Изобретение относится к обработке металлов давлением, в частности к устройствам для гидроформовки сильфонов из трубчатых заготовок. Известен механизм настройки кассет для гофрирования труб, содержащий две консольно и неподвижно закрепленные штанги, на каждой из которых установлена опора и размещены втулки по числу кассет 1 . Однако известный механизм предназ начен для машин, изготавливающих тру бы с небольшим количеством гофров. Наиболее близким из известных является механизм расстановки на задан ный шаг матриц, установленный в машине для гидроформовки сильфонов из трубчатых заготовок и содержащий, по меньшей мере, два комплекта соединенных с матрицами втулок с торцовыми фланцами, телескопически установленных на направляющем штоке, при вод перемещения втулок и связанный с ним передаточный узел 12. Недостатком известного механизма является сложность его привода. Целью изобретения является упрощение конструкции. Для достижения этой цели в механизме расстановки на заданный шаг матниц машины для гидроформовки силь фонов из трубчатых заготовок, содержащем, по меньшей мере два комплекта соединенных с матрицами втулок с торцовыми фланцами, телескопически установленных на направляющем штоке, привод перемещения втулок и связанный с ним передаточный узел, переда-г точный узел выполнен в виде опорной втулки, установленной непосредственно на направляющем штоке и имеющей фланцы, взаинодействующие с торцовыми фланцами внутренних втулок обоих комплектов, и стержня, установленного в выполненных во втулках одного комплекта, в опорной втулке и штоке диаметральных пазах, закрепленного на наружной втулке, связанного с при390
водом через направляющий шток, при этом втулки каждого комплекта подпружинены одна относительно другой.
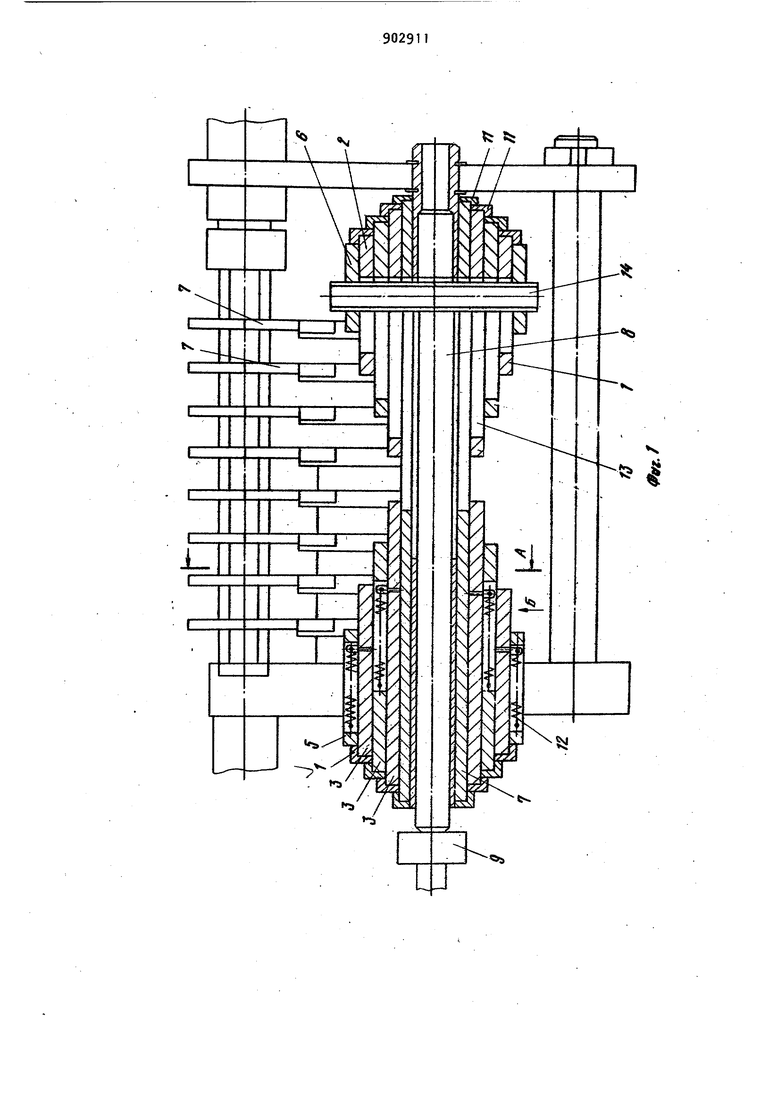
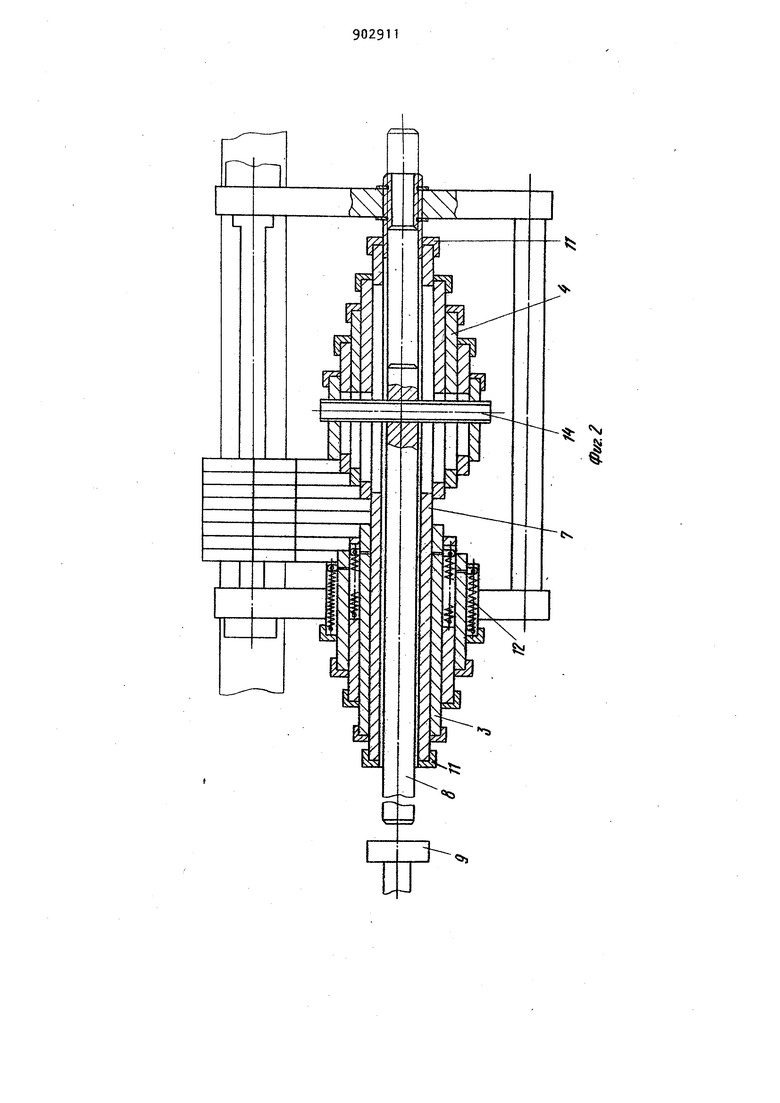
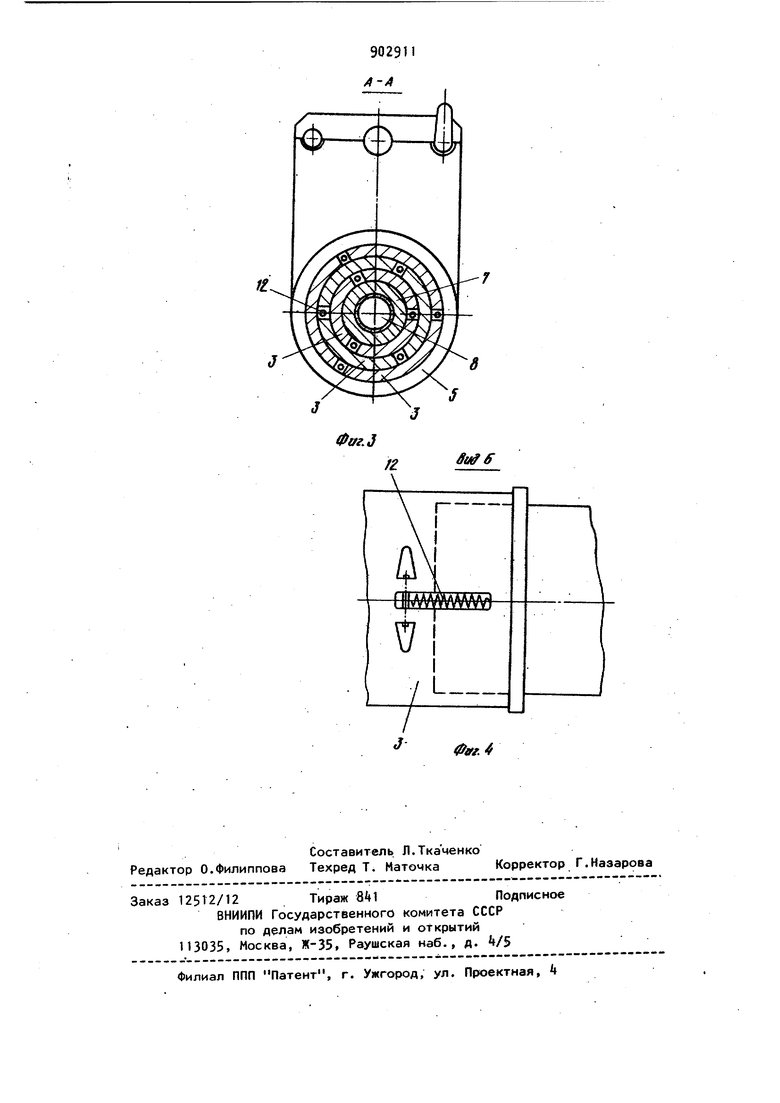
На фиг. 1 изображен механизм расстановки матриц в момент начала формования; на фиг. 2 - то же, в момент конца формования; на фиг. 3 - разрез А-А на фиг, 1; на фиг. k - вид по стрелке Б на фиг. 1.
Механизм содержит комплекты 1 и 2 втулок, состоящих из средних 3i инаружных 5, 6 втулок и смонтированных на опорной втулке 7с возможностью осевого перемещения по направляющему штоку 8, и привод перемещения втулок, выполненный в виде силового гидроцилиндра (на чертеже не показан) с ползуном 9. Оба комплекта втулок жестко соединены с матрицами 10. На торцах втулок 3, t и 7 установлены фланцы 11, а в продольных пазах втулок 3-6-пружины 12, соединяющие соседние втулки. Во втулках , 6 и 7 выполнены диаметральные пазы 13 в которых установлен стержень 14, закрепленный на втулке 6 и на штоке 8.
Механизм работает следующим образом.
Движением ползуна 9 через шток 8 перемещают стержень 1, который через втулку 6, взаимодействующую с фланцем 11 соседней втулки k, перемещает связанную с этой втулкой матрицу 10 на заданный шаг. Затем последовательно расставляются на заданный шаг все матрицы, связанные с комплектом 2 втулок, пока внутренняя втулка не достигнет фланца 11 опорной втулки 7. Последняя через свой фланец на другом конце, поочередно переместит втулки комплекта 1, растяму пружины 12 и тем самым расставит связанные с ними матрицы на заданный шаг. После закрепления и раздачи трубы заготовки ползун t освобождает шток 8 и матрицы 10. под действием осевого усилия сближаются, чему способствует также усилие пружин. После съема сильфона матрицы разводят в исходное положение.
Формула изобретения
Механизм расстановки на заданный шаг матриц машины для гидроформовки сильфонов из трубчатых заготовок,содержащий, по меньшей мере, два комплекта соединенных с матрицами втулок с торцовыми фланцами, телескопически установленных на направляющем штоке, привод перемеи1ения втулок и связанный с ним передаточный узел, отличающийся тем, что, с целью упрощения конструкции, передаточный узел выполнен в виде опорной втулки, установленнц|й непосредственно на направляющем штоке и имеющей фланцы, взаимодействующие с торцовыми фланцами внутренних втулок обоих комплектов, и стержня, установленного в выполнениях во втулках одного комплекта, в опорной втулке и штоке диаметральных пазах, закрепленного на наружной втулке комплекта и связанного с г иводом через направляющий шток, при этом втулки каждого комплекта подпружинены одна относительно другой.
Источники информации, принятые во внимание при экспертизе
1: Авторское свидетельство СССР № 659240, кл: В 21 D Г5/10, 1Э7б.
2. Авторское свидетельство СССР М ЗП506, кл. В 21 D 15/10, 1969 (прототип).
Si/ffS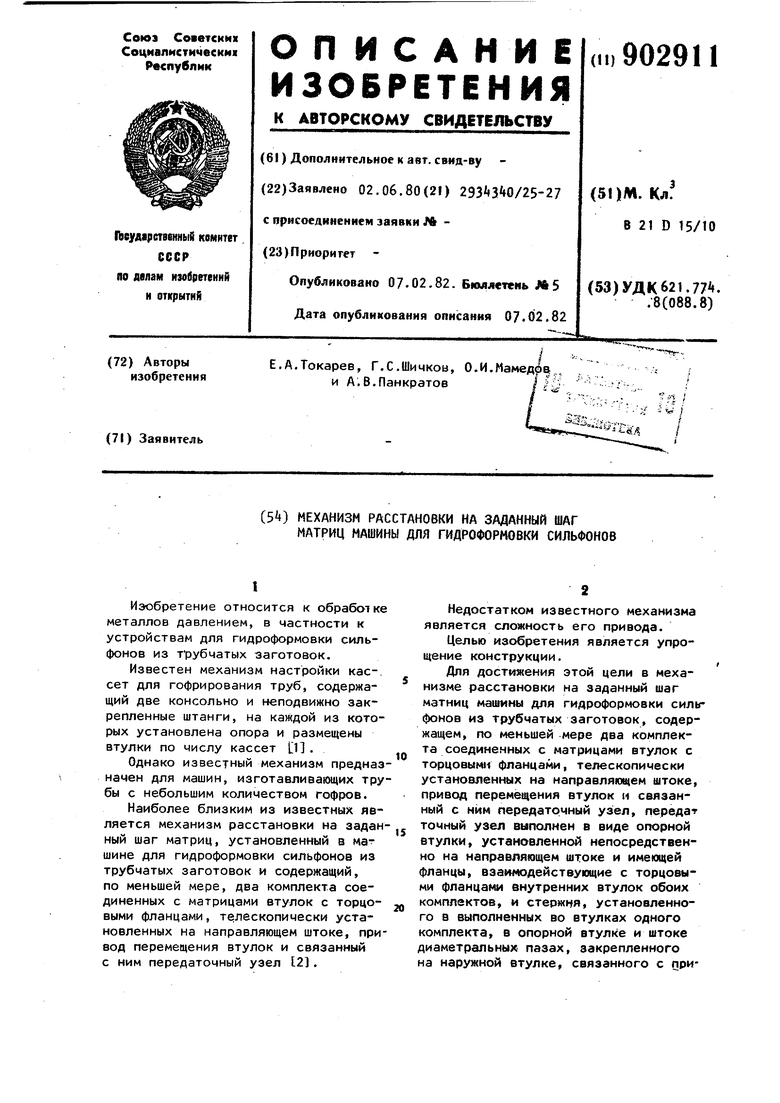
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм расстановки кассет матричного блока для гидроформовки сильфонов | 1988 |
|
SU1579605A1 |
| Устройство для гидравлического формования сильфонов | 1984 |
|
SU1242279A1 |
| Инструментальный блок для гидравлического формования сильфонов | 1989 |
|
SU1697933A1 |
| Устройство для гидроформовки сильфонов | 1982 |
|
SU1044381A1 |
| Роторная машина | 1972 |
|
SU446153A1 |
| Инструментальный блок для гидроформовки сильфонов | 1988 |
|
SU1586823A1 |
| Машина для гидравлического формования сильфонов | 1977 |
|
SU704698A1 |
| Формующий блок к станку для изготовления гофрированных изделий | 1987 |
|
SU1426669A1 |
| Роторная машина для гидроформовки сильфонов | 1990 |
|
SU1745392A1 |
| Роторный автомат питания | 1986 |
|
SU1419855A1 |