2 большего диаметра в направлении ее оси, воздействуя на ее торцы с одной стороны выступом на осевом пуансоне 6, а с другой стороны профилем
5 верхней полуматрицы 5. После этого в полость трубчатой заготовки 3 меньшего диаметра производят подачу наполнителя под высоким давлением, в качестве которого используют жидкость, а к торцам трубчатых
0 заготовок большего и меньшего диаметров одновременно прикладывают усилие осевыми пуансонами 6 и 7.
В результате пакет заготовок деформируется и заполняет полость верхней 5 и ниж5 ней 1 полуматриц, образуя шарнирное соединение. При этом деформирующее усилие передается от трубчатой заготовки меньшего диаметра трубчатой заготовке большего диаметра через втулку 4, выпол0 ненную из упругого материала, которая находится в замкнутом объеме, ограниченном с одной стороны подогнутой кромкой 8 трубчатой заготовки 2 большего диаметра, а с другой стороны осевым пуансоном 6. Затем
5 давление внутри трубчатой заготовки 3 меньшего диаметра сбрасывается, осевые пуансоны 6 и 7 разводят в стороны, поднимают верхнюю полуматрицу 5 и отштампованное шарнирное соединение удаляют из
0 штампа.
Способ осуществляется следующим образом. В нижнюю полуматрицу 1 штампа для гидравлической штамповки укладывают пакет заготовок, собранный из двух трубча5 тых заготовок наружным диаметром 30 мм, толщиной 3 мм, длиной 100 мм и наружным диаметром 16 мм, толщиной 3 мм, длиной 100 мм, входящих одна в другую на 40 мм, и расположенной между ними по длине вхождения втулки из полиуретана марки ПФЛ
размерами: наружный диаметр 24 мм, толщина - 4 мм, длина 40 мм.
Затем опускают верхнюю полуматрицу 5 штампа и прижимают ее к нижней полуматрице 1 с усилением 105 кН. После этого герметизируют полость заготовки 3 меньшего диаметра путем деформирования ее торцов осевыми пуансонами 6 и 7. Одновременно с этим производят подгибку кромки трубчатой заготовки 2 большего диаметра путем воздействия на ее торцы с одной стороны выступом на осевом пуансоне 6, а с другой стороны - профилем верхней полуматрицы 5. После этого в полость трубчатой заготовки меньшего диаметра производят подачу масла марки И-20, а к торцам трубчатых заготовок большего и меньшего диаметров одновременно прикладывают усилие до 270 МПа. В результате пакет заготовок деформируется и заполняет полость верхней 5 и нижней 1 полуматриц, образуя шарнирное соединение.
Формула изобретения 1. Способ изготовления сферического шарнирного соединения из полой заготовки, составленной из двух трубчатых заготовок разного диаметра путем концентричного соединения их концов на участке образования шарнирного соедине-
0
5
0
5 0
ния и втулки из упругого материала, размещенной на упомянутом участке между трубчатыми заготовками, включающий укладку полой заготовки в матрицу, размещение наполнителя в полости трубчатой заготовки меньшего диаметра, герметизацию упомянутой полости и воздействие внутреннего давления наполнителя, отличающий- с я тем, что, с целью расширения технологических возможностей путем получения шарнирного соединения с прокладкой из упомянутого материала с повышенной подвижностью его частей относительно друг друга, одновременно с герметизацией полости трубчатой заготовки меньшего диаметра осуществляют герметизацию полости между трубчатыми заготовками путем подгибки кромки трубчатой заготовки большого диаметра в направлении ее оси, а одновременно с воздействием внутреннего давления наполнителя осуществляют двустороннюю торцевую осадку полой групповой заготовки, при этом, в качестве наполнителя используют-жидкость, а герметизацию упомянутых полостей осуществляют до подачи жидкости в полость трубчатой заготовки меньшего диаметра.
2. Способ по п.1, отличающийся тем, что в качестве упругого материала используют полиуретан.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления крутоизогнутых угольников из трубчатых заготовок | 1990 |
|
SU1771844A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ИЗОГНУТОЙ И СТУПЕНЧАТОЙ ОСЬЮ ИЗ ПОЛЫХ ЗАГОТОВОК | 2006 |
|
RU2329109C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ИЗОГНУТОЙ И СТУПЕНЧАТОЙ ОСЬЮ ИЗ ПОЛЫХ ЗАГОТОВОК | 2009 |
|
RU2401711C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ СФЕРИЧЕСКИХ ИЗДЕЛИЙ С ОДНИМ ИЛИ ДВУМЯ ОСЕСИММЕТРИЧНЫМИ ОТВОДАМИ | 2009 |
|
RU2410188C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ИЗДЕЛИЙ | 2008 |
|
RU2368445C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ДЕТАЛЕЙ С ОТВОДАМИ ПОСРЕДСТВОМ ГИДРАВЛИЧЕСКОЙ ШТАМПОВКИ | 2013 |
|
RU2538888C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТУПЕНЧАТЫХ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ ДАВЛЕНИЕМ ТЕКУЧЕЙ СРЕДЫ | 1996 |
|
RU2098210C1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ТРОЙНИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2009 |
|
RU2422226C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРЫ МАТЕРИАЛА В ТРУБНЫХ ЗАГОТОВКАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2403206C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2047405C1 |
Использование: относится к области обработки металлов давлением, Позволяет расширить технологические возможности путем получения шарнирного соединения с прокладкой из упругого материала с повышенной подвижностью его частей относительно друг друга. Сущность изобретения; заготовку, составленную из двух трубчатых заготовок разного диаметра, концентрично соединенных их концами на участке образования шарнирного соединения, и втулки из упругого материала (полиуретана), размещенной на упомянутом участке, укладывают в матрицу. В полость трубчатой заготовки меньшего диаметра подают в качестве наполнителя жидкость. После этого производят герметизацию полостей трубчатой заготовки меньшего диаметра и одновременно с ней герметизацию полости между трубчатыми заготовками путем подгибки кромки заготовки большего диаметра в направлении ее оси, Одновременно с воздействием внутреннего давления наполнителя осуществляют двухстороннюю торцовую осадку полой групповой заготовки. 1 з.п.ф-лы, 2 ил. (Л С
Фиг. 2
| Способ получения полых деталейС ОТВОдАМи | 1977 |
|
SU845937A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ изготовления сферических шарнирных соединений и штамп для его осуществления | 1976 |
|
SU659250A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Игра | 1985 |
|
SU1586732A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
