ю
а
4 ГО
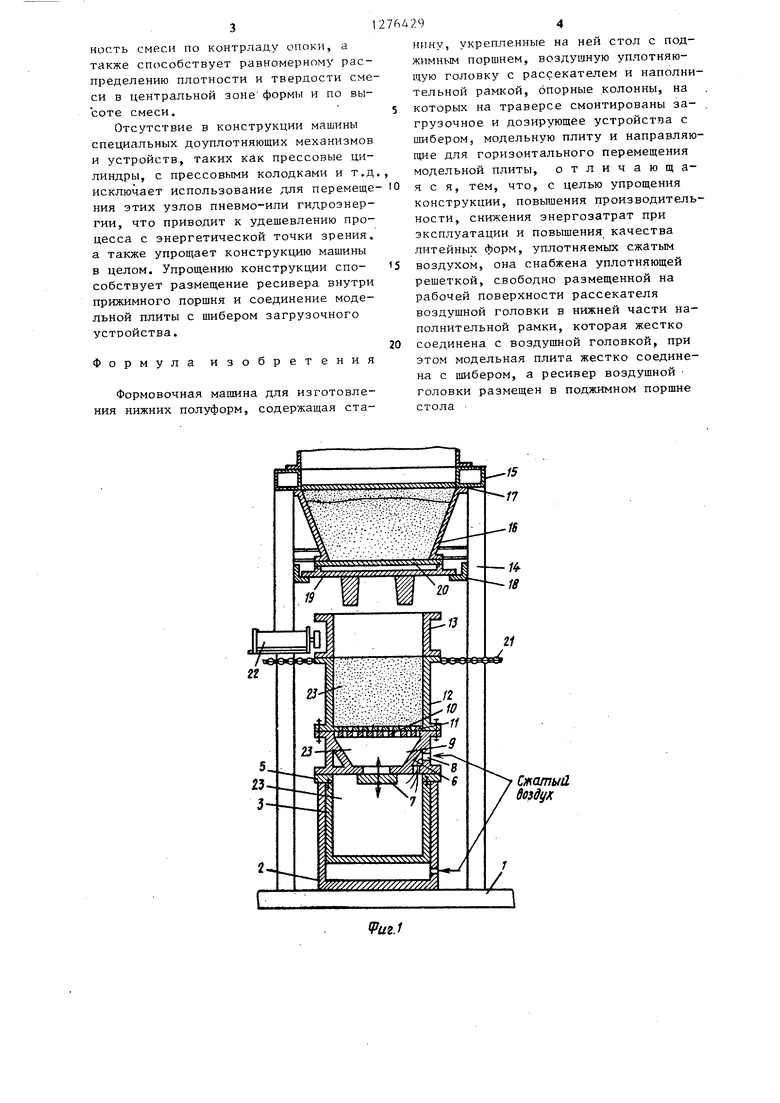
со Изобретение относится к литейному производству и может быть использовано при проектировании и изготовлении автоматических линий для производства разовых литейных форм. Цель изобретения - упрощение конструкции, повышение производительности, снижение энергозатрат при эксплуатации и повышение качества литейных форм, уплотняемых сжатым воздухом. На фиг.1 показана схема формовочной машины для изготовления нижних полуформ (механизм уплотнения формовочной смеси в начальном положении, при этом смесь не уплотнена); на фиг.2 - формовочная машина для изготовления нижних полуформ (механизм уплотнения формовочной смеси в конеч ном положении, при этом смесь полностью уплотнена). Формовочная машина для изготовления нижних полуформ состоит из станины 1 с пневмоцилиндром 2, внутри которого находится прижимной поршень 3, в котором размещается ресивер сжа того воздуха 4 со столом 5. Ресивер 4 соединен с воздушной уплотняющей головкой 6 посредством клапана 7 и с цеховой магистралью сжатого воздуха посредством отверстия 8. Воздушная головка 6 состоит из полости 9 и рассекателя 10, на рабочей поверхнос ти которого свободно размещена уплотняющая решетка 11. К головке 6 жестко крепится наполнительная рамка 12,на которую устанавливается опока 13.На станине 1 укреплены опорные колонны 14, на которых размещена тра верса 15, на которой жестко крепятся загрузочное 16 и дозирующее 17 устi ройства, направляющие 18 для перемещения модельной плиты 19, жестко сое диненной с шибером 20 загрузочного устройства 16. К опорным колоннам 14 крепятся приводные ролики 21 и сталкиватель опок 22. В конструкции имеется управляющее устройство 23 пневматического или индукционного типа. Формовочная машина работает следующим образом. Опока 13 подается в рабочее пространство машины и устанавливается на наполнительную рамку 12. В началь ном положении модельная плита 19 с шибером 20 перекрьгаает загрузочное отверстие дозатора 17, прижимной пор шень 3 со столом 5 находится в край292нем положении. В ресивер 4 через отверстие 8 подается сжатый воздух из цеховой магистрали, одновременно с этим происходит поджим стола 5, головки 6, наполнительной рамки 12 и опоки 13 к модельной плите 19, которая по направляющим 18 вместе с шибером 20 челночно перемещается, открывая выпускное отверстие дозатора 17 и закрьтая его. При этом смесь заполняет полость наполнительной рамки 12. После полного прижатия оснастки к модельной плите 19 клапан 7 открывает вдувное отверстие воздушной головки 6 в полость 9, и сжатьш воздух из ресивера 4 и через рассекатель 10, воздействуя как толкатель на решетку 11, перемещает ком смеси в направлении к модельной плите 19. Ком смеси, увлекаемый потоком сжатого воздуха,летит впереди решетки и ударяется о модельную плиту 19. Решетка 11 в последний момент догоняет ком смеси и доуплотняет слои смеси по контрладу опоки. По завершении процесса уплотнения все механизмы возвращаются в исходное положение. Последовательностью и своевременностью выполнения технологических операций уплотнения управляет автоматическое управляющее устройство 23. Таким образом, доуплотнение рьпшых слоев после воздушной продувки производится динамическим воздействием уплотняющей решетки, которая не только доуплотняет слои смеси по контрладу опоки, но и способствует стабилизации распределения плотности и твердостипо высоте 3. После доуплотнения решетка возвращается в первоначальное положение на рабочей поверхности рассекателя воздушной головки, модельный комплект протягивается, и готовая полуформа сталкивается толкателем 22 на приводные ролики 21 рольганга и подается к месту сборки. Качество полуформ низа, изготавливаемых на предлагаемой машине, улучшается за счет того, что сжатый воздух, выходя через перфорацию рассекателя воздушной головки из ресивера, воздействует на всю площадь формы в свету и обеспечивает таким образом высокое, качество предварительного уплотнения смеси. Использование доуплотняющего удара решетки одновременно с уплотнением сжатым воздухом позволяет получить высокую плотность смесн по контрладу опоки, а также способствует равномерному распределению плотности и твердости сме си в центральной зоне формы и по высоте смеси. Отсутствие в конструкции машины специальных доуплотняющих механизмов и устройств, таких как прессовые цилиндры, с прессовыми колодками и т.д исключает использование для перемеще ния этих узлов пневмо-или гидроэнергии, что приводит к удешевлению процесса с энергетической точки зрения, а также упрощает конструкцию машины в целом. Упрощению конструкции способствует размещение ресивера внутри прижимного поршня и соединение модельной плиты с шибером загрузочного устройства. Формула изобретения Формовочная машина для изготовления нижних полуформ, содержащая станину, укрепленные на ней стол с поджимным поршнем, воздушную уплотняющую головку с рассекателем и наполнительной рамкой, опорные колонны, на которых на траверсе смонтированы загрузочное и дозирующее устройства с шибером, модельную плиту и направляющие для горизонтального перемещения модельной плиты, отличающая с я, тем, что, с целью упрощения конструкции, повышения производительности, снижения энергозатрат при эксплуатации и повышения качества литейных форм, уплотняемых сжатым воздухом, она снабжена уплотняющей решеткой, свободно размещенной на рабочей поверхности рассекателя воздушной головки в нижней части наполнительной рамки, которая жестко соединена с воздушной головкой, при этом модельная плита жестко соединена с шибером, а ресивер воздушной головки размещен в поджимном поршне стола 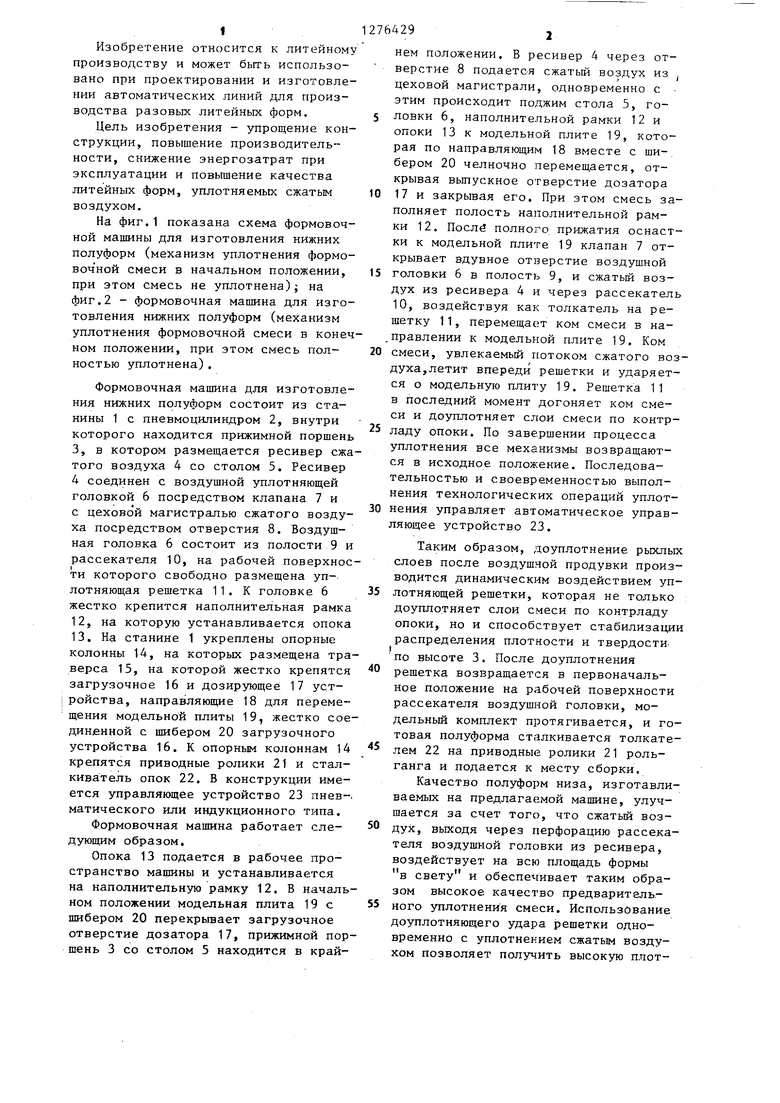
| название | год | авторы | номер документа |
|---|---|---|---|
| Формовочная машина для изготовления разовых литейных форм | 1985 |
|
SU1276430A1 |
| Формовочная машина для изготовления литейных форм | 1981 |
|
SU990405A1 |
| Челночная формовочная машина для изготовления литейных форм | 1981 |
|
SU975185A1 |
| Формовочная машина для изготовления литейных форм | 1984 |
|
SU1217561A1 |
| Формовочная машина | 1981 |
|
SU982841A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2472600C1 |
| УСТРОЙСТВО ДЛЯ УПЛОТНЕНИЯ ФОРМОВОЧНОЙ СМЕСИ | 2010 |
|
RU2429935C1 |
| УСТРОЙСТВО ДЛЯ УПЛОТНЕНИЯ ФОРМОВОЧНОЙ СМЕСИ | 1998 |
|
RU2159165C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ ИЗ ЖИДКОСТЕКОЛЬНЫХ СМЕСЕЙ | 1991 |
|
RU2017564C1 |
| Устройство для ускоренного охлаждения проката | 1980 |
|
SU908463A1 |
Предложена формовочная машина для изготовления нижних полуформ, содержащая станину, опорные колонны, траверсу, на которой смонтированы загрузочное и дозирующее устройства с шибером, стол с поджимным полым поршнем, служащим ресивером импульсной головки, жестко закрепленной на столе машины. На рабочей поверхности рассекателя импульсной головки свободно размещена решетка, перемещающаяся в процессе импульса снизу вверх и уплотняющая контрлад формы. 2 ил.
15
9и.г.г
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Гребенчатая передача | 1916 |
|
SU1983A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Колосниковая решетка с чередующимися неподвижными и движущимися возвратно-поступательно колосниками | 1917 |
|
SU1984A1 |
