Изобретение относится к нанесению жидкостей на поверхности изделия и может быть использовано для окрашивания изделий, помещаемых на подвесном конвейере.
Известна линия для окрашивания изделий, содержащая агрегат обработки поверхности изделий, сушильную камеру для удаления влаги, установки для нанесения первого и второго слоев покрытия, камеры сушки слоев покрытия, камеры охлаждения изделий и соединяющий их конвейер, при этом камера сушки одного из слоев покрытия выполнена по периметру камеры для сушки другого слоя покрытия 1.
В такой линии размещение камеры сушки одного из слоев покрытия по периметру камеры для сушки другого слоя покрытия позволяет уменьшить занимаемую линией производственную площадь и снизить теп- лопотери.
Недостатком данной линии является то, что занимаемая сушильными камерами площадь практически сокращается только за счет уменьшения зон обслуживания, что в целом влечет незначительное уменьшение производственных площадей. Кроме того, из каждой сушильной камеры требуется удаление воздуха, загрязненного парами растворителя, для последующей очистки выбросных газов, что увеличивает энергозатраты линии в целом.
Известная поточная линия для нанесения многослойных покрытий, в которой окрасочная и сушильная камеры выполнены в виде установленных одна над другой секций, через которые пропущена транспортерная цепь, связывающая каждую секцию окраски с нижерасположенной секцией сушки 2.
Недостатком данной линии является то, что камеры сушки не сообщены друг с другом, каждая из них является самостоятельной камерой. При этом увеличиваются потери тепла через проемы и как следствие увеличиваются энергозатраты.
Цель изобретения - снижение энергозатрат.
Достигается цель тем, что в линии для окрашивания изделий, содержащей агрегат обработки поверхности, сушильную камеру для удаления влаги, установки для нанесения первого и второго слоев покрытия, камеры сушки слоев покрытия, расположенные друг над другом, камеры охлаждения изделий и соединяющий их конСО
с
VI ел ю
4 СО
вейер для перемещения изделий, камера сушки одного из слоев покрытия сообщена с камерой сушки другого слоя покрытия транспортными проемами в междуэтажном перекрытии, а верхняя камера сушки сообщена с атмосферой.
Кроме того, с целью повышения равномерности распределения воздуха в верхней камере сушки проемы в междуэтажном перекрытии снабжены всасывающими коробами
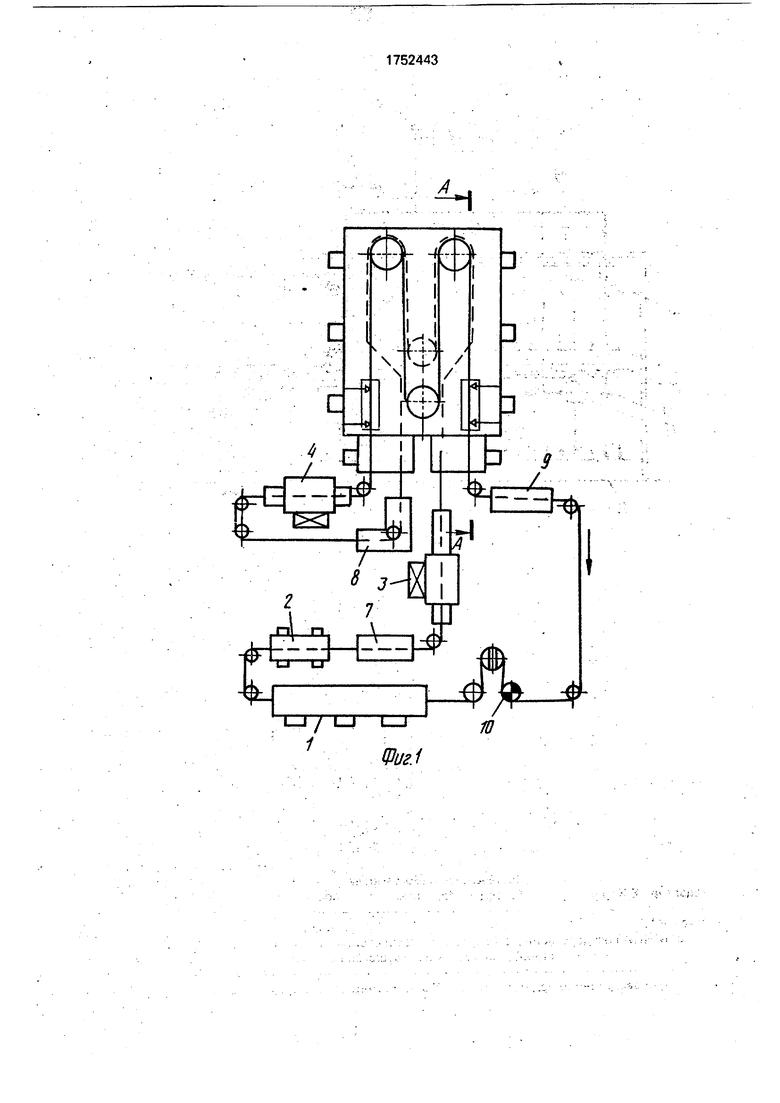
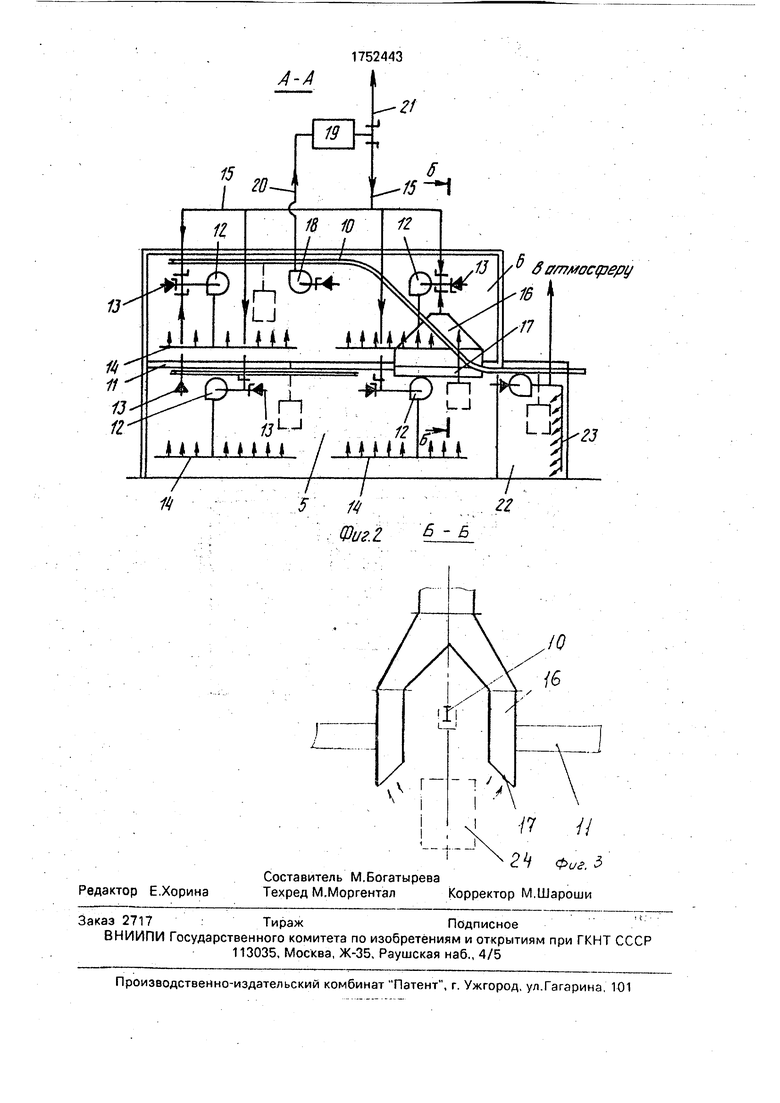
На фиг. 1 схематично изображена линия для окрашивания изделий; на фиг. 2 - разрез камеры сушки слоев покрытия, сечение А-А на фиг. 1; на фиг. 3 - разрез по транспортному проему в перекрытии камеры сушки, сечение Б-Б на фиг, 2
Линия содержит агрегат 1 обработки поверхности изделий, сушильную камеру 2 для удаления влаги, установки 3, 4 для нанесения первого и второго слоев покрытия, камеры 5, б сушки слоев покрытия, 7-9 охлаждения изделия и соединяющий их подвесной конвейер 10 для перемещения изделий.
Сушильная камера 6 (например, высокотемпературная, 180-200°С) выполнена над сушильной камерой 5 (например, низкотемпературной, 100-130°С) Камеры 5, 6 со- общены проемами в междуэтажном перекрытии 11 и оснащены рециркуляционными вентиляторами 12 с всасывающими отверстиями 13, нагнетательными коробами 14 и системой воздуховодов 15.
В междуэтажном перекрытии 11 выполнены дополнительные короба 16 с всасывающими отверстиями 17, Камера б оснащена вытяжным вентилятором 18, соединенным с установкой 19 термокаталитического дожигания посредством трубопровода 20 и сообщена с атмосферой трубопроводом 21.
Камера 5 выполнена с тамбурами 22, имеющими воздушные завесы 23.
Подвесной конвейер 10 на входе и выходе из сушильной камеры 6 имеет соответственно вертикальный подъем и спуск в транспортных проемах междуэтажного перекрытия 11, причем величина этого подъема (спуска) зависит от высоты изделия 24.
Линия для окрашивания изделий работает следующим образом
Изделия 24 на подвесном конвейере 10 транспортируются последовательно через агрегат 1 обработки поверхности, камеру 2
сушки от влаги, камеру 7 охлаждения и установку 3, где производится нанесение первого (например, грунтовочного слоя) покрытия на поверхность изделий, например, распылением в электрополе и другими способами. Далее изделие 24 с нанесенным покрытием поступает в сушильную камеру 5 (низкотемпературную) и производится сушка покрытия (см. фиг. 1 - путь конвейера показан
пунктиром). После прохождения изделием камеры 8 охлаждения производится нанесение второго слоя покрытия в установке 4, Изделия с нанесенным вторым слоем покрытия перемещаются конвейером 10 через камеру б (высокотемпературную), где производится сушка второго слоя покрытия (см. фиг. 1 - путь конвейера показан сплошной линией). После прохождения изделий через камеру 9 охлаждения производится
съем изделий с конвейера 10,
Насыщенный парами растворителя воздух из камеры 6 сушки удаляется с помощью вытяжного вентилятора 18 и поступает в установку 19 термокаталитического дожигания. Затем очищенный горячий воздух частично удаляется в атмосферу и через систему воздуховодов 15 с помощью рециркуляционных вентиляторов 12 подается в нагнетательные короба 14 для обдува изделий 24. Свежий воздух в камеру 5 поступает через тамбуры 22, а в камеру б поступает из камеры 5 через всасывающие отверстия 17 дополнительных коробов 16 в междуэтажным перекрытии 11.
Формула изобретения Линия для окрашивания изделий, содержащая агрегат обработки поверхности, сушильную камеру для удаления влаги, установки для нанесения первого и второго слоев покрытия, камеру сушки одного слоя покрытия и расположенную над ней камеру сушки другого слоя покрытия, камеры охлаждения изделий и соединяющий их конвейер для перемещения изделий, отличающаяся тем, что, с целью снижения энергозатрат, камера сушки одного из слоев покрытия сообщена с камерой сушки другого слоя покрытия через транспортные проемы в междуэтажном перекрытии, а верхняя камера сушки сообщена с атмосферой, при этом транспортные проемы в междуэтажном перекрытии снабжены всасывающими коробами,
tt
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия окрашивания изделий | 1989 |
|
SU1719097A1 |
| Линия для окрашивания изделий | 1986 |
|
SU1407572A1 |
| Линия для окрашивания изделий | 1988 |
|
SU1574280A1 |
| Автоматическая окрасочная линия | 1985 |
|
SU1324693A1 |
| Линия окрашивания изделий | 1988 |
|
SU1577867A1 |
| Поточная линия для окрашивания изделий | 1990 |
|
SU1838221A3 |
| Установка для окраски и сушки крупногабаритных изделий | 1989 |
|
SU1741921A1 |
| Автоматическая окрасочная линия | 1986 |
|
SU1423178A1 |
| Установка для обработки изделий | 1986 |
|
SU1353532A1 |
| Установка струйного облива | 1981 |
|
SU959837A1 |
Использование: снижение энергозатрат при сушке многослойных покрытий. Сущность: камера сушки одного из слоев покрытия сообщена с камерой сушки другого слоя покрытия через транспортные проемы в междуэтажном перекрытии, а верхняя камера сушки сообщена с атмосферой. При этом транспортные проемы в междуэтажном перекрытии снабжены всасывающими коробами. 3 ил.
| Энергопоезд для оборудования механизированного очистного комплекса | 1988 |
|
SU1652598A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Поточная линия для нанесения многослойных покрытий | 1975 |
|
SU564010A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
