Изобретение относится к переработке пластмасс и может быть использовано для изготовления пленок, листов, лент.
Цель изобретения - повышение качества изготавливаемых лент за счет интенсификации процесса перемешивания .
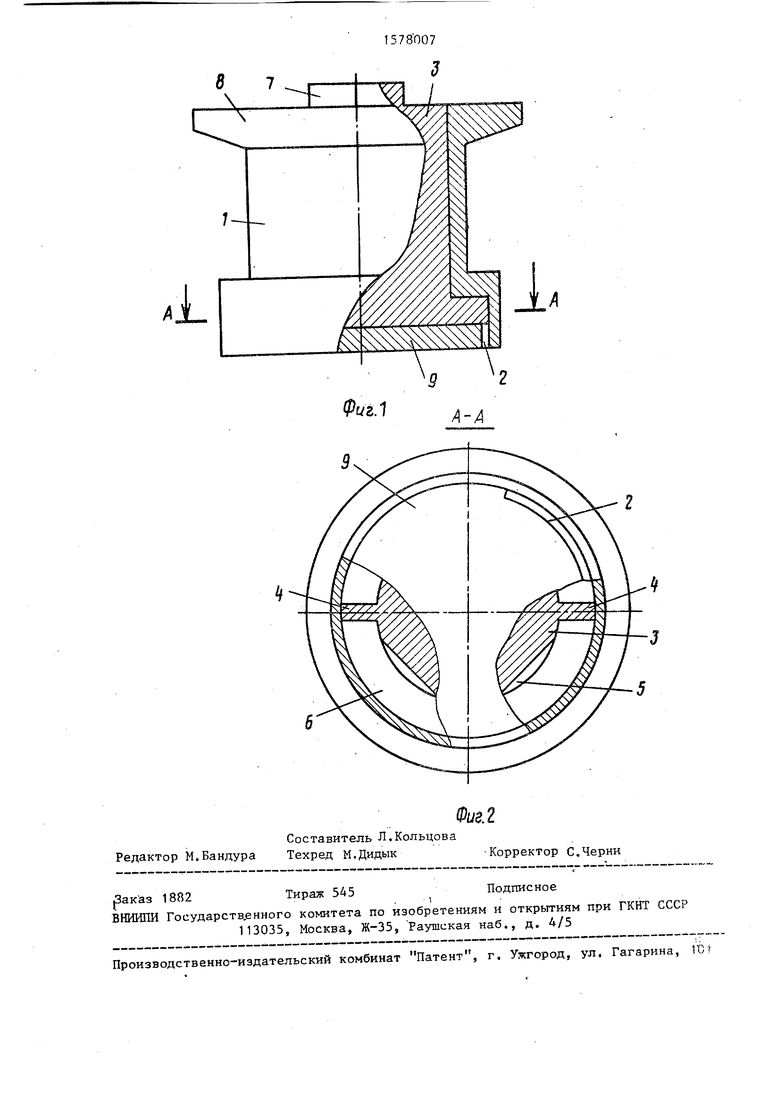
На фиг. 1 показана экструзионная головка, общий вид; на фиг. 2 - разрез А-А на Лиг. 1.
Пкструзионная гоповка для изготовления полимерных изделий содер- жит корпус 1 с ципиндрическим подающим каналом для расплава и Лормующей целью 2 на конце. Направляющий элемент 3 установлен с возможностью вращения в подающем канапе и гмпотнен в виде цилиндра с топаткчми 4. На боковой поверхности направляющего элемента 3 выполнены прочош ьые вы- борки 5 для прохода ртспьчт мг-те
3
риала. В корпусе 1 на внходе подающего канала выполнена кольцевая проточка б для размещения в ней лопаток 4 направляющего элемента 3, Профиль проточки 6 в сечении выполнен по профилю лопаток 4.
Формующая щель 2 выполнена в вп-- де части кольца и расположена кон- центрично подающег у каналу,,
Экструзионная головка снабжена также элементом 7 кинематической связи со шнеком экструдера. Корпус снабжен (.шанцем 8 и технологической монтажной крышкой 9.
Экструзионная головке работает следующим образом.,
Головку подсоединяют к экструдеру, при этом элемент 7 лходит в механическое зацепление со шнеком экструдера (для этого в шьеке должн быть предусмотрено соотзетствующее гнездо). Включают окструдер. От его шнека вращательное движение передает с л исправляющему элементу 3„ Одновременно из экструдера г головку поступает расплавленная полимерная масса. Расплав протекает по продольным выборкам 5, заполняет кольцевую про очку 6 т, выходит из головки qe рез формующую щель 2, Нескольку на- прг элемент 3 вращается, двк ;кег .е полимерном массы п подающем как: ПР происходят ао сложной траек™ тор:С1. На участка прохохг.ения продольных выборок 5 расплав движется по винтовой линии, в области кольцевой проточки 6 - преимущественно по кольцевой линии, в области формующей щели 2 -по прямой линии вдоль ос головки. При этом происходит интенсивное перемешивание экгтрудера. В зоне продольных выборок 5 это обеспечивается непрерывным чзмензнием их положения относительно стенок подающего канала, в тоне (сольцезой прото«ки б - деист ;ием вращающихся попыток 4.
Таким образом, предаваемой экструзионной голо-зке oQiacrj, cso Зодная от прремегаъчания, сведена к уинимуму, Этой областью является пить непосредственно фочмуюцал щель Отсутствие свободных от перемешиван ,)бъепоч з подагощэг- канаг-в исключает появление застойных зон,, а следова- т.льк , локаныгый перегрев полимеру ма-г.-ъ: s тзз тьтчт чего повыпае ся
о
5
8007
( тип; сырья, 1J с р
4
качество ленты. Кроме того, наличие вращательного движения расплава в кольцевой проточке б непосредственно перед Лормующей щелью 2 способствует уменьшению краевых эффектов (течение растава на краях щели вследствие осевой симметрии головки происходит более равномерно, его характер мало отличается от характера течения расплава в середине щели)„
Предлагаемая головка имеет более широкую область применения. Она -южет быть использована для изготовления пленок и лент трудноперерабатываемых методом экструзии термопластичных полимерных материалов. Например, и кабельной промышленности экструде- ры для производства электропроводов с изоляцией из пггастнката пс пивингп- хлорида легко могут быть переоборудованы под выпуск планочных и листовых изделий из того же материала, без введения в пластикат каких-либо специальных присадок. Тем самым от- патаст необходимость в организации дополнительных технологических процессов (каландрованич), оснащении производства оборудованием другого использовании специального
у л а
з о б р е т е
и я
тип; сырья, 1J с р
5
Экструзпоиная головка для изготовления полимерных изделий, содержащая корпус с цилиндрическим подающим каналом для пасплава и формующей щелью на конце, установленный с возможное Тою вращения направляющий элемент, размещенный соосно в подающем канале и выполненный в виде цилиндра с лопаткамиj отличающаяся тем, что, с целью повышения качества изготавливаемых лент за счет интенсификации процесса пере- меашвания, на боковой поверхности агоавляющего элемента выполнены продольное выборки для прохода рас- гхлава материала,в корпусе на- выходе .гадающего канала выполнена кольце- зая проточка для размещения в ней лопаток направляющего элемента, причем профиль проточки в сечении выполнен по профилю лопаток, а формующая щель выполнена в виде части кольца и расположена концентрично подающему каналу,
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭКСТРУЗИОННАЯ МАШИНА | 1995 |
|
RU2095242C1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ РИФЛЕНЫХ ЛИСТОВ | 2002 |
|
RU2203184C1 |
| Способ производства изделий из полимерных отходов экструзионно-прокатно-формовочным методом и установка для его осуществления | 2021 |
|
RU2782067C2 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2021135C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРЕХСЛОЙНОЙ ПЛЕНКИ НА ОСНОВЕ ПОЛИПРОПИЛЕНА С НАПОЛНИТЕЛЕМ ИЗ КАРБОНАТА КАЛЬЦИЯ | 2015 |
|
RU2599586C1 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ОКОННЫХ КАРНИЗОВ | 2008 |
|
RU2389606C1 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ ОБЛИЦОВОЧНОЙ РЕЙКИ | 2000 |
|
RU2189314C2 |
| СПОСОБ ПОЛУЧЕНИЯ СТРУКТУРНОГО ПОЛИКАРБОНАТНОГО ЛИСТА | 2009 |
|
RU2422275C1 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ СЛОЖНОПРОФИЛЬНОЙ РЕЙКИ | 2011 |
|
RU2484960C1 |
| ЭКСТРУЗИОННОЕ УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ ПОЛЫХ ПРОФИЛЕЙ ПО МЕНЬШЕЙ МЕРЕ С ОДНОЙ ЗАПОЛНЕННОЙ ПЕНОЙ ПОЛОЙ КАМЕРОЙ | 2000 |
|
RU2243094C2 |
Изобретение относится к переработке пластмасс и может быть использовано для изготовления пленок, листов, лент. Цель изобретения - повышение качества изготавливаемых лент за счет интенсификации процесса перемешивания. Экструзионная головка содержит корпус с цилиндрическим подающим каналом для расплава и формующей щелью на конце. Направляющий элемент установлен в подающем канале с возможностью вращения и выполнен в виде цилиндра с лопатками и продольными выборками. В корпусе на выходе подающего канала выполнена кольцевая проточка, в которой размещены лопатки направляющего элемента. Профиль проточки выполнен по профилю лопаток. Формующая щель выполнена в виде части кольца и расположена концентрично корпусу. При работе экструзионной головки расплав протекает по продольным выборкам, заполняет кольцевую проточку и формующую щель. При этом за счет вращения направляющего элемента с лопатками происходит интенсивное перемешивание материала. Область, свободная от перемешивания, сведена к минимуму, что исключает застойные зоны и повышает качество. 2 ил.
| Экструзионная головка | 1970 |
|
SU332688A1 |
| Солесос | 1922 |
|
SU29A1 |
| Экструзионная головка | 1973 |
|
SU479651A1 |
| Солесос | 1922 |
|
SU29A1 |
