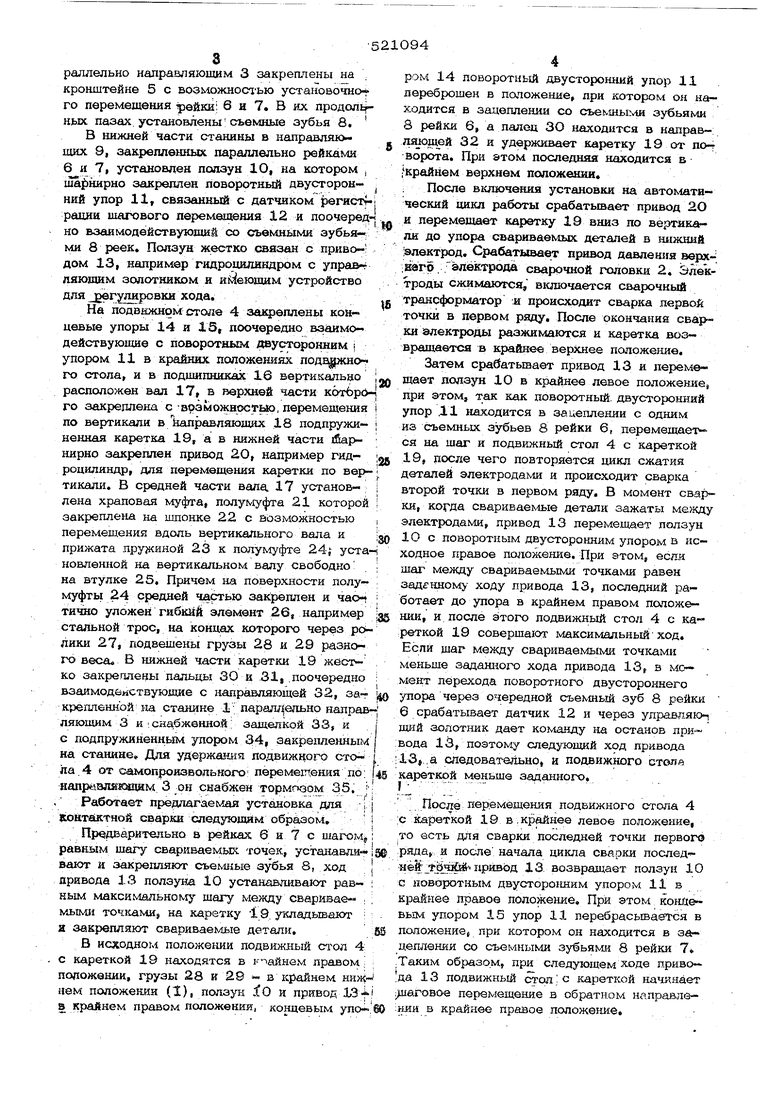
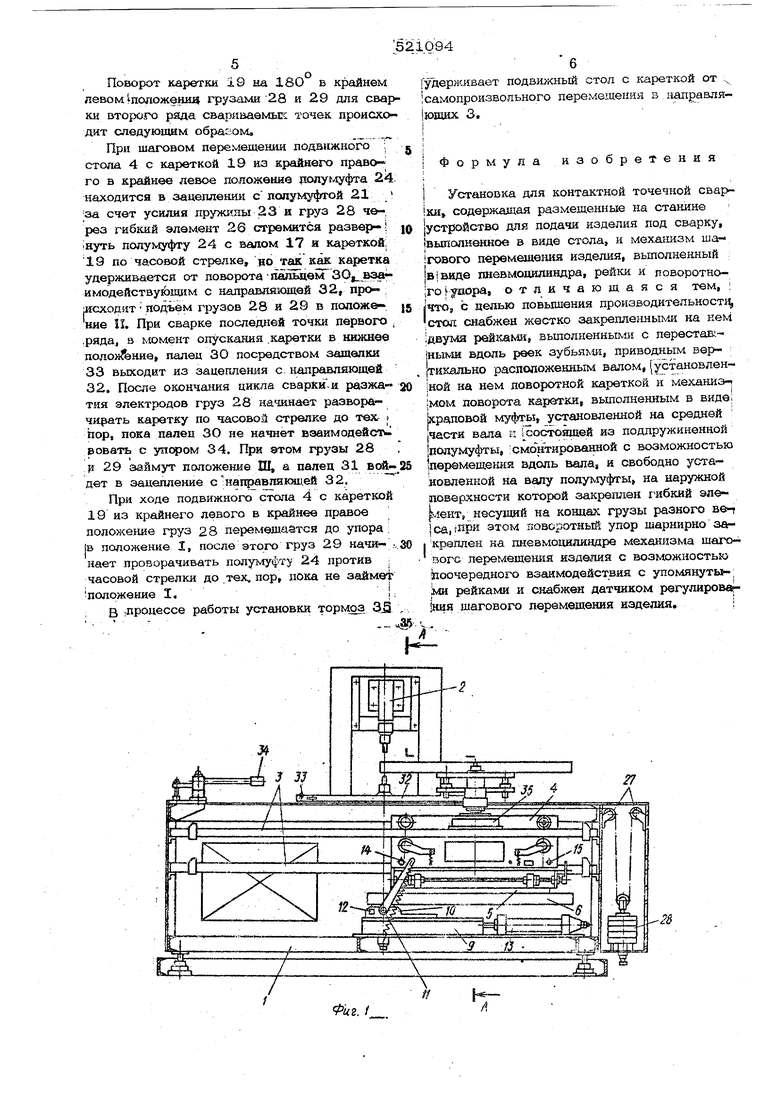
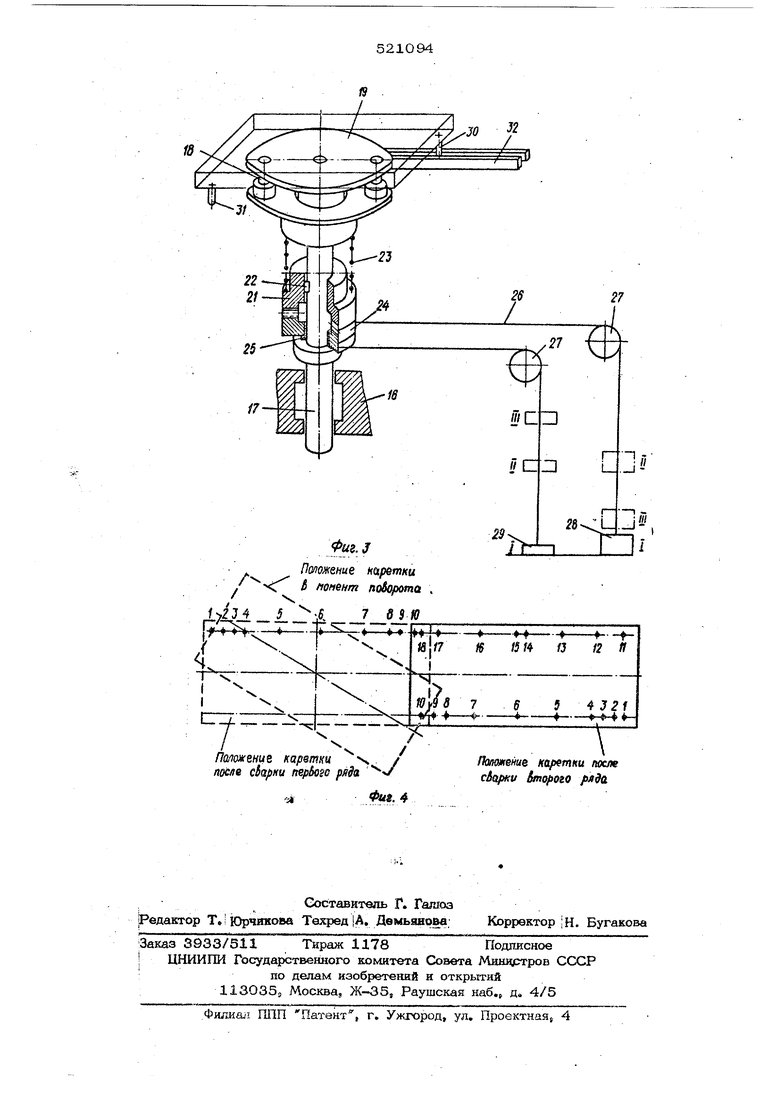
УстаноБКд может быть использована для сварки плоских штакшованных деталейа i например панелей, сеточных изделий и т.п; Известна установка для контактной то- 1чечной сварки, содержащая размещенные на станине устройстно для подачк изделия под сварку, вьшолненное в виде стола, и механизм шагового перемещения изделий, ;вьтолненный а виде пкеэмоцштиндра, рейхш, ;и поворотного упора, В этой установке при изменении длины шага .у |сварнымк iTOHicasviH и при сварке рядов с различными ;шагами приходится i мёкёть райкИэ в резуль-|тате чего снижается произвошйе1зьность. I Цель изобретения повышение произ- ;водительностя. Это достигается тем, что стол снабжен жвстко гакр«Ш13яньгьш на нек :двумя рейкагли, вьшрлкегшьши а керест авны- ;МИ вдоль реек зубьямк„ ярнводным верти кально расположешшм валом, j-t.-THHoBaeH- |ной на нем поворО1Ной карвгкой и мехаяи. мом поворота карепш Бьшт-пнениым в внде ;храпозоЙ 1/гуфты, установленной на средней |части вала, и состоящей из поддр ткиненной {полук/ -ы, смонтированной с возмояшостьго (перймекеяия вдоль вала, и свободно уста- . ;ношюннол на валу полу Г/ф-гЫ;, на наружной :поверхности которой закреплен гибкий элеiMSHT, несущий на кони.ах разного ве icag. При зтом поворотньй упор шарнкрно (закреплен на пневмощшиндре механиз ш шфговог-о перемещешш кадел1-1Я: с возможностью поочередного взаимодействия с упомянутыкй рейками и снабжен датчиком регулирования (Шагового перемещзния изделия. На фиг, 1 схематичес5Ш ;изобрахсена ггоед- пагавмая установка БИД сперадя; на фиг 2S 1пока.зан разрез ло А-А на ф1чг 1:, на фиг. d механизм поворота на фиг 4 изображекь : лоложения каретки после csapiffi первого ряда, по-г.тлв сваркя второго ряда и в мс|мент поЕорота ; Установка для контактной сэерк -; содбр-« 1кшт ст-аикну 1., на коаОрой углгано&ттена с&& рочяа.я rojiOBKa 2 с верхш-nv: а- нижшп-.: элей rrponaiviiL сварочны тракс4;орг - ато)|-з1л -ок.о(родводйми и прнЕс-дом дезлен1--я sepic-iv: j эле5:трода:. Под сварочнс готгсвкок Ki-i. йшоцщх 3s захрвплек:;. на ,, ,:MOitрнроваь псдвк :-:.ный стол 4, ив ко-горо -/:; jiiaраллельно направляющим 3 закреплены на кронштейне 5 с БОЗМОЖНОСТЪЮ установочного перемещения рейки; б и 7. В их продольр ных пазах установлены съемные зубья 8.
В нижней части станины в направляк щих 9, закрепленных параллельно рейками 6 и 7, установлен ползун 10, на котором , ша нирно закреплен поворотный двусторон- НИИ упор 11, связанный с датчиком регисттраяии шахчзвого перемещения 12 и поочередч но взаимодействующий со съемными зубья-г ми 8 реек. Ползун жестко связан с приводом 13, например гидроцилиндром с управ-f ляющим золотниками иЙеющим устройство для вгулировки хода..,
На подвижном столе 4 закреплены концевые упоры 14 и 15, поочередно взаимодействующие с поворотным двусторонним i упором 11 в крайних положениях псдв ркного стола, ив подшипниках 16 вертикально у расположен вал 17, в верхней части кбтЪрб-j го закреплена с-врзможнрстьк), перемещения i по вертикали в kaпpaвляющшc 18 подпружи- j ненная каретка 19, а в нижней части ifiapнирно закреплен привод 20, например гид- JM роцилиндр, для перемещения каретки по вер-1 тикали. В средней части вала. 17 установлена храповая муфта, полумуфта 21 которой I закреплена на шпонке 22 с возможностью , перемещения вдоль вертикального вала и |д0 прижата лру}киной 23 к полумуфте 24f устаЧ новленной на вертикальном валу свободно : на втулке 25. Причем на поверхности полу муфты 24 средней частью закреплен и чао-f ; уложен гибкий элемент 26, например стальной трос, на концах которого через ролики 27, подвешены грузы 28 и 29 разного веса В нижней части каретки 19 жестко закреплены пальды 30 и .31, .поочередно взаимодействующие с направляющей 32, за-г 140 крепленной; на станине 1парал/ ельно направ-( ляющим 3 и снабженной: защелкой 33, и с подпружиненным упором 34, закрепленным на станине Для удержашга подвижного стола. 4 от самопроизвольного: перемещения по; (45 яапр :1ВПйК оим. 3 он снабжен тормооом 35. : , Работает предлагаемая установка для ч j Кьонтвйтной сварки следующим образом, I
Предварительно в рейках 6 и 7 с шагом равным шагу свариваемых точек, устанавли- 1{ вают и закрепляют съемные зубья 8, .ход | привода 13 ползуна 10 устанавливают рав- ; ным максимальном шагу между сваривав- ; MbDvOi точками, на каретку 19. укладьтают и закрепляют свариваемые детали.J
В исходном положении подвижный ст.ол 4 с кареткой 19 находятся в к- айнем правом i ; положении, грузы 28 и 29 « в крайнем положении (1), ползун .tO н привод 13 4-i в крайнем правом положении, концевым упо.{
ром 14 поворотный двусторонний упор 11 .переброшен в положение, при котором он находится в зацеплении со съемными зубьями 8 рейки 6, а палец ЗО находится в направтшющей 32 и удерживает каретку 19 от поВорота. При этом последняя находится в крайнем верхнем положении. : После включения установки на автоматический цикл работы срабатьтает привод 2О и перемещает каретку 19 вниз по вертикали до упора свариваемых деталей в нижний электрод. Срабатывает привод давления верх;ШГр. электрода сварочной головки 2. Электроды сжимаются, включается сварочный трансформатор :и происходит сварка первой точки в первом ряду. После окончание сварки электроды разжимаются и каретка возвращается в крайнее верхнее положение.
Затем срабатьтает привод 13 и перемещает ползун 1О в крайнее левое положение; при этом, так как поворотный, двусторонний упор ,11 находится в зацеплении с одним из съемных зубьев 8 рейки 6, перемещает ся на шаг и подвижный стол 4 с кареткой 19, после чего повторяется цикл сжатия деталей электродами и происходит сварка второй точки в первом ряду. В момент сварки, когда cвapивae lыe детали зажаты между электродами, привод 13 перемещает ползун 10с поворотным двусторонним упором в исходное правое положение. При этом, если шаг между свариваемыми точками равен зад нном - ходу привода 13, последний работает до упора в крайнем правом положении, и после этого подвижный стол 4 с кареткой 19 совершают максимальный ход. Если шаг между свариваемыми точками меньше заданного хода привода 13г в мс- мент перехода поворотного двустороннего упора через очередной съекшый зуб 8 рейки 6 срабатывает датчик 12 и через управляющий золотник дает команду на останов привода 13, поэтому следующий ход привода ;13 ,а следовательно, и подвижного стола кареткой меньше заданного,
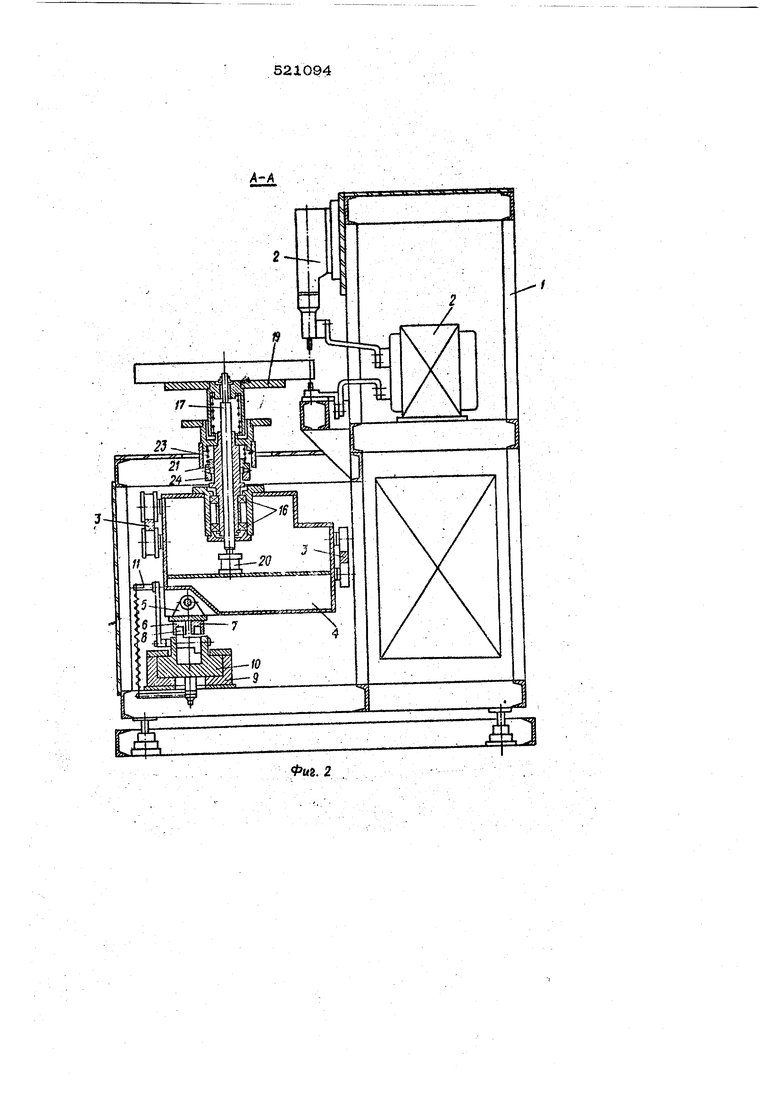
. После:перемещения подвижного стола 4 ;с кареткой 19 в.крайнее левое положение, то есть дЛя сварки последней точки первого ряда, и после начала цикла сварки послед«ё Г&ч рй РИВОД 13. возвращает ползун 10 с новоротным двусторо1шим упором 11 в крайнее правое положение. При этом концевым упором 15 упор 11 перебрасывается в положениев при котором он находится в зацеплении со съемными зубьями 8 рейки 7 .Таким образо.м, при следующем зюде приво- да 13 подвижный стол . с кареткой начинает ;Д1аговое перемещение в обратном направле:нии в крайнее правое положение. Поворот каретки 19 на 180 в крайнем левом Ыоложвшщ грузами 28 и 29 для свар ки второго ряда сварявавмык точек, происходит следующим образом. При шаговом перемещении подвижного ; стола 4 с кареткой 19 из крайнего правого в крайнее левое положение ролуыуфта 24: находится в зацеплении слолумуфтой 21 ;за счет усилия пружины 23 и груз 28 ч&-, рез гибкий элемент 26 стремится развер-1 нуть полу муфту 24 с валом 17 и кареткойАО по часовой стрелке, до так как каретка удерживается от поворотаПайЕдвмГ ЗО вэаимодействующим с направляющей 32 про- nr/.uM« wv-iojr «4 V. .1...- ,, „.. |исходит подъем грузов 28 и 29 в попоже. t .«-а г,ог.логгн 5й точки neDBoro ние II. При сварке последней точки первого , .ряда, в момент опускания .каретки в нижнее , палец 30 посредством зашелки 33 выходит из зацепления с направляющей 32. После окснча1шя цикла сварки-и разжатия электродов груз 28 начинает разворагчирать каретку по часовой стрелке до тех- hop, пока палец ЗО не начнет вааимодейс вовать с упором 34. При этом грузы 28 р 29 займут положение Ш, а палец 31 войдет в зацепление с направляюш.ей 32. При ходе подвижного стола 4 с кареткой 19 из крайнего левого в крайнее правое положение груз 28 перемешается до упора ; IB положение I, после этого груз 29 начи- .нает проворачивать полумуфту 24 против : часовой стрелки до тех. пор, пока не займет положение I,| ; в процессе работы установки тормоз 35 .. удерншвает подвижный стол с кареткой от . самопроизвольного перемещения в 1шправля-. jjOfflKX 3, I Формула изобретения 1 Установка для контактной точечной , содержащая размещенные на станине устройство для подачи изделия под сварку, |вьшапнвнное в виде стола, и механизм шаг 1ГОВОГО перемешения изделия, вьшолненный пневмолклиндра, рейки и поворотноjrobyaopa, отличающаяся тем, ; ш а я с я |что, с целью повышения производительности, ICTXWI снабжен жестко закрепленными на нем 1двумя рейками, вьшолненными с перестак, вдоль реек зубьями, приводным вер(тккально расположенным валом, у становлен1ной на нем поворотной кареткой и механиэ|мом поворота каретки, вьшолненным в виде; |Хрдповой муфтЫ| установленной на средней (Части вала т состоящей из подпружиненной Ьолумуфты, : смонтированной с возможностью реремещення адоль вала, и свободно установленной на валу полумуфты, на наружной поверхности которой закреплен гибкий элеfvie-HT, несущий на концах грузы разного ве-t I са, гпри этом поворотный упор шарнирно Креплен на пневмоцилиндре механизма шап зогс перемещешш изделия с возможностью Ьоочередного взаимодействия с упомянуты-; ми рейками и снабжен датчиком регулирова-JHHH шагового перемешения изделия,;
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контактной микросварки | 1988 |
|
SU1590289A1 |
| Машина для контактной рельефной сварки | 1973 |
|
SU466082A1 |
| Автомат для сборки и сварки кронштейна со звеном цепи | 1980 |
|
SU893457A1 |
| Машина для контактной сварки | 1978 |
|
SU737158A1 |
| Машина для многоточечной контактной сварки | 1974 |
|
SU507422A1 |
| УСТАНОВКА ДЛЯ СВОРКИ И СВАРКИ ИЗДЕЛИЙр д.-„.^,:.., .•VV'JVir'^HflJSliK ( uii : ^t>&^ ».,i'eitsi i-v- iP.»';.|БИБЛИЮ! EKA | 1971 |
|
SU304083A1 |
| Устройство для укладки в тару стержнеобразных предметов | 1982 |
|
SU1076360A1 |
| Устройство для сборки и дуговой сварки | 1978 |
|
SU740461A1 |
| Устройство для микросварки | 1984 |
|
SU1191226A1 |
| СТАНОК ДЛЯ КОНТАКТНОЙ СВАРКИ АРМАТУРНЫХ КАРКАСОВ | 1971 |
|
SU292021A1 |
2S
Фи$. 3
По/юхение Нйрвтки нонент поборота
-А 7 «f
По/юженцк картт х /
посав cbajiHu nepbosc ряЗл V
30 32
Р7
(
wCZ)
J«
wCZI
/«
Фи. 4
