Изобретение относится к литейному производству, в частности к устройствам для уплотнения разовых песчано- глинистых форм, и может быть использовано в автоматических формовочных линиях.
Цель изобретения - повышение качества уплотнения литейных форм путем уменьшения времени открывания вдувного отверстия и расширение технологических возможностей.
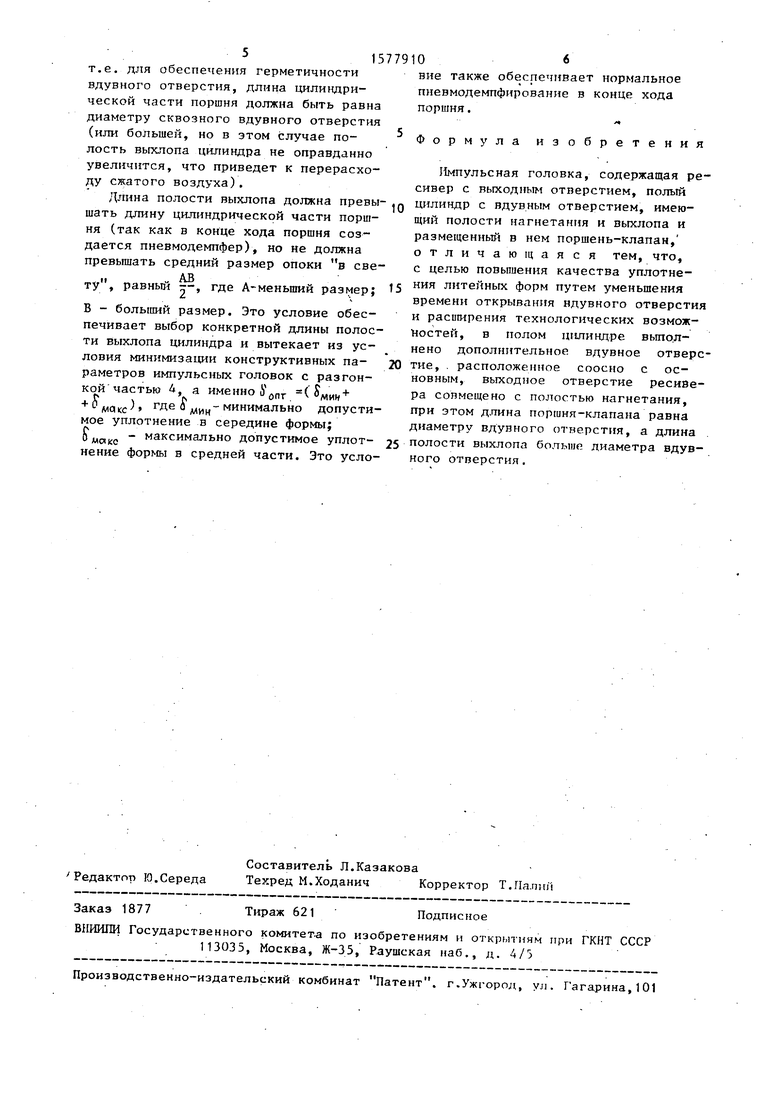
На чертеже схематично изображена предлагаемая импульсная головка с быстродействующим клапаном, работающая при низком 0,5-0,7 МПа давлении сжатого воздуха, разрез.
Головка состоит из корпуса 1, выполненного в виде полого цилиндра с ресивером 2, полости нагнетания и вдувным отверстием 3, над которым размещена полость 4 выхлопа. К эдувному отверстию поджаты формы 5 с двух противоположных сторон. На одной из границ вдувного отверстия 3 в направляющем цилиндрическом корпусе 1 расположен поршень 6, У задней стенки полости 4 выхлопа размещен амортизатор 7 с отверстием под соединительный патрубок 8, сообщенный с устройством 9 управления. Датчики 10 и 11 установлены на поверхности поршня и цилиндра и соединены с управляющим устройством 9,
Импульсная головка работает следующим образом.
Управляющее устройство 9 подает команду на заполнение ресивера 2 (полость нагнетания) сжатым воздухом и одновременно на поджим форм 5 к корпусу 1 так, что вдувные отверстия 3 становятся отсеченными от атмосферы, а полость 4 выхлопа - замкнутой. В полость выхлопа подается сжатый воздух под давлением до 0,2 МПа, который пронизывает форму и уходит через смесь и венты в атмосферу. При достижении в ресивере заданного давления управляющее устройство 9 дает команду на сброс давления из полости 4 выхлопа через патрубок 8 в атмосферу А, а поршень 6 начинает перемещаться и закрьюает вдувное отверстие 3. До тех пор пока поршень не закроет полностью вдувное отверстие в ресивере 2 продолжает поступать сжатый воздух для того, чтобы поддержать давление в нем на установленном уровне и для того, чтобы обеспечить интенсивный разгон
поршня. Как только поршень 6 полностью перекрыл вдувное отверстие 3 подача воздуха в ресивер 2 прекращается, а выхлоп из полости 4 в атмосферу продолжается до тех пор пока не замкнутся датчики на поршне и на цилиндре (10 и 11). В этот момент вдувное отверстие 3 будет полностью открыто и сжатый воздух перетечет из ресивера 2 в полость над смесью формы 5. Таким образом произойдет процесс уплотнения смеси. При этом возможно уплотнять формы верха и ни5 за одновременно двумя противоположно направленными воздушными импульсами. Далее поршень 6 по инерции следует к задней стенке цилиндрического корпуса 1 и тормозится сжимающимся
0 воздухом и амортизатором 7. При ударе происходит отскок поршня, а управляющее устройство 9 дает команду на впуск сжатого воздуха в полость 4 выхлопа, который и возвращает поршень 6
5 в исходное положение. Производится фиксация поршня в этом положении, выхлоп из полости 4 и замена форм 5 на неуплотнение. Далее процесс повторяется.
Совпадение осей входного отверстия и поршня дает ощутимое преимущество в энергетическом обеспечении движения поршня в режиме открывания и закрывания и, кроме того, обеспечивает движение поршня в режиме открывания и закрывания, а также обеспечивает движение поршня без какого-либо переноса. Энергетическое преимущество достигается за счет эффекта положения прямой и отраженной стенкой поршня воздушной волны при направленном процессе обтекания поршня в зазоре со стенкой цилиндра (так как зазор, проницаемый для воздуха, под давлением 0,7 МПа так или иначе в системе стенка будет всегда). Такое преимущество обеспечит выигрыш в энергии на уровне 15-18%.
Выполнение вдувного отверстия сквозным в стенке цилиндра необходимо для конечного разделения потока воздуха и обеспечения двух противоположно направленных импульсов, которые уплотняют одновременно полуплатформу верха (внизу) и полуформу низа
5 (вверху).
Для того, чтобы при движении поршня к концу его разгона полное neper крытие вдувных отверстий сохранилось,
0
5
0
5
0
10
т.е. для обеспечения герметичности вдувного отверстия, длина цилиндрической части поршня должна быть равна диаметру сквозного вдувного отверстия (или большей, но в этом случае полость выхлопа цилиндра не оправданно увеличится, что приведет к перерасходу сжатого воздуха).
Длина попости выхлопа должна превышать длину цилиндрической части поршня (так как в конце хода поршня создается пневмодемпсЬер), но не должна превышать средний размер опоки в свету, равный --, где А-меньший размер;
В - больший размер. Это условие обеспечивает выбор конкретной длины полости выхлопа цилиндра и вытекает из условия минимизации конструктивных па- 20 раметров импульсных головок с разгонкой частью 4, а именно Sопт
а
где и МИн минимально
мин допустивие также обеспечивает нормальное пневмодемпфнрование в конце хода
поршня.
Формула изобретения
Импульсная головка, содержащая ресивер с выходным отверстием, полый цилиндр с вдувным отверстием, имеющий полости нагнетания и выхлопа и размещенный в нем поршень-клапан, отличающаяся тем, что, с целью повышения качества уплотне- J5 ния литейных форм путем уменьшения времени открывания ндувного отверстия и расширения технологических возможностей, в полом цилиндре выполнено дополнительное вдувное отверстие, расположенное соосно с основным, выходное отверстие ресивера совмещено с полостью нагнетания, при этом дпина поршня-клапана равна диаметру вдувного отверстия, а длина
ма с мое уплотнение в середине формы;
О маке максимально допустимое уплот- 25 полости выхлопа бопьше диаметра вдув- нение формы в средней части. Это уело- ного отверстия.
0
0
вие также обеспечивает нормальное пневмодемпфнрование в конце хода
поршня.
Формула изобретения
Импульсная головка, содержащая ресивер с выходным отверстием, полый цилиндр с вдувным отверстием, имеющий полости нагнетания и выхлопа и размещенный в нем поршень-клапан, отличающаяся тем, что, с целью повышения качества уплотне- 5 ния литейных форм путем уменьшения времени открывания ндувного отверстия и расширения технологических возможностей, в полом цилиндре выполнено дополнительное вдувное отверстие, расположенное соосно с основным, выходное отверстие ресивера совмещено с полостью нагнетания, при этом дпина поршня-клапана равна диаметру вдувного отверстия, а длина
| название | год | авторы | номер документа |
|---|---|---|---|
| Импульсная головка для формовочных машин | 1985 |
|
SU1475762A1 |
| Импульсная головка | 1984 |
|
SU1224093A1 |
| Импульсная головка | 1984 |
|
SU1232360A1 |
| Импульсная головка | 1986 |
|
SU1397152A1 |
| Формовочная машина для изготовления нижних полуформ | 1985 |
|
SU1276429A1 |
| Импульсная головка | 1986 |
|
SU1461585A1 |
| Импульсная головка для изготовления литейных форм | 1986 |
|
SU1475763A1 |
| Импульсная головка | 1989 |
|
SU1643140A1 |
| Импульсная головка низкого давления | 1987 |
|
SU1555045A1 |
| Импульсная головка | 1988 |
|
SU1666265A1 |
Изобретение относится к литейному производству, в частности к устройствам для уплотнения разовых песчано-глинистых форм, и может быть использовано в автоматических линиях. Цель изобретения - повышение качества уплотнения литейных форм путем уменьшения времени открывания вдувного отверстия и расширение технологических возможностей. Импульсная головка состоит из ресивера 2, полого цилиндра 1 с вдувными отверстиями 3 и с размещенным в нем поршнем, при этом выходное отверстие ресивера совмещено с полостью нагнетания, а ось вдувных отверстий перпендикулярна оси полого цилиндра. Изобретение позволяет расширить технологические возможности за счет одновременного получения двух полуформ. 1 ил.
| Импульсная головка | 1984 |
|
SU1210960A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
