Изобретение относится к обработке металлов давлением, в частности к оборудованию для гидроформовки сильфонов из трубчатых заготовок.
Цель изобретения - уменьшение трудоемкости процесса переналадки за счет обеспечения бесступенчатого регулирования шага между кассетами.
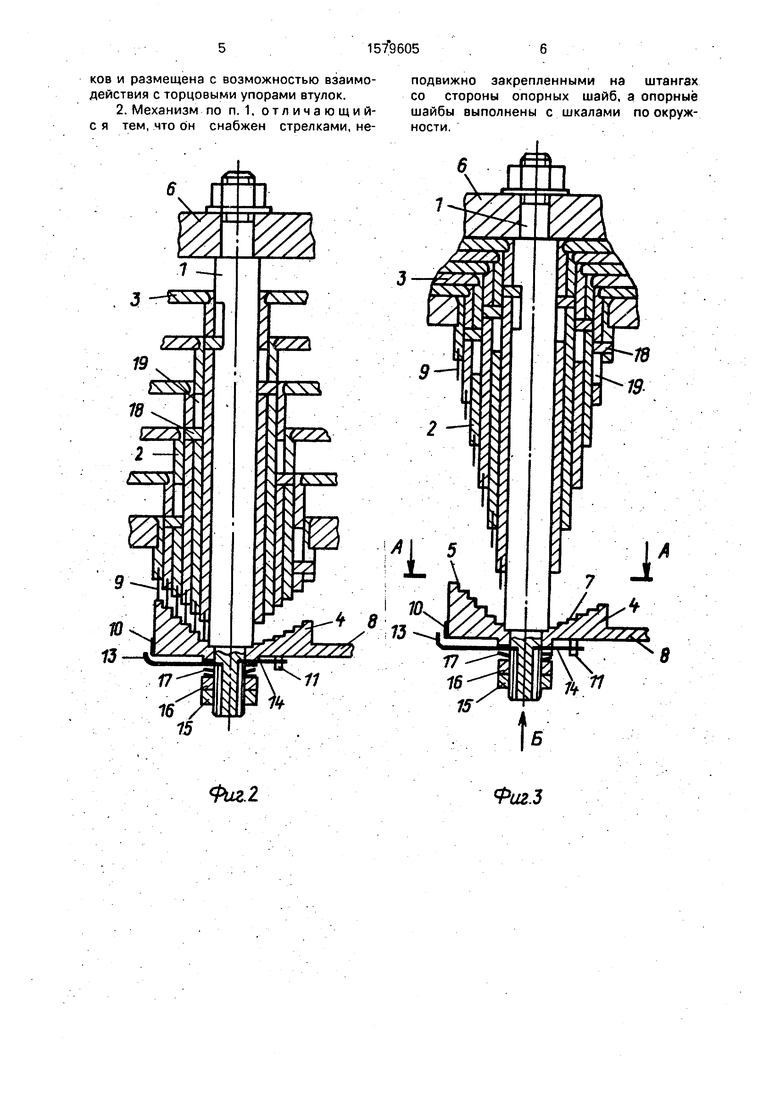
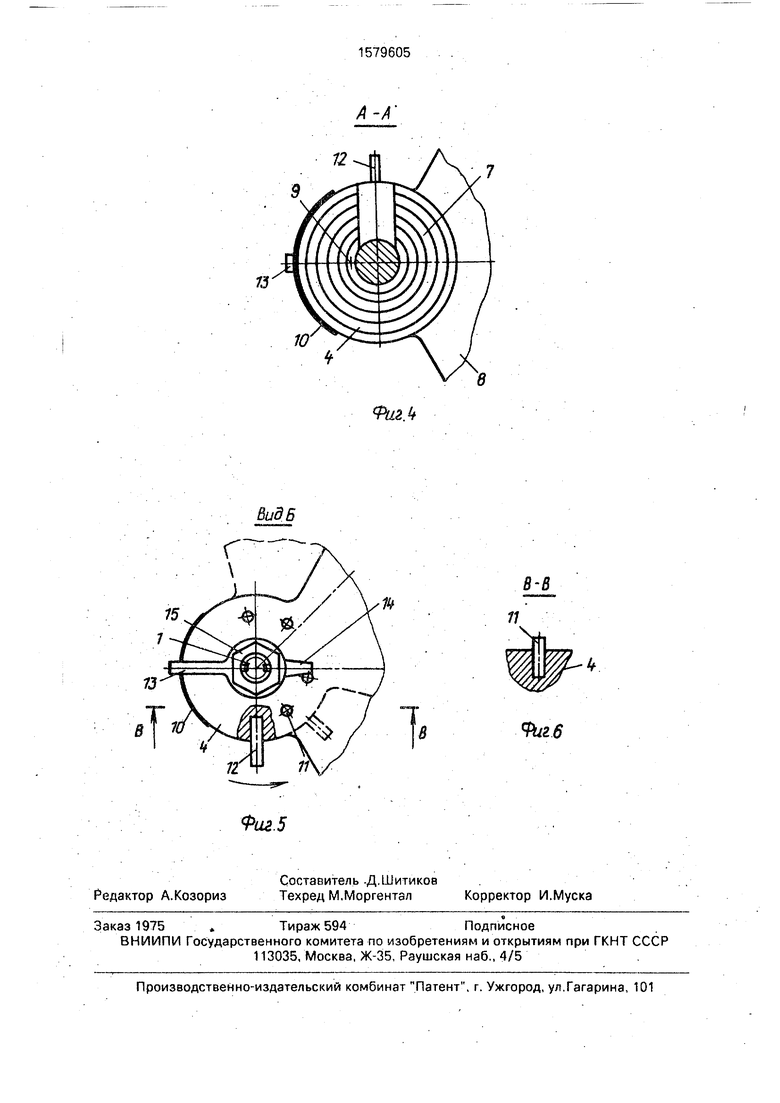
На фиг. 1 показан механизм расстановки кассет матричного блока для гидроформовки сильфонов, общий вид; на фиг. 2 - одна из штанг механизма в исходном положении; на фиг. 3 - то же, при сомкнутых кассетах; на фиг. 4 - разрез А-А на фиг. 3; на фиг. 5 - вид Б на фиг. 3; на фиг. 6 - разрез В-В на фиг.5.
Механизм расстановки кассет матричного блока содержит штанги 1, втулки 2 по числу подвижных кассет 3 и опорные шайбы 4 со ступенчатой поверхностью 5. Штанги 1 консольно и неподвижно закреплены в неподвижной кассете 6. На каждой штанге 1 размещены концентрично и с возможностью относительного ограниченного перемещения втулки 2. Опорные шайбы 4 установлены на штангах 1. Ступенчатая поверхность 5 опорных шайб 4 размещена со стороны втулок и выполнена в виде концентрических спиральных участков 7. Опорные шайбы кинематически связаны между собой зубчатыми секторами 8с возможностью синхронного поворота относительно оси соответствующей штанги. Втулки 2 выполнены с торцовыми упорами 9, устан0вленными с возможностью взаимодействия со спиральными участками 7 шайб 4. Последние оснащены по окружности шкалами 10, упорами 11 для ограничения поворота опорных шайб и выступами 12, На штангах 1 неподвижно установлены со стороны опорных шайб стрелки 13 и упоры 14, которые вместе с опорными шайбами 4 закреплены на штангах гайками 15 и 16 с упругой шайбой 17. Во втулках 2 имеются упоры 18, выступающие части которых размещены в продольных пазах 19 оватываемых втулок и штанги.
Механизм работает следующим образом.
В исходном положении втулки 2 опираются на опорные шайбы 4 упорами 9, а связанные с втулками кассеты 3 раздвинуты и установлены на шаг гофрирования. В процессе осадки подвижные кассеты 3 поднимаются, формуя гофры, до соприкосновения с неподвижной кассетой 6. При этом втулки 2, перемещаясь вдоль штанг 1, выполняют роль направляющих. После сброса давления и разгерметизации блок раскрывают, извлекая готовый сильфон. Подвижные кассеты 3 и связанные с ними втулки 2 под действием собственного веса перемещаются вниз и взаимодействуют упорами 9 со ступенчатой поверхностью 5 опорных шайб 4, обеспечивая настройку кассет 3 для гидроформовки следующего сильфона с первоначальной величиной шага.
Бесступенчатое регулирование шага
между кассетами осуществляется за счет
поворота опорных шайб 4 вокруг штанг 1.
При этом упоры втулок 2 скользят по спи ральным участкам 7 опорных шайб, сообщая втулкам 2 и подвижным кассетам 3 осевое настроечное перемещение. Упоры 18 обеспечивают постоянное угловое расположение втулок 2 одна относительно другой и штанги 1. Кинематическая связь опорных
шайб зубчатыми секторами 8 обеспечивает синхронность перемещения втулок 2 с подвижными кассетами 3 относительно обеих штанг 1. Поворот опорных шайб 4 производится посредством выступа 12 одной из
опорных шайб. Стрелки 13 и шкалы 10 обеспечивают точность настройки установленного шага. Упоры 11 и 14-ограничивают поворот опорных шайб, исключая взаимодействие упоров 9 с нерабочей частью ступенчатой поверхностью 5.
Изобретение позволяет осуществить расстановку кассет на заданный шаг в большом диапазоне. Это расширяет технологические возможности механизма и устраняет
необходимость изготовления нескольких опорных шайб. При этом снижается трудоемкость регулирования шага.
40
Формула изобретения
1 .Механизм расстановки кассет матричного блока для гидроформовки сильфонов, содержащий две консольно и неподвижно закрепленные в неподвижной кассете
5 штанги, на каждой из которых размещены концентрично и с возможностью относительного ограниченного- перемещения втулки по числу кассет и установлена опорная шайба со ступенчатой поверхностью со сто0 роны втулок, отличающийся тем, что, с целью уменьшения трудоемкости процесса переналадки за счет обеспечения бесступенчатого регулирования шага между кассетами, втулки со стороны опорных шайб
5 выполнены с торцовыми упорами, опорные шайбы кинематически связаны между собой с возможностью синхронного поворота относительно оси соответствующей штанги, а их ступенчатая поверхность выполнена в виде концентрических спиральных участков и размещена с возможностью взаимодействия с торцовыми упорами втулок.
2. Механизм по п. 1, отличающий- с я тем, что он снабжен стрелками, неподвижно закрепленными на штангах со стороны опорных шайб, а опорные шайбы выполнены с шкалами по окружности.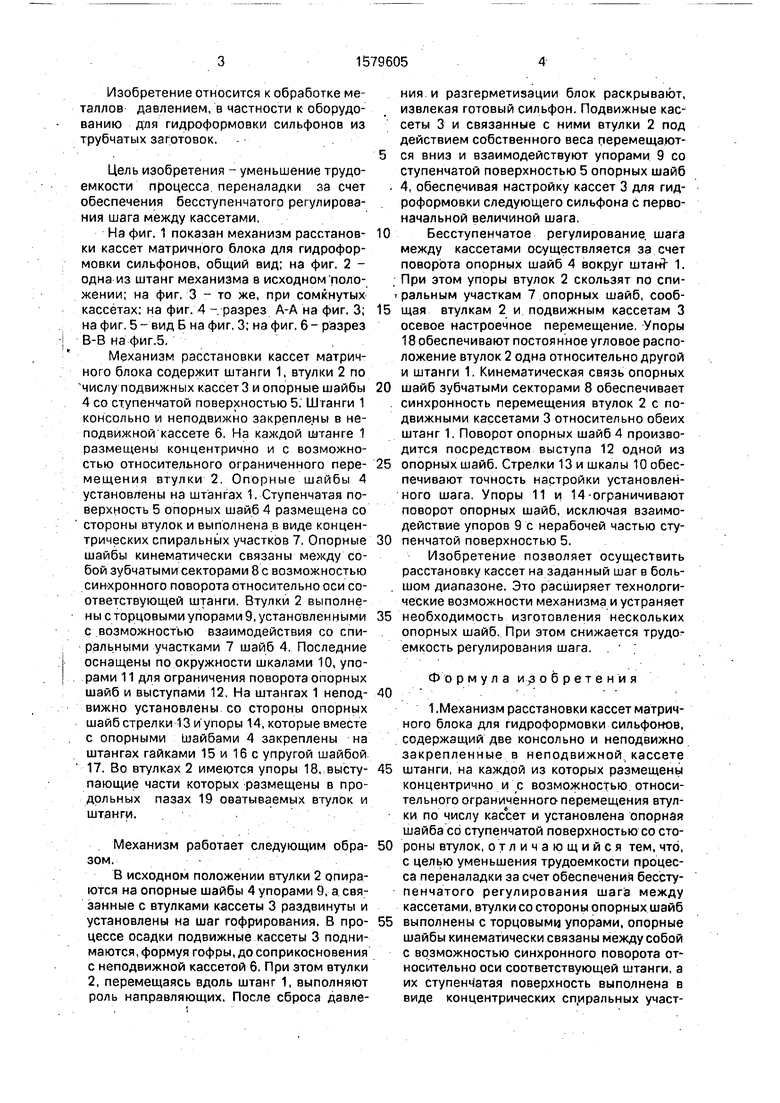
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструментальный блок для гидроформовки сильфонов | 1988 |
|
SU1586823A1 |
| Механизм настройки кассет матричного блока для гофрирования сильфонов | 1985 |
|
SU1296263A1 |
| Механизм расстановки на заданный шаг матриц машины для гидроформовки сильфонов | 1980 |
|
SU902911A1 |
| Устройство для гидроформовки сильфонов | 1982 |
|
SU1044381A1 |
| Механизм настройки кассет для гофрирования труб | 1976 |
|
SU659240A1 |
| Инструментальный блок для гидравлического формования сильфонов | 1989 |
|
SU1697933A1 |
| Станок для изготовления гофрированных изделий | 1982 |
|
SU1098611A1 |
| КУЛЬТИВАТОР | 1995 |
|
RU2090025C1 |
| Роторная машина для гидроформовки сильфонов | 1990 |
|
SU1745392A1 |
| Матричный узел пресса для прессования изделий периодического сечения | 1988 |
|
SU1690880A1 |
Изобретение относится к обработке металлов давлением, в частности к оборудованию для гидроформовки сильфонов из трубчатых заготовок. Цель изобретения - уменьшение трудоемкости переналадки за счет обеспечения бесступенчатого регулирования шага между кассетами. Механизм содержит две штанги (Ш), втулки и опорные шайбы, которые установлены концентрично с возможностью относительного перемещения на каждой Ш. Опорные шайбы размещены на Ш с возможностью синхронного поворота и выполнены со ступенчатой поверхностью со стороны втулок. Ступенчатая поверхность выполнена в виде концентрических спиральных участков. Втулки со стороны опорных шайб выполнены с торцовыми упорами. Опорные шайбы поворачивают. Упоры скользят по спиральным участкам. Втулки перемещаются относительно штанг. Кассеты автоматически расстанавливаются на заданный шаг в большом диапазоне. 1 з.п. ф-лы, 6 ил.
19
1В
15
Фиг.2
Фиг.З
12
ю
15
А-А
ФигМ
В-В
гЪг5
| Механизм настройки кассет для гофрирования труб | 1976 |
|
SU659240A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
