Изобретение относится к литейному производству, в частности к формовочному оборудованию для изготовления литейных форм из песчано-глинис- тых смесей.
Цель изобретения - повышение качества уплотнения за счет повышения скорости нарастания давления в импульсе сжатого воздуха путем увеличения скорости открытия шибера.
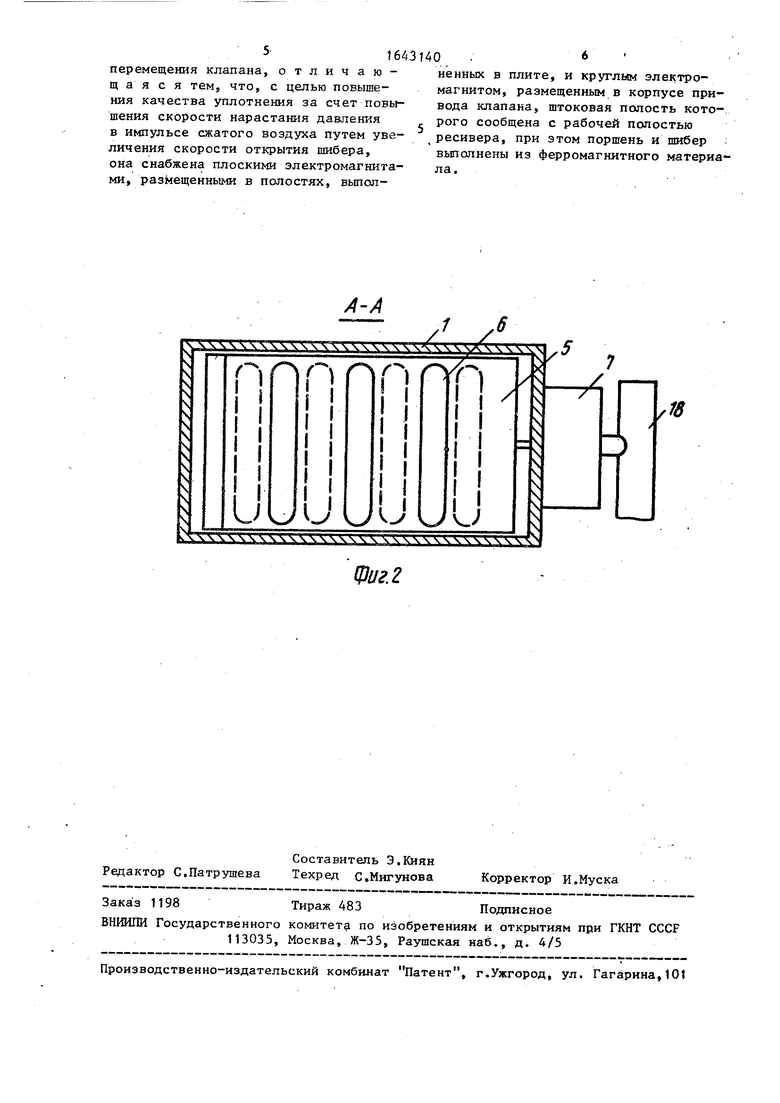
На фиг. 1 изображена импульсная головка при закрытых проемах решетки, поперечное сечение; на фиг. 2 - расположение проемов шибера.
Импульсная головка содержит корпус 1 с рабочей полостью 2, в нижней части которого выполнена решетка с брусьями 3 ипроемами « ферромагнитный шибар 5 с проемами 6, соединенный с приводным цилиндром 7, в корпусе которого размещен электромагнит 8, а штоковая полость 9 сообщена с рабочей полостью 2 корпуса 1. Поршень 10 приводного цилиндра 7 выполнен из ферромагнитного материала. В полости брусьев размещен электромагнит 11 и уплотнения 12. Кроме этого, на чертеже изображены наполнительная рамка 13, опока 14, модельная плита 15, формовочная смесь 16, подводящий трубопровод 17 и -отводя- ший трубопровод 18.
Импульсная головка работает следующим образом.
В исходном положении рабочая полость 2 соединена с атмосферой, электромагниты 8 и 1f отключены, отводящий трубопровод подключен к источнику сжатого газа, удерживая шибер 5 в положении, в котором шибер перекрывает проемы 4 решетки и прижимает шток к полюсам электромагнита 8. После соединения элементов системы (импульсная головка, наполнительная рамка 13, опока 14 с формовочной смесью 16 и модельная плита .15) включается электромагнит 11, притягивая шибер 5 к уплотнению 12, подводящий трубопровод 17 соединя0
0
ется с источником сжатого газа. Рабочая полость 2 заполняется сжатым газом, при этом избыточным давлением
2 прижимается шибер 5 к уплотнению 12, после Чего отключается электромагнит 11. Перед срабатыванием импульсной головки включается электромагнит 8, притягивая поршень 10, Отводящий трубопровод 18 соединяется с атмосферой. Для осуществления импульса достаточно отключить электромагнит 8. Иток 10 и шибер 5 перемещаются с большой скоростью за счет того,
5 что сила электромагнита уменьшается ч с квадратом величины перемещения поршня. Открываются проемы 4 решетки в которые ударной волной устремляется сжатый газ из рабочей полости и производит импульсное уплотнение формовочной смеси 16 в формообразующей емкости, ограниченной наполнительной рамкой 13, опокой 14 и модельной плитой 15. Отводящий трубопровод 18 соединяется с источником
5 сжатого газа, сдвигая поршень 10 и шибер 5 в исходное положение.
Предлагаемая конструкция импульсной головки позволяет повысить качество уплотнения литейных форм за
0 счет повышения крутизны фронта импульса путем увеличения скорости открытия шибера, так как уменьшается масса ПОДВИУНЫХ частей и применяется быстродействующий приводной цилиндр,
5 а также за счет минимального расстояния между запираемой решеткой и формовочной смеси. При этом одновременно повышается надежность работы импульсной головки за счет предвари0 тельного уплотнения электромагнитами, размещенными в полости брусьев решетки.
Формула изобретения
Импульсная головка, содержащая ресивер, нижняя часть которого перекрыта плитой с щелями, клапан в виде шибера с щелями и поршневой привод
перемещения клапана, отличающаяся тем, что, с целью повышения качества уплотнения за счет повышения скорости нарастания давления в импульсе сжатого воздуха путем увеличения скорости открытия шибера, она снабжена плоскими электромагнитами, размещенными в полостях, выполненных в плите, и круглым электромагнитом, размещенным в корпусе привода клапана, штоковая полость которого сообщена с рабочей полостью ресивера, при этом поршень и шибер выполнены из ферромагнитного материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| Импульсная головка для уплотнения формовочной смеси | 1989 |
|
SU1673253A1 |
| Импульсная головка | 1988 |
|
SU1600911A1 |
| Формовочная машина для изготовления нижних полуформ | 1985 |
|
SU1276429A1 |
| СПОСОБ УДАРНО-ПРЕССОВОГО ФИЛЬТРАЦИОННОГО УПЛОТНЕНИЯ ПЕСЧАНО-ГЛИНИСТЫХ ФОРМ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2385784C2 |
| Устройство для изготовления литейных форм | 1991 |
|
SU1822361A3 |
| Формовочная машина | 1988 |
|
SU1519824A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2472600C1 |
| Формовочная машина для изготовления литейных форм | 1981 |
|
SU990405A1 |
| Устройство для изготовления литейных форм | 1988 |
|
SU1526884A1 |
| Формовочная машина для изготовления разовых литейных форм | 1985 |
|
SU1276430A1 |
Изобретение относится к литейному производству, в частности к формовочному оборудованию для изготовления литейных форм из песчано-глинистых смесей. Цель изобретения - повышение качества уплотнения за счет повышения скорости нарастания давления в импульсе путем увеличения скорости открытия шибера. Импульсная головка содержит корпус 1 с рабочей полостью 2,, в нижней части КОТОРОГО выполнена решетка с брусьями 3 и проемами 4, шибер 5 с проемами 6, соединенный с приводным цилиндром 7. Новым в импульсной головке является то, что рабочая полость 2 сообщена со штоковой полостью приводного цилиндра 7, снабженного электромагнитом 8, поршень 10 цилиндра 7 выпол- нен из ферромагнитного материала, при этом в полостях брусьев 3 корпуса 1 размещен электромагнит 11, а шибер 5 выполнен из ферромагнитного материала и размещен над решеткой (Л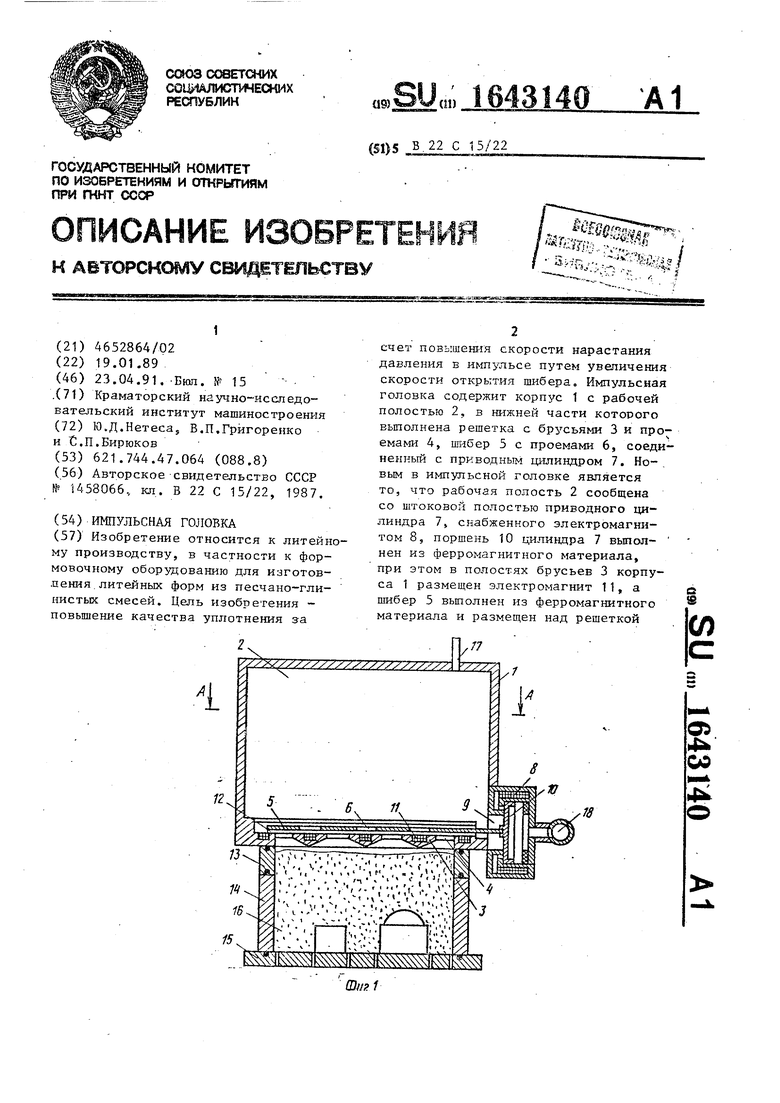
Фиг. 2
| Жидкостный нейтрализатор отработавших газов двигателя внутреннего сгорания | 1987 |
|
SU1453066A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
