1
(21)4480692/23-05
(22)12.09.88
(46) 15.07.90. Бюл. № 26
(71)Проектный институт Научно-производственного объединения Спектр
(72)Е.И.Савулькин, А.Н.Миэринь, В.М.Андреенок и Б.В.Геращенко (53) 678,056(088.8)
(56) Авторское свидетельство СССР № 1024)18, кл. В 05 В 15/12, 1982.
Авторское свидетельство СССР № 1186280, кл. В 05 С 9/08, 1984.
(54) ЛИНИЯ ОКРАШИВАНИЯ ИЗДЕЛИЙ I
(57) Изобретение относится к окра- сочному оборудованию и может быть использовано в линиях окраски изделий с очисткой воздушных выбросов от вредных веществ, например паров растворителей методом дожигания их. ретение позволяет снизить энергозатраты окрасочной линии за счет повышения эффективности каталитического дожигания отработанного воздуха,
20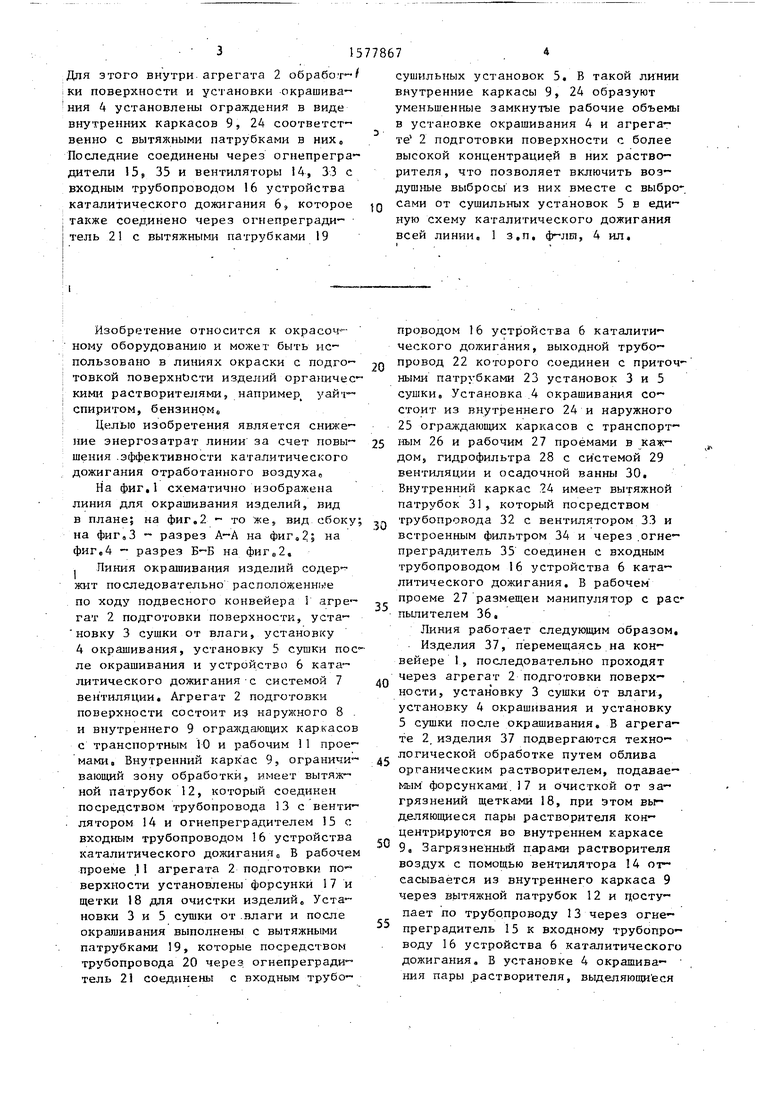
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ОКРАШИВАНИЯ И СУШКИ ИЗДЕЛИЙ | 1991 |
|
RU2017543C1 |
| Линия для окрашивания изделий в электрическом поле | 1987 |
|
SU1524937A1 |
| Линия для окрашивания изделий | 1989 |
|
SU1752443A1 |
| Линия для окрашивания изделий | 1987 |
|
SU1426658A1 |
| Линия для окрашивания изделий | 1986 |
|
SU1407572A1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОКАТАЛИТИЧЕСКОЙ ОЧИСТКИ ГАЗОВЫХ ВЫБРОСОВ В ХИМИЧЕСКИХ ПРОЦЕССАХ | 2011 |
|
RU2460016C1 |
| Способ работы радиационно-конвективной сушильной установки | 1980 |
|
SU909495A1 |
| Автоматическая окрасочная линия | 1985 |
|
SU1324693A1 |
| Установка для окраски изделий | 1982 |
|
SU1024118A1 |
| ОКРАСОЧНО-СУШИЛЬНАЯ УСТАНОВКА | 2002 |
|
RU2232956C2 |
Изобретение относится к окрасочному оборудованию и может быть использовано в линиях окраски изделий с очисткой воздушных выбросов от вредных веществ, например паров растворителей методом дожигания их. Изобретение позволяет снизить энергозатраты окрасочной линии за счет повышения эффективности каталитического дожигания отработанного воздуха. Для этого внутри агрегата 2 обработки поверхности и установки окрашивания 4 установлены ограждения в виде внутренних каркасов 9,24 соответственно с вытяжными патрубками в них. Последние соединены через огнепреградители 15,35 и вентиляторы 14,33 с входным трубопроводом 16 устройства каталитического дожигания 6, которое также соединено через огнепреградитель 21 с вытяжными патрубками 19 сушильных установок 5. В такой линии внутренние каркасы 9,24 образуют уменьшенные замкнутые рабочие объемы в установке окрашивания 4 и агрегате 2 подготовки поверхности с более высокой концентрацией в них растворителя, что позволяет включить воздушные выбросы из них вместе с выбросами от сушильных установок 5 в единую схему каталитического дожигания всей линии. 1 з.п. ф-лы, 4 ил.
В атмосферу
(Л
ел
К1
-si
00
05
-sj
Фиг 2
Для этого внутри агрегата 2 обработ- ки поверхности и установки окрашивания 4 установлены ограждения в виде внутренних каркасов 9, 24 соответственно с вытяжными патрубками в них. Последние соединены через огнепрегра- дители 15, 35 и вентиляторы 14, 33 с входным трубопроводом 6 устройства каталитического дожигания 6, которое также соединено через огнепрегради- тель 2 с вытяжными патрубками 19
Изобретение относится к окрасочному оборудованию и может быть использовано в линиях окраски с подготовкой поверхности изделий органическими растворителями, например, уайт- спиритом, бензином,,
Целью изобретения является снижение энергозатрат линии за счет повышения .эффективности каталитического дожигания отработанного воздуха.
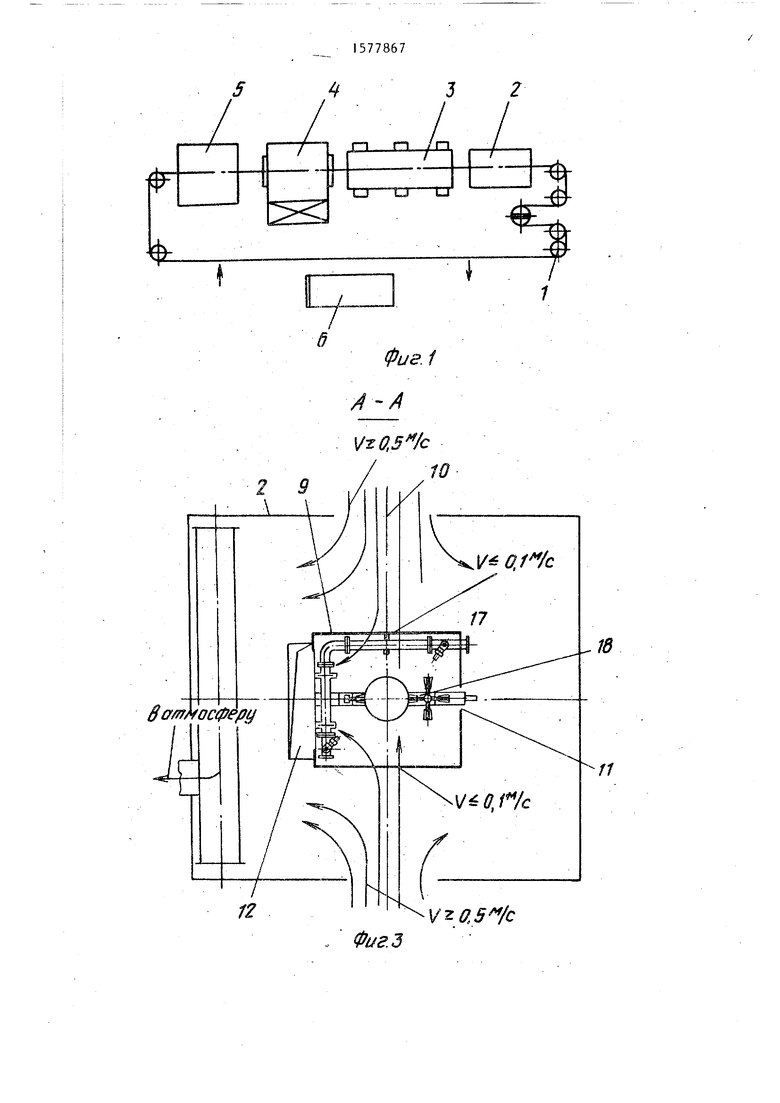
На фиг.1 схематично изображена линия для окрашивания изделий, вид в плане; на фиг.2 - то же, вид сбоку на фиг.З - разрез А-А на фиг„2; на фиг.4 - разрез Б-Б на фиг.2, , Пиния окрашивания изделий содержит последовательно расположенные по ходу подвесного конвейера 1 агрегат 2 подготовки поверхности, уста- новку 3 сушки от влаги, установку 4 окрашивания, установку 5 сушки после окрашивания и устройство 6 каталитического дожигания с системой 7 вентиляции. Агрегат 2 подготовки поверхности состоит из наружного 8 . и внутреннего 9 ограждающих каркасов с транспортным 10 и рабочим И проемами. Внутренний каркас 9, ограничивающий зону обработки, имеет вытяжной патрубок 12, который соединен посредством трубопровода 13 с вентилятором 14 и огнепреградителем 15 с входным трубопроводом 16 устройства каталитического дожигания„ В рабочем проеме .11 агрегата 2 подготовки поверхности установлены форсунки 17 и щетки 18 для очистки изделий„ Установки 3 и 5 сушки от влаги и после окрашивания выполнены с вытяжными патрубками 19, которые посредством трубопровода 20 через огнепрегради- тель 21 соединены с входным трубосушильных установок 5, В такой линии внутренние каркасы 9, 24 образуют уменьшенные замкнутые рабочие объемы в установке окрашивания 4 и агрегате1 2 подготовки поверхности с более высокой концентрацией в них растворителя, что позволяет включить воздушные выбросы из них вместе с выбросами от сушильных установок 5 в единую схему каталитического дожигания всей линии. 1 з,п, ф-лгп, 4 ил.
0
5
0
5
0
5
0
5
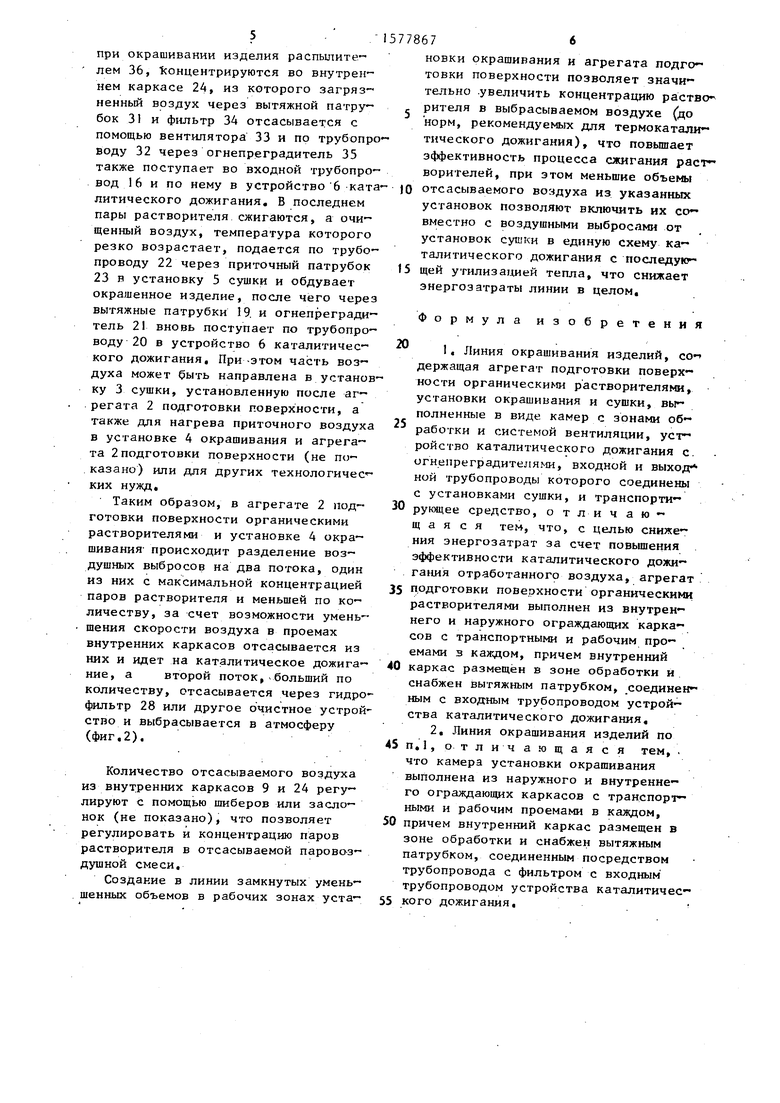
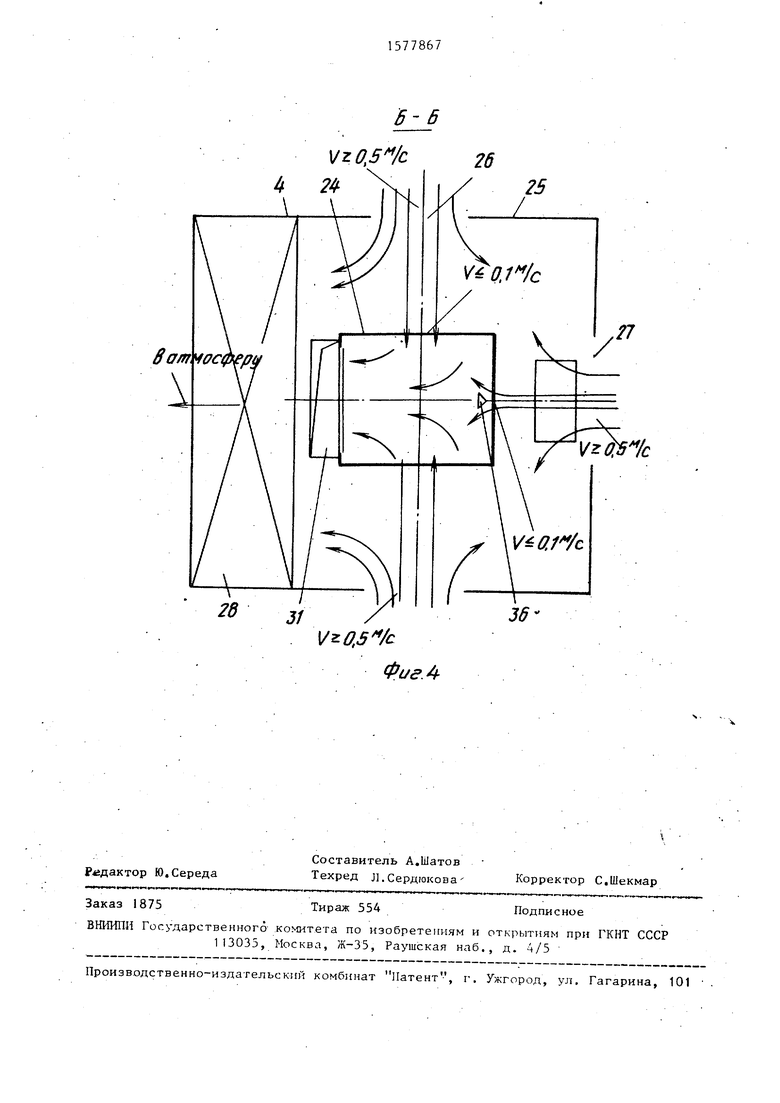
проводом 16 устройства 6 каталитического дожигания, выходной трубопровод 22 которого соединен с приточными патрубками 23 установок 3 и 5 сушки. Установка 4 окрашивания состоит из внутреннего 24 и наружного 25 ограждающих каркасов с транспортным 26 и рабочим 27 проемами в каждом, гидрофильтра 28 с системой 29 вентиляции и осадочной ванны 30. Внутренний каркас 24 имеет вытяжной патрубок 31, который посредством трубопровода 32 с вентилятором 33 и встроенным фильтром 34 и через .огне- преграяитель 35 соединен с входным трубопроводом 16 устройства 6 каталитического дожигания. В рабочем проеме 27 размещен манипулятор с распылителем 36.
Линия работает следующим образом. Изделия 37, перемещаясь на конвейере 1, последовательно проходят через агрегат 2 подготовки поверхности, установку 3 сушки от влаги, установку 4 окрашивания и установку 5 сушки после окрашивания. В агрегате 2. изделия 37 подвергаются техно- логической обработке путем облива органическим растворителем, подаваемым форсунками.17 и очисткой от загрязнений щетками 18, при этом выделяющиеся пары растворителя концентрируются во внутреннем каркасе 9, Загрязненный парами растворителя воздух с помощью вентилятора 14 отсасывается из внутреннего каркаса 9 через вытяжной патрубок 12 и поступает по трубопроводу 13 через огне- преградитель 15 к входному трубопроводу 16 устройства 6 каталитического дожигания. В установке 4 окрашива- ния пары растворителя, выделяющиеся
при окрашивании изделия распылите лем 36, Концентрируются во внутрен- нем каркасе 24, из которого загряз- ненный воздух через вытяжной патру бок 31 и фильтр 34 отсасывается с помощью вентилятора 33 и по трубопроводу 32 через огнепреградитель 35 также поступает во входной трубопро- вод 16 и по нему в устройство 6 каталитического дожигания. В последнем пары растворителя сжигаются, а очи щенный воздух, температура которого резко возрастает, подается по трубопроводу 22 через приточный патрубок 23 в установку 5 сушки и обдувает окрашенное изделие, после чего через вытяжные патрубки 19 и огнепреградитель 21 вновь поступает по трубопроводу 20 в устройство 6 каталитического дожигания. При этом часть воздуха может быть направлена в установку 3 сушки, установленную после агрегата 2 подготовки поверхности, а также для нагрева приточного воздуха в установке 4 окрашивания и агрегата 2подготовки поверхности (не показано) или для других технологических нужд.
Таким образом, в агрегате 2 подготовки поверхности органическими растворителями и установке 4 окрашивания происходит разделение воздушных выбросов на два потока, один из них с максимальной концентрацией паров растворителя и меньшей по количеству, за счет возможности уменьшения скорости воздуха в проемах внутренних каркасов отсасывается из них и идет на каталитическое дожигание, а второй поток, больший по количеству, отсасывается через гидрофильтр 28 или другое очистное устройство и выбрасывается в атмосферу (Фиг.2).
Количество отсасываемого воздуха из внутренних каркасов 9 и 24 регулируют с помощью шиберов или заслонок (не показано), что позволяет регулировать и концентрацию паров растворителя в отсасываемой паровоздушной смеси.
Создание в линии замкнутых уменьшейных объемов в рабочих зонах уста- 55 кого дожигания.
577867«
новки окрашивания и агрегата подго- товки поверхности позволяет значительно увеличить концентрацию раство , рителя в выбрасываемом воздухе (до
25
норм, рекомендуемых для термокатали- тнческого дожигания), что повышает эффективность процесса сжигания растворителей, при этом меньшие объемы
Ю отсасываемого воздуха из указанных установок позволяют включить их совместно с воздушными выбросами от установок сушки в единую схему каталитического дожигания с последую15 щей утилизацией тепла, что снижает энергозатраты линии в целом.
Формула изобретения
I. Линия окрашивания изделий, содержащая агрегат подготовки поверхности органическими растворителями, установки окрашивания и сушки, выполненные в виде камер с зонами обработки и системой вентиляции, устройство каталитического дожигания с огнепреградителями, входной и выход- ной трубопроводы которого соединены с установками сушки, и транспортирующее средство, отличающаяся тем, что, с целью снижения энергозатрат за счет повышения эффективности каталитического дожигания отработанного воздуха, агрегат подготовки повеохности органическими растворителями выполнен из внутреннего и наружного ограждающих каркасов с транспортными и рабочим проемами з каждом, причем внутренний каркас размещен в зоне обработки и снабжен вытяжным патрубком, соединенным с входным трубопроводом устройства каталитического дожигания.
35
40
50
Ч 3 2
I
в атмосферу
Фиа.З
Фиг.1
28
,
Фиг4
26
т.
25
VЈ0.1Mlc
l/
27
Vz$$«/c
36
