17 соответствующей установки. При работе автоматической окрасочной линии в любом случае сохраняется минимальный транспортньш проем, что снижает количество отсасываемого воздуха и затраты электроэнергии и улучшает экологические свойства окружающей среды. Кроме того, перемещение распылителей в зависимости от ориентации выступа изделий предотвращает поломки распылителя и робота при ориента1
Изобретение относится к технике окраски, а именно к оборудованию для назначения покрытий методом распыления на изделия различной конфигурации, перемещаемые подвесным конвейером на автоматических поточных линиях.
Целью изобретения является улучшение энергетических характеристик и снижение потерь лакокрасочного материала при окраске несимметричных изделий .
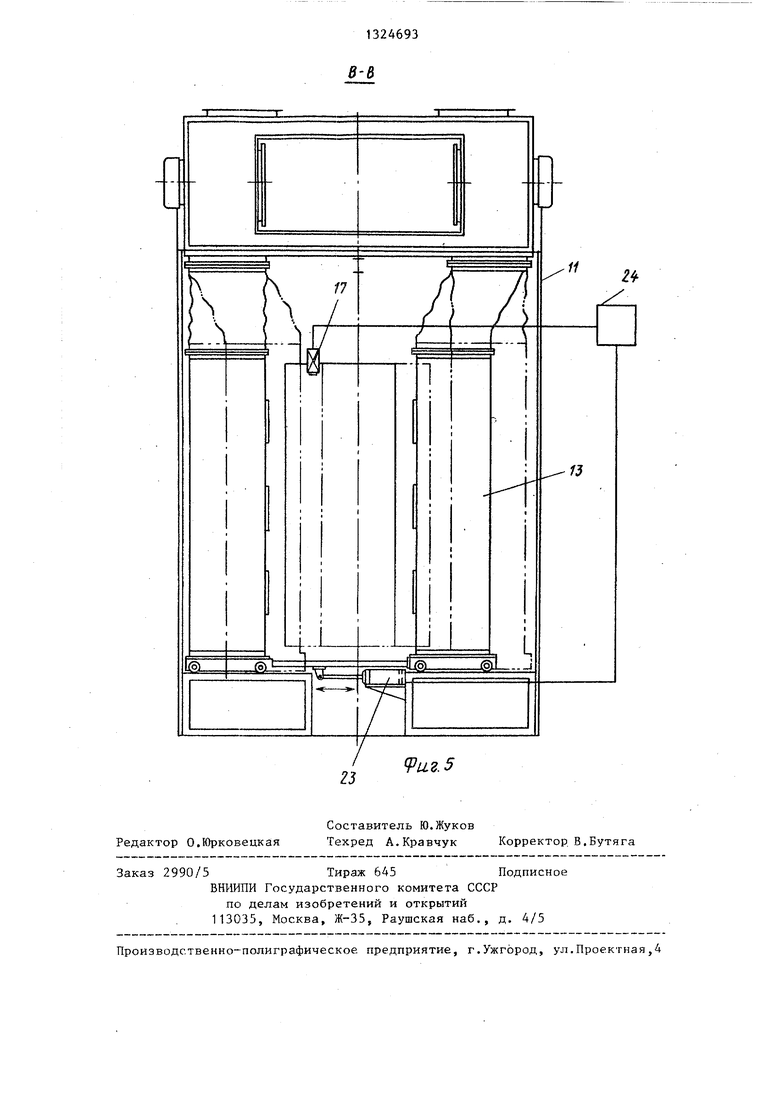
На фиг. 1 показана схема автоматической окрасочной линии на фиг.2 - разрез А-А на фиг.1 на фиг.З - разрез Б-Б на фиг,1; на фиг.4 - то же, вид сверху; на фиг.З - разрез В-В на фиг.1.
Автоматическая окрасочная линия содержит конвейер 1 для перемещения изделий, агрегат 2 подготовки поверхности с контурами 3 облива и коробами 4 воздушных завес по торцам, сушильную установку 5 (от влаги) с коробами обдува 6 и воздушньк завес 7 по торцам, сушильную установку 8 (после окраски) с коробами обдува 9 и завес 10 по торцам, установки 11 и 12 охлаждения с коробами 13 и 14 обдува, установку 15 окрашивания распылением с расположенными внутри по обе стороны конвейера 1 распьшителями 16 и систему управления, включающую видеодатчика 17 положения изделия 18 относительно конвейера 1.
Видеодатчики 17 расположены перед входами агрегата 2 и установок 5,8, 11,12 и 15, каждая из которых на входе и на выходе выполнена с подвижции к ним выступа изделия, а также снижает непроизводительные потери краски из-за больщего расстояния до поверхности изделия при ориентации его к распылителю узкой частью, а наличие подвижных устройств в остальных установках линии обеспечивает сохранение оптимального расстояния до по- вержности несимметричного изделия на всех стадиях технологического цикла. 5 ил. ,
но установленными перпендикулярно движению конвейера торцовыми стенками 1 9 с транспортными проемами 20, соответствующими габариту изделия 18.
Контуры 3 облива и короба 4 воздушных завес по торцам агрегата 2 подготовки поверхности, короба 6 и 9 и завесы 7 и 10 по торцам сушильных камер 5 и 8, короба 13 и 14 обдува установок
11 и 12 охлаждения и распылители
16в установке 15 окрашивания также подвижно установлены перпендикулярно движению конвейера 1. Приводы торцовых стенок 19 выполнены, например, в виде силовых цилиндров 21
(фиг.2). Поршневая и штоковая полости цилиндра 21 соединены с видеодатчиком
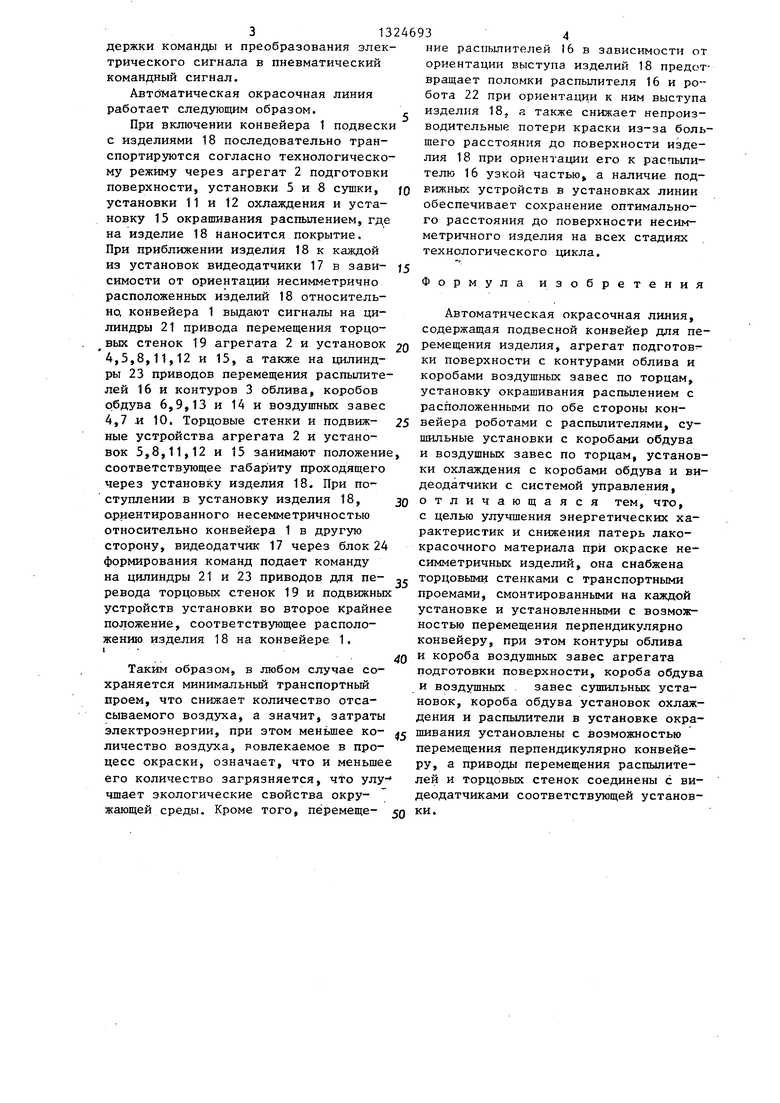
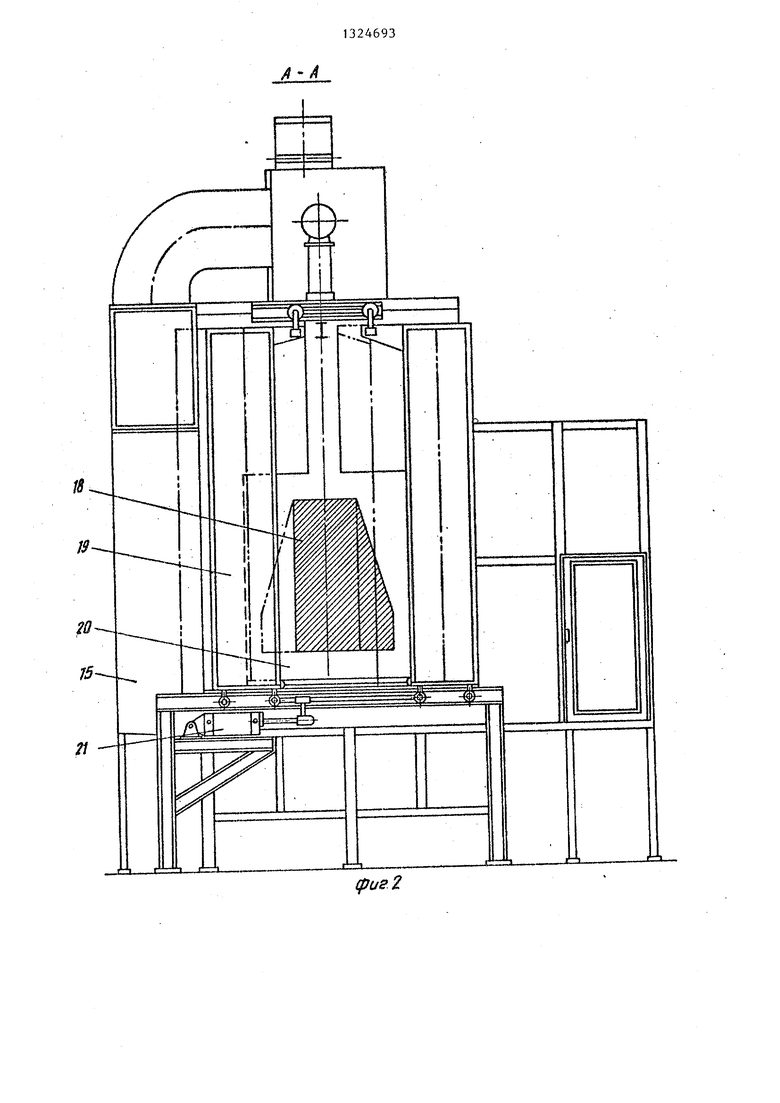
17соответствующей установки.Распылители 16 установки 15 окрашивания установлены на окрасочных роботах 22 (фиг.З), приводы перемещения которых в направлении, перпендикулярном движению конвейера 1, выполнены, например, в виде силовых цилиндров 23, связанных
аналогично приводам торцовых стенок 19 с видеодатчиком 17 через блок 24 формирования команд (фиг.4). Видеодатчик 17 может быть выполнен в виде фотореле.
Приводы контуров облива, воздушных завес и коробов обдува соответст- ВУЮ1ЦИХ агрегата 2 и установок 5,8,11 и 12 аналогичны приводам распылителей 16, т.е. выполнены, например, в виде
силовых цилиндров 23 и также связаны через блоки 24 формирования команд с видеодатчиком 17 соответствующей установки (фиг.5). Блок 24 формирования команд состоит, например, из узла задержки команды и преобразования электрического сигнала в пневматический командный сигнал.
Автоматическая окрасочная линия работает следующим образом.
При включении конвейера 1 подвески с изделиями 18 последовательно транспортируются согласно технологическому режиму через агрегат 2 подготовки поверхности, установки 5 и 8 сушки, установки 11 и 12 охлаждения и установку 15 окрашивания распылением, где на изделие 18 наносится покрытие. При приближении изделия 18 к каждой из установок видеодатчики 17 в зави- симости от ориентации несимметрично расположенных изделий 18 относительна конвейера 1 выдают сигналы на цилиндры 21 привода перемещения торцовых стенок 19 агрегата 2 и установок 4,5,8,11,12 и 15, а также на цилиндры 23 приводов перемещения распылителей 16 и контуров 3 облива, коробов обдува 6,9,13 и 14 и воздушных завес 4,7 и 10. Торцовые стенки и подвиж- ные устройства агрегата 2 и установок 5,8,11,12 и 15 занимают положение соответствующее габариту проходящего через установку изделия 18. При по- ступлении в установку изделия 18, ориентированного несемметричностью относительно конвейера 1 в другую сторону, видеодатчик 17 через блок 24 формирования команд подает команду на цилиндры 21 и 23 приводов для пе- ревода торцовых стенок 19 и подвижных устройств установки во второе крайнее положение, соответствующее расположению изделия 18 на конвейере 1.
..
Таким образом, в любом случае сохраняется минимальный транспортньм проем, что снижает количество отсасываемого воздуха, а значит, затраты электрознергии, при этом меньшее ко- личество воздуха, ровлекаемое в процесс окраски, означает, что и меньшее его количество загрязняется, что улучщает экологические свойства окружающей среды. Кроме того, пёремеще-
ние распылителей 16 в зависимости от ориентации выступа изделий 18 предотвращает поломки распылителя 16 и робота 22 при ориентации к ним выступа изделия 18, а также снижает непроизводительные потери краски из-за большего расстояния до поверхности изделия 18 при ориентации его к распылителю 16 узкой частью а наличие подвижных устройств в установках линии обеспечивает сохранение оптимального расстояния до поверхности несимметричного изделия на всех стадиях технологического цикла.
Формула изобретения
Автоматическая окрасочная линия, содержащая подвесной конвейер для перемещения изделия, агрегат подготовки поверхности с контурами облива и коробами воздушных завес по торцам, установку окрашивания распьшением с расположенными по обе стороны конвейера роботами с распылителями, сушильные установки с коробами обдува и воздушных завес по торцам, установки охлаждения с коробами обдува и видеодатчики с системой управления, отличающаяся тем, что, с целью улучшения энергетических характеристик и снижения патерь лакокрасочного материала при окраске несимметричных изделий, она снабжена торцовыми стенками с транспортными проемами, смонтированными на каждой установке и установленными с возможностью перемещения перпендикулярно конвейеру, при этом контуры облива и короба воздушных завес агрегата подготовки поверхности, короба обдува и воздушных завес сушильных установок, короба обдува установок охлаждения и распылители в установке окрашивания установлены с возможностью перемещения перпендикулярно конвейеру, а приводы перемещения распылителей и торцовых стенок соединены с видеодатчиками соответствующей установки.
(pusi
24
(fJUP.
в-в
VuZ.S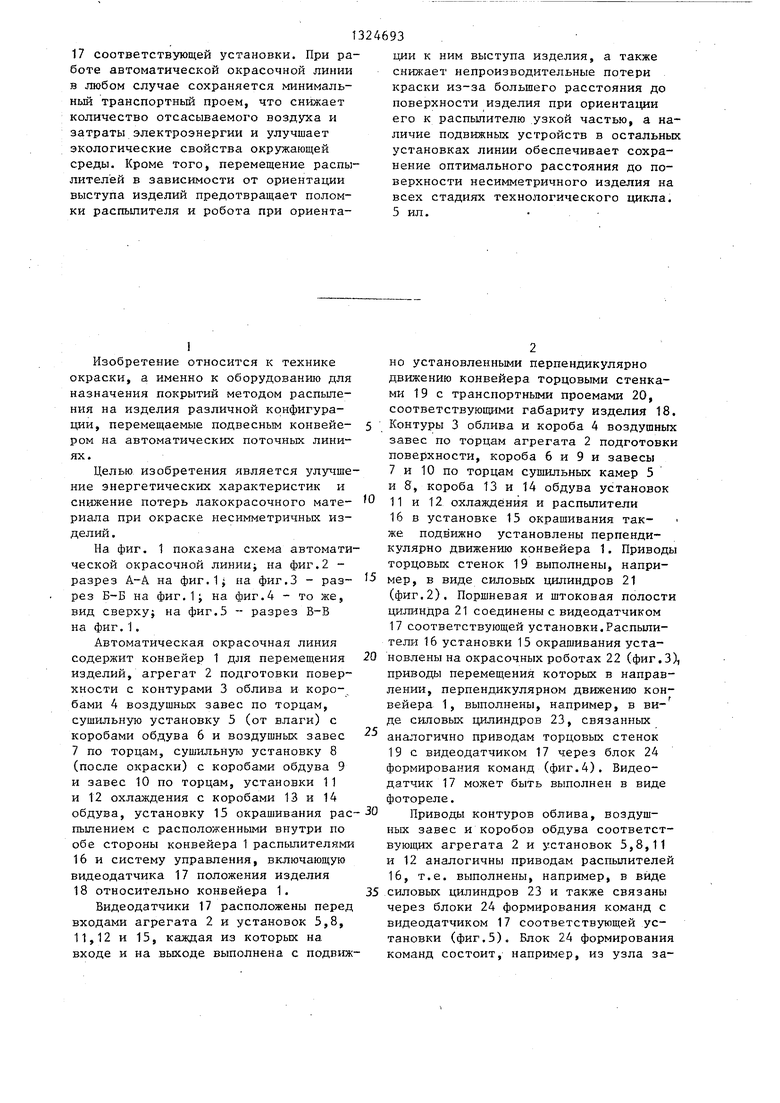
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая окрасочная линия | 1986 |
|
SU1423178A1 |
| Линия для окрашивания изделий | 1986 |
|
SU1407572A1 |
| Установка струйного облива | 1981 |
|
SU959837A1 |
| Линия для окрашивания изделий | 1989 |
|
SU1752443A1 |
| Линия окрашивания изделий | 1988 |
|
SU1577867A1 |
| УСТАНОВКА ДЛЯ ОКРАШИВАНИЯ И СУШКИ ИЗДЕЛИЙ | 1991 |
|
RU2017543C1 |
| Поточная линия для окрашивания изделий | 1990 |
|
SU1838221A3 |
| Автоматическая окрасочная линия | 1985 |
|
SU1269850A1 |
| ОКРАСОЧНО-СУШИЛЬНАЯ УСТАНОВКА | 2002 |
|
RU2232956C2 |
| Линия для окрашивания изделий в электрическом поле | 1987 |
|
SU1524937A1 |
Изобретение относится к технике окраски, а именно к оборудованию для нанесения покрытий методом распыления на изделия различной конфигурации, перемещаемые подвесным конвейером на автоматических поточньк линиях. Цель - улучшение энергетических характеристик и снижение потерь лакокрасочного материала при окраске несимметричных изделий. Для этого автоматическая окрасочная линия снабжена торцовыми стенками 19 с транспортными проемами, смонтированными на каждой установке 2,8, 11,12,15 и установленными с возможностью движения перпендикулярно конвейеру 1. Контуры 3 облива и коробка 4 воздушных завес агрегата подготовки поверхности, короба 13,14 обдува установок 11, 12 охлаждения, короба обдува 6,9 и воздушных завес 4,7 сушильных установок 5,8 и распылители в установке 15 окрашивания установлены с возможностью движения перпендикулярно конвейеру 1, а приводы перемещения последних соединены с видеодатчиками с (Л Загрузка ЦВиженае конвейера 3 Z Ю 5 6 7Ю11 J3 19 15 I--I-I В А Б Фиг.1 Разгрузка ь ю 4 О) СО 00 19Ю 8 3 19 iZjff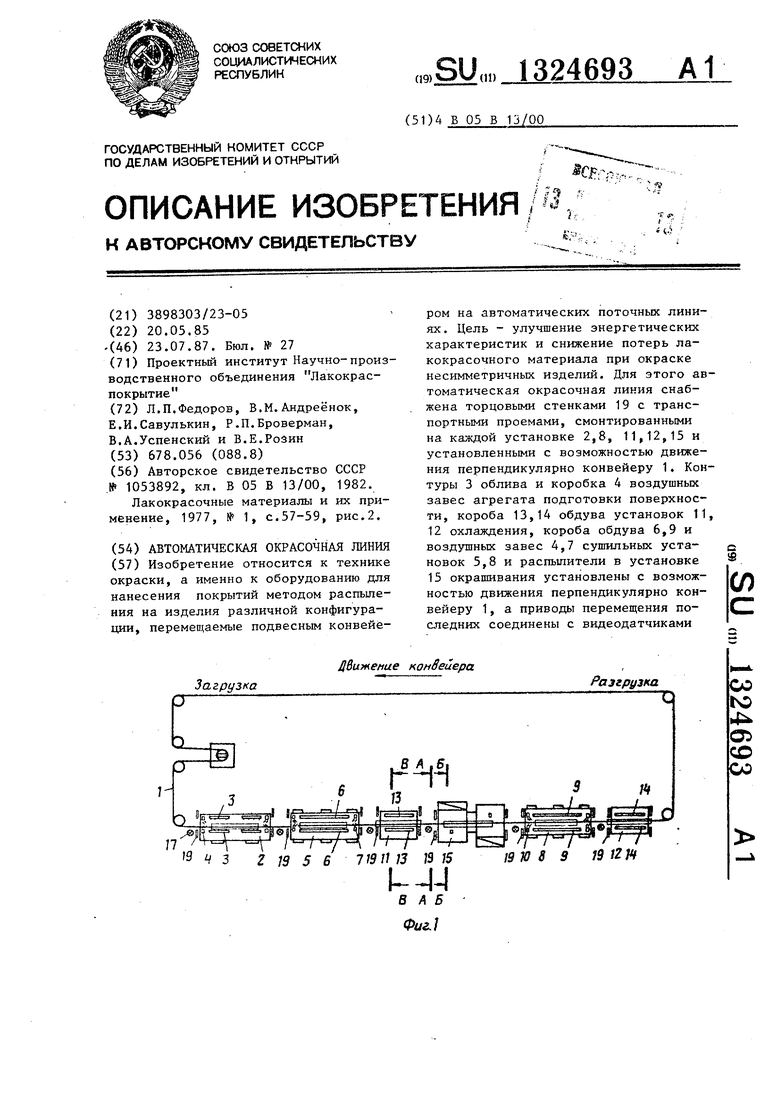
Редактор О.Юрковецкая
Составитель Ю.Жуков
Техред А.Кравчук Корректор В.Бутяга
Заказ 2990/5Тираж 645Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
| Автоматическая окрасочная линия | 1982 |
|
SU1053892A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Лакокрасочные материалы и их применение, 1977, № 1, с.57-59, рис.2. | |||
