Изобретение относится к прокатному производству и может быть использовано при производстве блюмов, слябов и заготовок в цехах металлургических заводов„
Целью изобретения является повышение качества поверхности проката путем удаления плен.
Пример. На стане 950 производили прокатку ф 160 мм из -слитка сечением 710 х 630 мм. Общая вытяжка составила 17,80 Снижение коэффициента трения производили за счет подачи различных эмульсий на чистовые калибры, в то время, как остальная часть бочки валков охлаждалась водой0 Изменение температуры определяли с помощью оптического пирометра. Выдержку для охлаждения делали после I калибра (суммарная вытяжка 3,0-3,8) и после II калибра (суммарная вытяжка 1,7-2,4)о Калибры I и II имели участки с выступами (налипание металла) , а также незначительную кольцевую выработку по выггускуа Чистовые калибры (III и IV) имели чистую поверхность. Материал валков 60ХН, Прокатывались слитки стали 40Х, 40ХН, 60С2А и 38ХС.
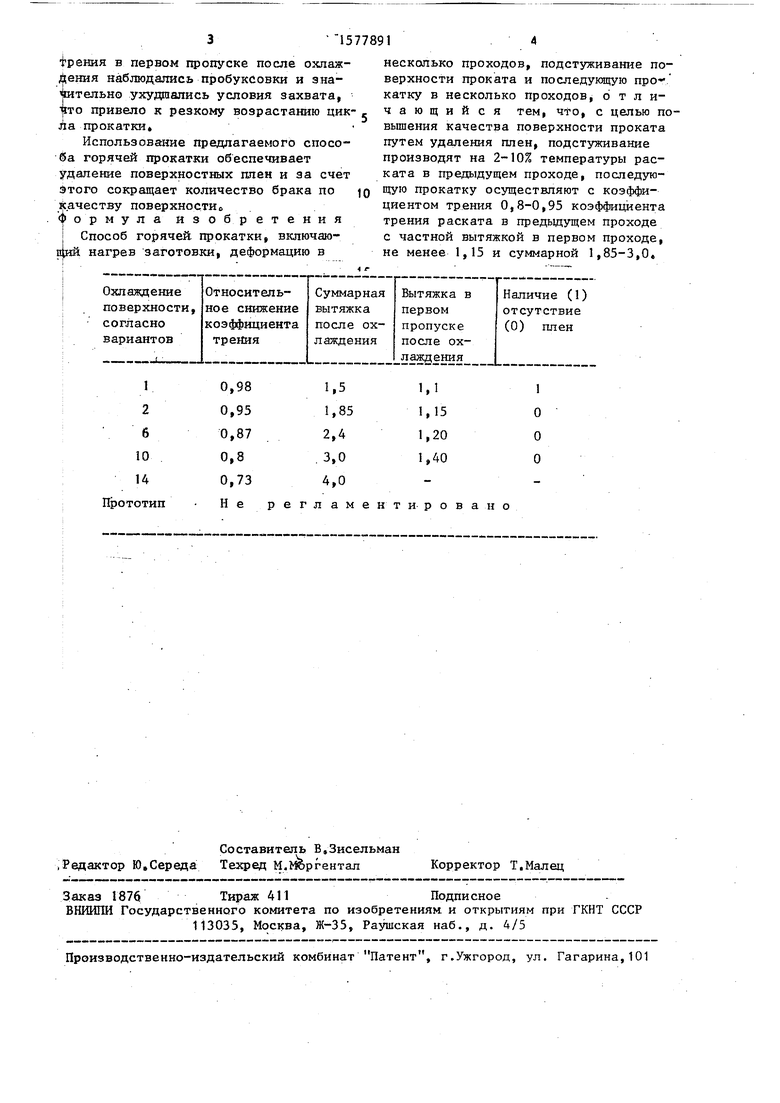
Результаты исследований представлены в таблице.
Как видно из приведенных в таблице данных, прокатка слитков по спосо- бу-прототипу не привела к удалению плен. Снижение коэффициента трения не производилось, так как на III и IV калибры подавалась вода (также как и на остальную бочку валков)„.
Прокатка по варианту 1 также не дала желаемых результатов вследствие недостаточного снижения температуры поверхности, коэффициента трения и малой суммарной и частной вытяжек после, охлаждения.. - При прокатке по варианту 6 вследствие большого снижения коэффициента
(Л
ел
оо
со
трения в первом пропуске после охлаждения наблюдались пробуксовки и значительно ухудшались условия захвата, что привело к резкому возрастанию цикла прокатки
Использование предлагаемого способа горячей прокатки обеспечивает удаление поверхностных плен и за счет этого сокращает количество брака по
качеству поверхностно
Формула изобретения
Способ горячей прокатки, включающий нагрев заготовки, деформацию в
несколько проходов, подстуживание поверхности проката и последующую про- катку в несколько проходов, отличающийся тем, что, с целью повышения качества поверхности проката путем удаления плен, подстуживание производят на 2-10% температуры раската в предыдущем проходе, последующую прокатку осуществляют с коэффициентом трения 0,8-0,95 коэффициента трения раската в предыдущем проходе с частной вытяжкой в первом проходе, не менее 1,15 и суммарной 1,85-3,0.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки полосы | 1980 |
|
SU889161A1 |
| Способ прокатки слитков на дуореверсивном стане с индивидуальным приводом валков | 1990 |
|
SU1750753A1 |
| СПОСОБ ПРОИЗВОДСТВА КВАДРАТНОЙ ЗАГОТОВКИ | 2006 |
|
RU2308327C2 |
| СПОСОБ ПРОКАТКИ ТОЛСТЫХ ЛИСТОВ НА РЕВЕРСИВНОМ СТАНЕ | 2012 |
|
RU2490080C1 |
| СПОСОБ ПРОКАТКИ С СОЗДАНИЕМ ЗАДАННОГО НАПРЯЖЕННОГО СОСТОЯНИЯ ПО СЕЧЕНИЮ ЗАГОТОВКИ И ЗАГОТОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2311974C2 |
| СПОСОБ ПРОКАТКИ КВАДРАТНЫХ ЗАГОТОВОК | 1992 |
|
RU2012431C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОЙ КАТАНКИ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНОГО ПРОКАТА ПЕРИОДИЧЕСКОГО ПРОФИЛЯ ДЛЯ АРМИРОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ | 2009 |
|
RU2394923C1 |
| СПОСОБ ПРОКАТКИ СЛИТКОВ НА ОБЖИМНЫХ, ЗАГОТОВОЧНЫХ И СОРТОВЫХ СТАНАХ | 2003 |
|
RU2243041C1 |
| Способ прокатки | 1984 |
|
SU1219181A1 |
| Прокатный валок | 1990 |
|
SU1755978A1 |
Изобретение относится к прокатному производству и может быть использовано при производстве блюмов, слябов и заготовок в цехах металлургических заводов. Целью изобретения является повышение качества поверхности проката путем удаления плен. Для этого во время одной из технологических пауз при прокатке выполняют выдержку для охлаждения поверхности проката, последующую прокатку ведут с пониженным коэффициентом трения при достаточной вытяжке. 1 табл.
1,5 1,11
1,85 1,15О 2,4 1,20О
3,0 1,40О
4,0
егламентировано
| Способ горячей прокатки блюмов и слябов | 1977 |
|
SU744044A1 |
