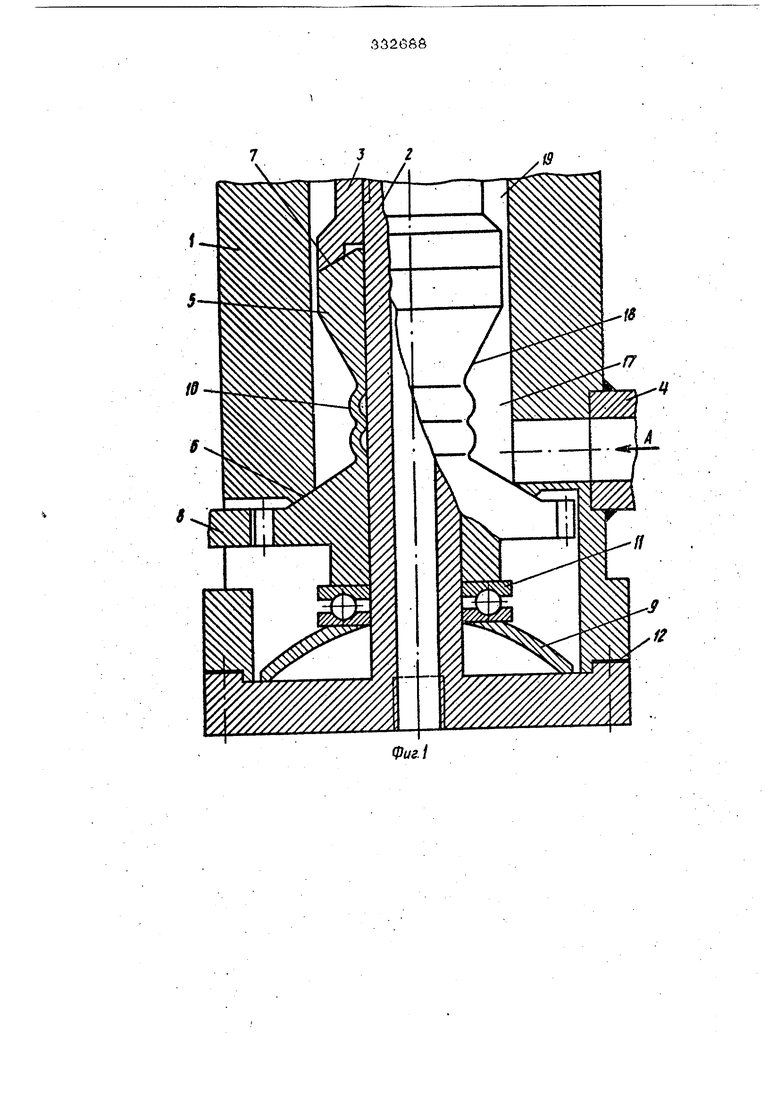
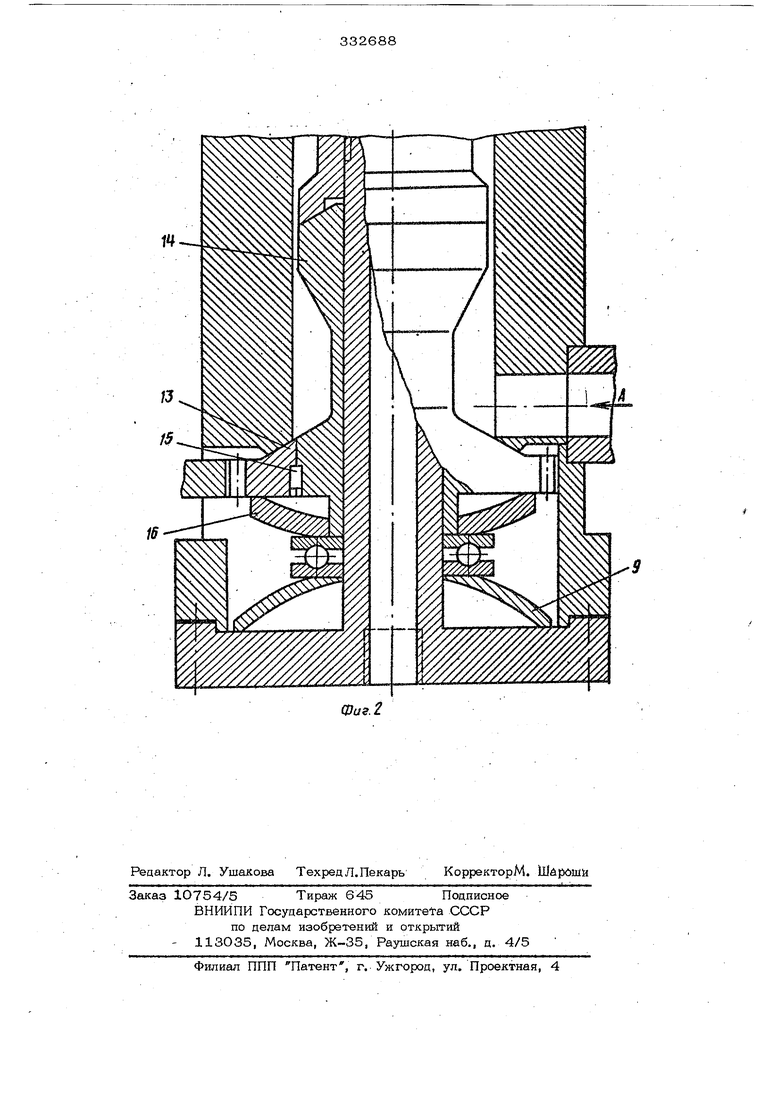
Известна экструзионная головка с коллекторным каналом и вращающимся распределителем. Однако в такой головке имеются застойные зоны. В предлагаемой экструзионной головке коллекторный канал образован корпусом головки и выточкой на наружной поверхности вращающегося риспределите- ля, снабженного упругими элементами и двумя конусными выступами, опирающими ся на дорн и корпус головки. Один из упругих элементов вращающегося распре делителя может быть выполнен в виде гофрированной стенки последнего. Кроме того, вращающийся распределитель може быть вьшолнен разъемным из соединенных, например, по посадке скольжения частей, раздельно подпружиненных упругими элементами. Это позволяет устранить застойные зоны в головке. На фиг. 1 схематически изображена предлагаемая головка, продольное сечен В Месте расположения коллекторного канала; на фиг. 2 - то же, вариант уплот нения в месте расположения коллекто{ ного канала. Экструзионная головка содержит корпус 1, в котором укреплен дорноде{м атель 2 с дорном 3. К корпусу прикреплен переходник 4, На дорноде ржа тель насажен вращающийся распределитель 5, coiip касающийся с корпусом головки и конусными выступами 6 и 7. На распределителе выполнен зубчатый венец, зацепляющийся с приводной шестерней 8. Уплотнение материала в месте контакта распределителя с корпусом и дорном головки осуществляется упругими элементами 9 и Ю, один из которых, например элемент Ю, вьшолнен в виде гофрированной стенки распределителя. Для обеспечения вращения деталей использован упорный подшипник II. Между дорноде1 жателем и корпусом головки размешены прокладки 12.
стояшим из наружной и внутренней частей 13 и 14, соединенных, например, по посадке скольжения и удерживаемых от взаимного проворачивания шпонкой 15. Наружная и внутренняя части распредели- теля раздельно подпружинены упругими элементами 9 и 16.
При работе экструдера материал- поступает в головку по стрелке Д, протекая по коллекторному каналу 17, образованному-корпусом 1 и выточкой 18 распределителя, равномерно распределяется по периметру формующей щели 19. Дополнительное распределение материала, устранение застойных зон и смазывание сварного шва. осуществляются путем вращения распределителя 5, насаженного на дорнодержатель. Уплотнение материала по конусным выступам 6 и 7 обеспечивается за счет сжатия пружинных элементов 9 и 10 (в головке, показанной на фиг, 2, - за счет сжатия элементов 9 и 16) путем изменения высоты прокладок 12.
Предлагаемая экструзионная головка обеспечивает равномерное распределение перерабатываемого материала по периметру формующехх зазора и позволяет устранить сварной щов и застойные зоны.
Это позволяет получать изделия повышенной прочности и размерной точности, включая изделия из материалов с повышенной нетермостабяльностью.
Формула изобретения
1.Экструзионная головка с коллекторным каналом и врашаюшимся распределителем,, отличающаяся тем, что, с целью устранения застойных зон
в головке, коллекторный канал образован корпусом головки и выточкой на наружной поверхности вращающегося распределителя, снабженного упругими элементами и двумя конусными выступами, спирающимися на дорн и корпус голрвки.
2.Головка по п.1, о т л и ч а ю - щ а я с я тем, что один из упругих элементов вращающегося распределителя выполнен в виде гофрированной стенки последнего.
3.Головка по п. 1, отличающая с я тем, что вращающийся распределитель выполнен разъемным из соединенных, например, по посадке скольжения частей, раздельно подпружиненных упругими элементами.
Фиг
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Вращающаяся экструзионная головка для полимерных материалов | 1979 |
|
SU859183A1 |
| Экструзионная головка | 1973 |
|
SU479651A1 |
| Устройство для наложения двухслойных оболочек на кабели | 1989 |
|
SU1723588A1 |
| Угловая головка к экструдеру | 1970 |
|
SU317272A1 |
| Экструзионная головка для изготовления рукавной полимерной пленки | 1977 |
|
SU745703A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ РУКАВНОЙ ПОЛИМЕРНОЙ ПЛЕНКИ | 1992 |
|
RU2010716C1 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО МЕБЕЛЬНОГО ПОЛОЗКА | 1999 |
|
RU2180287C2 |
| Экструзионная головка для изготовления трубчатых полимерных изделий | 1978 |
|
SU722777A1 |
| ЭКСТРУДЕР | 2008 |
|
RU2390412C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШЛАНГОВ И ПЛОСКОСВОРАЧИВАЕМЫХ РУКАВОВ С АРМИРУЮЩИМ КАРКАСОМ ИЗ СИНТЕТИЧЕСКИХ НИТЕЙ | 1994 |
|
RU2081749C1 |