Изобретение относится к оборудованию для многослойного нанесения покрытий при (крашивании изделий и может быть исполь- овано в любой отрасли промышленности.
Цель изобретения - снижение энергоtfMKOCTH за счет уменьшения затрат тепла и
нергии на поддержание необходимого ра(5очего режима и вентиляцию, уменьшение
габаритов и металлоемкости линии.
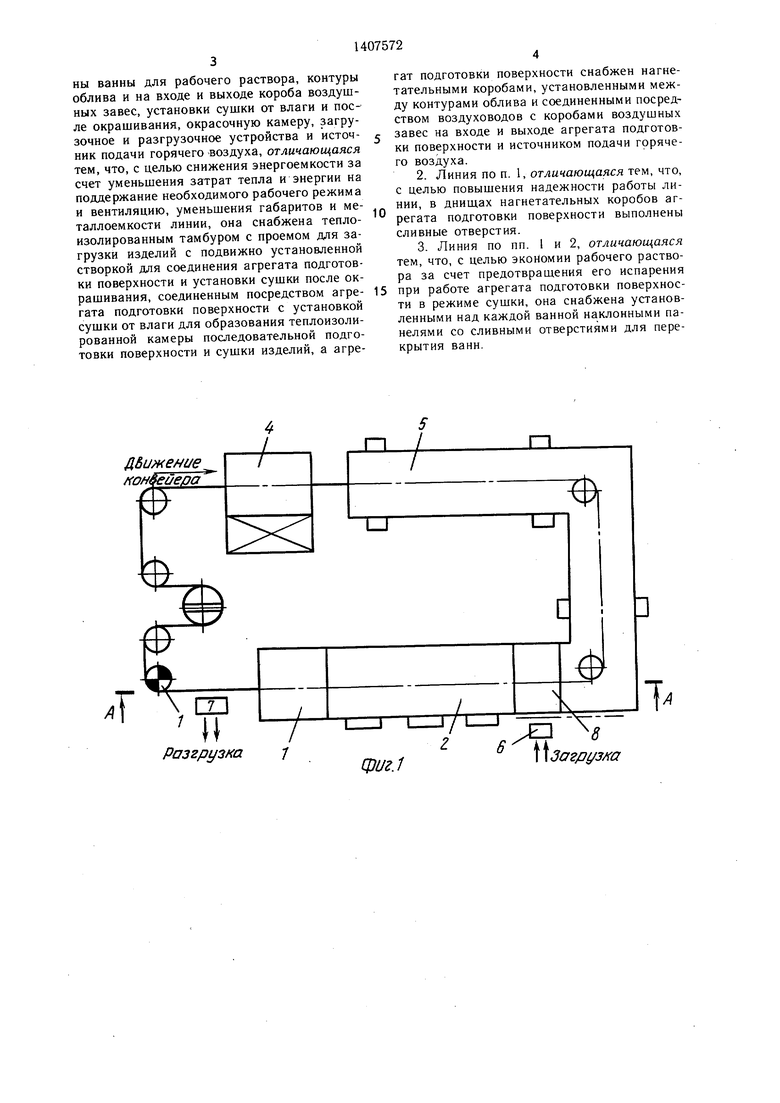
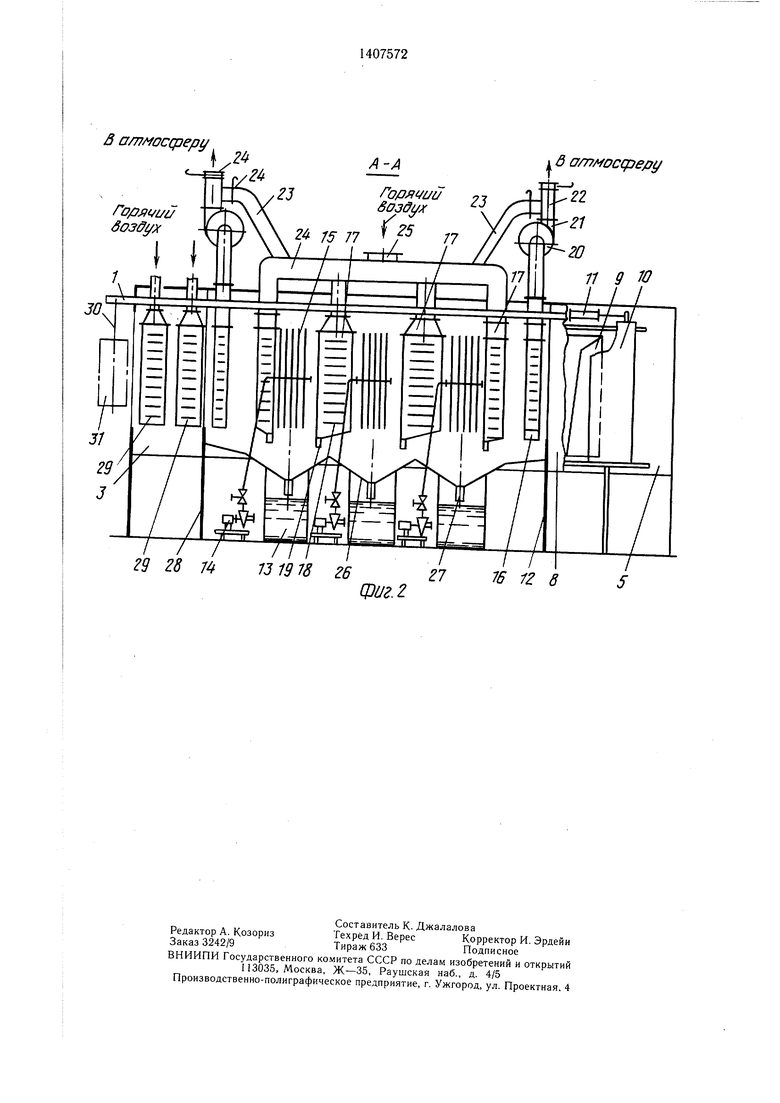
На фиг. 1 схематично изображена линия Для окрашивания изделий; на фиг. 2 - раз- ез А-А на фиг. 1, агрегат подготовки по- ерхности с примыкающими к нему установ- ами сушки и теплоизолированным тамбу- р|ом.
Линия для окрашивания изделий содер- ит подвесной конвейер 1, агрегат 2 подго- рвки поверхности, установку 3 сушки от лаги, окрасочную камеру 4, установку 5 шки после окрашивания, загрузочное 6 и разгрузочное 7 устройства, источник подачи п)рячего воздуха (не показан).
Линия оснащена теплоизолированным амбуром 8 для соединения агрегата 2 подготовки поверхности с установкой 5 сушки еле окрашивания, соединенным посредст- в|)м агрегата 2 подготовки поверхности с ус-
новкой 3 сушки от влаги для образования т(плоизолированной камеры последователь- й подготовки поверхности и сушки изде- 1Й. Тамбур имеет проем 9 для загрузки из- :лий, перекрытый подвижно установленной воркой 10,связанной с пневмоприводом 11. Агрегат 2 подготовки поверхности выпол- н в виде металлического теплоизолирован
н |)го каркаса 12, в котором установлены ван- н(1 13 для рабочего раствора и соединенные с насосами 14 для подачи рабочего раствора и; ванн 13 контуры 15 облива. На входе и выходе агрегата 2 подготовки поверхности установлены нагнетательные короба 16 воздушных завес, а между контурами обли- В - нагнетательные короба 17 со щелями 1 и сливными отверстиями 19 в днищах.
Нагнетательные короба 16 воздушных завес соединены с вытяжными вентиляторами 20|, нагнетательные патрубки 21 которых раз- де|лены на вы.хлопные 22 и возвратные 23 во|здуховоды с заслонками 24 для их пере- . Возвтатные 23 воздуховоды соеди- с нагнетательными коробами 17 по- ср|едством воздуховода 24, соединенного патрубком 25 с источником подачи горячего во|здуха, например, в виде калорифера, искроенного или отдельно установленного (нВ показан).
Ванны 13 для рабочего раствора пере- крЦты наклонными панелями 26 со сливными отверстиями 27. Установка 3 сушки от влаги состоит из каркаса 28, в котором установ- ле|1Ы рециркуляционные и вытяжные короба 29| соединенные с вентиляционной системой (Hife показано). На конвейере 1 закреплены по.|1вески 30 для изделий 31.
0
5
0
5
0
5
Линия для окрашивания изделий работает следующим образом.
После вывода на рабочий режим всего оборудования изделия 31 с помощью загрузочного устройства 6 через проем 9 теплоизолированного тамбура 8 навешиваются на подвески 30 конвейера 1 и поступают в агрегат 2 подготовки поверхности, где подвергаются обработке, проходят через установку 3 сушки от влаги и поступают в окрасочную камеру 4 для нанесения первого слоя покрытия, например грунта, а затем - в установку 5 после сушки окрашивания. Когда первое с нанесенным грунтом изделие 31 подходит к теплоизолированному тамбуру 8, C прекращается навеска новых изделий. Проем 9 закрывается створкой 10 с помощью пневмопривода 11, отключаются насосы 14, прекращается подача рабочих растворов из ванн 13 в контуры 15 облива и закрываются сливные отверстия 27 на наклонных пане- 0 лях 26. После этого через патрубок 25 подают горячий воздух в нагнетательные короба 17, перекрывают заслонками 24 выхлопные воздуховоды 22 и через возвратные воздуховоды 23 подают воздух на рециркуляцию в нагнетательные короба 17. Если температура сушки окрашенных изделий 31 выше температуры сушки от влаги, то в короба 29 установки 3 дополнительно подают горячий воздух. Изделия 31 два раза проходят через весь ко.мплекс оборудования в линии для нанесения первого и второго слоя эмали, затем с помощью разгрузочного устройства 7 снимаются с конвейера 1. После снятия последнего изделия отключают подачу горячего воздуха в агрегат 2 подготовки поверхности и установку 3 сушки от влаги, включают насосы 14, подающие рабочий раствор в контуры 15 облива, и открывают сливные отверстия 27. Затем через проем 9 загружают новую партию изделий 31 и цикл повторяется.
Таким образо.м, каждое изделие многократно проходит через одно и то же оборудование линии для нанесения многослойных покрытий.
Предлагаемая линий обеспечивает возможность использования агрегата подготовки поверхности в качестве сушильной установки, что позволяет сократить длину установки сушки после окрашивания. Это приводит к уменьшению габаритов всей линии, ее металлоемкости и улучшению энергетических показателей за счет уменьшения затрат тепла и энергии на поддержание в рабочем состоянии растворов и на вентиляцию оборудования.
5
0
Формула изобретения
1. Линия для окрашивания изделий, содержащая подвесной ковейер, агрегат подготовки поверхности, в котором установлены ванны для рабочего раствора, контуры облива и на входе и выходе короба воздушных завес, установки сушки от влаги и после окрашивания, окрасочную камеру, загрузочное и разгрузочное устройства и источник подачи горячего -воздуха, отлинающаяся тем, что, с целью снижения энергоемкости за счет уменьшения затрат тепла и энергии на поддержание необходимого рабочего режима и вентиляцию, уменьшения габаритов и металлоемкости линии, она снабжена теплоизолированным тамбуром с проемом для загрузки изделий с подвижно установленной створкой для соединения агрегата подготовки поверхности и установки сушки после окрашивания, соединенным посредством агрегата подготовки поверхности с установкой сушки от влаги для образования теплоизолированной камеры последовательной подготовки поверхности и сушки изделий, а агрегат подготовки поверхности снабжен нагнетательными коробами, установленными между контурами облива и соединенными посредством воздуховодов с коробами воздушных завес на входе и выходе агрегата подготовки поверхности и источником подачи горячего воздуха.
2.Линия по п. 1, отличающаяся тем, что, с целью повышения надежности работы линии, в днищах нагнетательных коробов агрегата подготовки поверхности выполнены сливные отверстия.
3.Линия по пп. 1 и 2, отличающаяся тем, что, с целью экономии рабочего раствора за счет предотвращения его испарения
5 при работе агрегата подготовки поверхности в режиме сушки, она снабжена установленными над каждой ванной наклонными панелями со сливными отверстиями для перекрытия ванн.
0
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для окрашивания изделий | 1989 |
|
SU1752443A1 |
| Установка струйного облива | 1981 |
|
SU959837A1 |
| Автоматическая окрасочная линия | 1985 |
|
SU1324693A1 |
| УСТАНОВКА ДЛЯ ОКРАШИВАНИЯ И СУШКИ ИЗДЕЛИЙ | 1991 |
|
RU2017543C1 |
| Поточная линия для окрашивания изделий | 1990 |
|
SU1838221A3 |
| Установка для окраски и сушки крупногабаритных изделий | 1989 |
|
SU1741921A1 |
| Линия для окраски изделий | 1985 |
|
SU1242259A1 |
| Установка струйного облива для окраски изделий | 1982 |
|
SU1060249A1 |
| Линия окрашивания изделий | 1988 |
|
SU1577867A1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ И СУШКИ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ | 1990 |
|
RU2011429C1 |
Изобретение относится к оборудованию для многослойного нанесения покрытий при окрашивании изделий и может быть использовано в любой отрасли промышленности. Цель изобретения - снижение энергоемкости за счет уменьшения затрат тепла и энергии на поддержание необходимого рабочего режима и вентиляцию, уменьшение габаритов и металлоемкости линии. Для этого линия для окрашивания изделий оснаше- на теплоизолированным тамбуром с проемом для загрузки изделий с подвижно установленной створкой для соединения агрегата подготовки поверхности с установкой сушки после окрашивания, соединенным посредством агрегата подготовки поверхности с установкой сушки от влаги для образования теплоизолированной камеры. Агрегат подготовки поверхности снабжен нагнетательными коробами, установленными между контурами облива и соединенными посредством воздуховодов с коробами воздушных завес на входе и выходе агрегата подготовки поверхности и источником подачи горячего воздуха. Для повышения надежности работы линии в днищах нагнетательных коробов агрегата подготовки поверхности выполнены сливные отверстия. Для экономии рабочего раствора при работе агрегата подготовки поверхности в режиме сушки над каждой ванной установлены наклонные панели со сливными отверстиями для перекрытия ванн. Линия обеспечивает возможность использования агрегата подготовки поверхности в качестве сушильной установки, что приводит к сокращению длины установки сушки после окрашивания и уменьшению затрат тепла и энергии на поддержание в рабочем состоянии растворов и на вентиляцию оборудования. 2 з.п. ф-лы, 2 ил. i (Л С С к
Д6ижем/е
X
11
8
t/3/fa
3 (рер1/
I / I 71 I II 17
29 28 74 7319W 26f7 76 12 8
фиг. г
| Чепенко Н | |||
| К | |||
| и др | |||
| Линия окрашивания металлических корпусов бытовых хлебниц | |||
| - Лакокрасочные материалы и их применение, 1985, № 2, с | |||
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
