низма установки секций в радиальном направлении до попадания их в окна кольцевой кассеты, поворот которой отводит их к загрузчикам или до попадания их на ложементы транспортирующих блоков. Новую матрицу устанавливают, действуя в обратной последовательности. 3 з.п. ф-лы, 3 ил,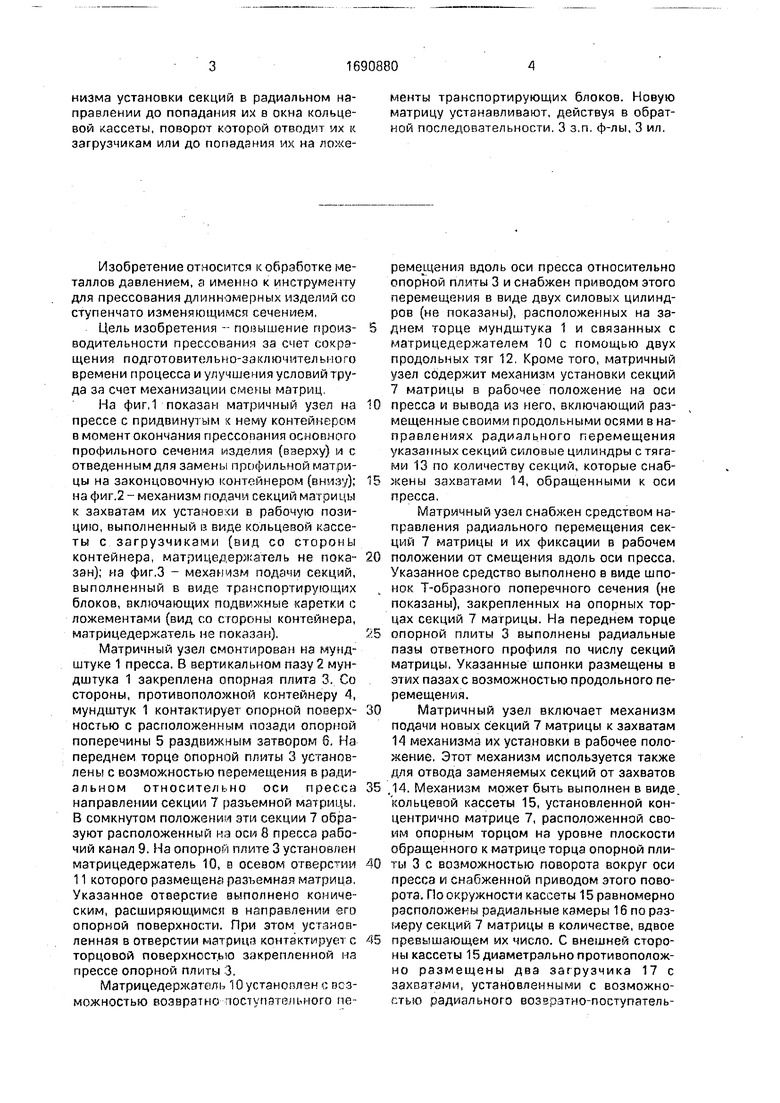
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для прессования изделий переменного сечения | 1982 |
|
SU1063499A2 |
| СПОСОБ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ЛЕГКИХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2010 |
|
RU2455094C2 |
| Способ Е.А.Колкунова прессования профилей с законцовками | 1985 |
|
SU1319993A1 |
| Инструмент для прессования изделий переменного сечения | 1982 |
|
SU1049134A2 |
| Инструмент для прессования изделий переменного сечения | 1980 |
|
SU940886A2 |
| Матричный узел для прессования кольцевых профилей | 1975 |
|
SU580024A1 |
| Устройство для скальпирования заготовок | 1980 |
|
SU995964A1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ СО СВАРКОЙ | 2007 |
|
RU2340418C1 |
| Пресс для экструдирования | 1979 |
|
SU848114A1 |
| Штамп для обжима концевых утолщений на полых деталях | 1989 |
|
SU1803245A1 |
Изобретение относится к обработке металлов давлением, а именно к инструменту для прессования длинномерных изделий со ступенчато изменяющимся сечением. Цель изобретения заключается в повышении производительности прессования за счет сокращения подготовительно-заключительного времени процесса и улучшения условий труда за счет механизации смены матриц. Для этого матрицедержатель 10 отводят от опорной плиты 3 при помощи продольных тяг и освобождают из его конического отверстия 11 матрицу 7, которая удерживается на торце опорной плиты 3 Т-образными шпонками. Затем секции матрицы смещают тягами мехаСП с о чэ о 00 00 о фиг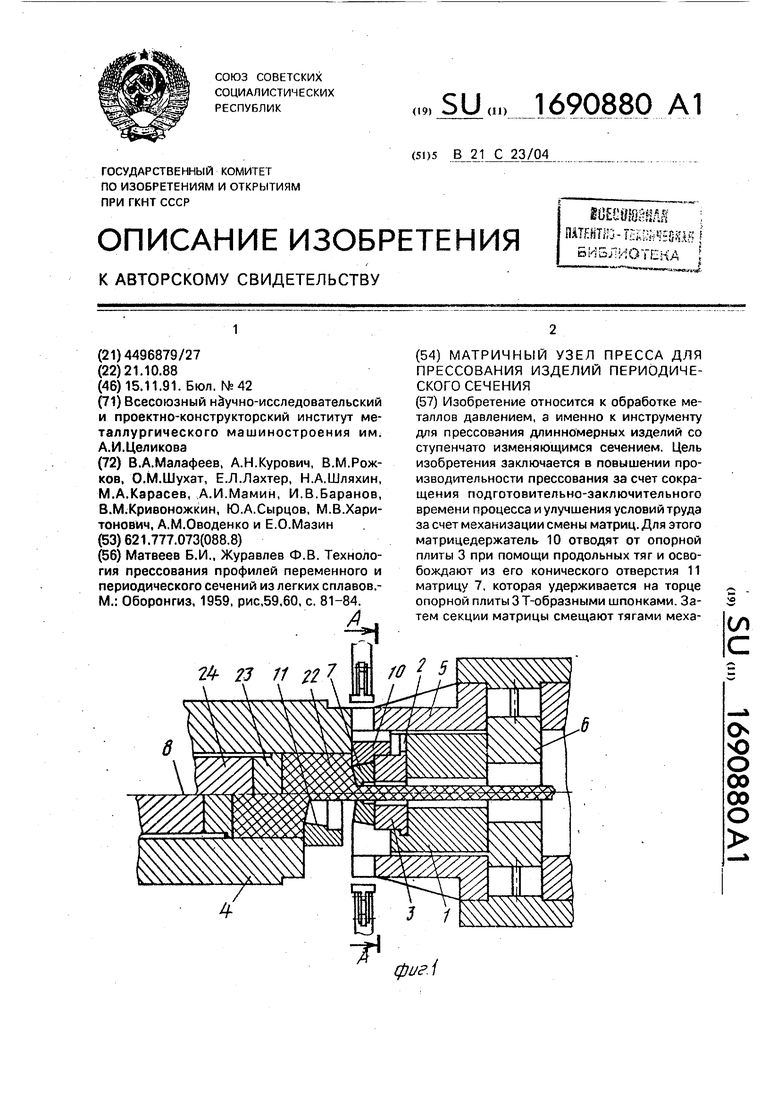
Изобретение относится к обработке металлов давлением, а именно к инструменту для прессования длинномерных изделий со ступенчато изменяющимся сечением,
Цель изобретения - повышение производительности прессования за счет сокращения подготовительно-заключительного времени процесса и улучшения условий труда за счет механизации смены матриц.
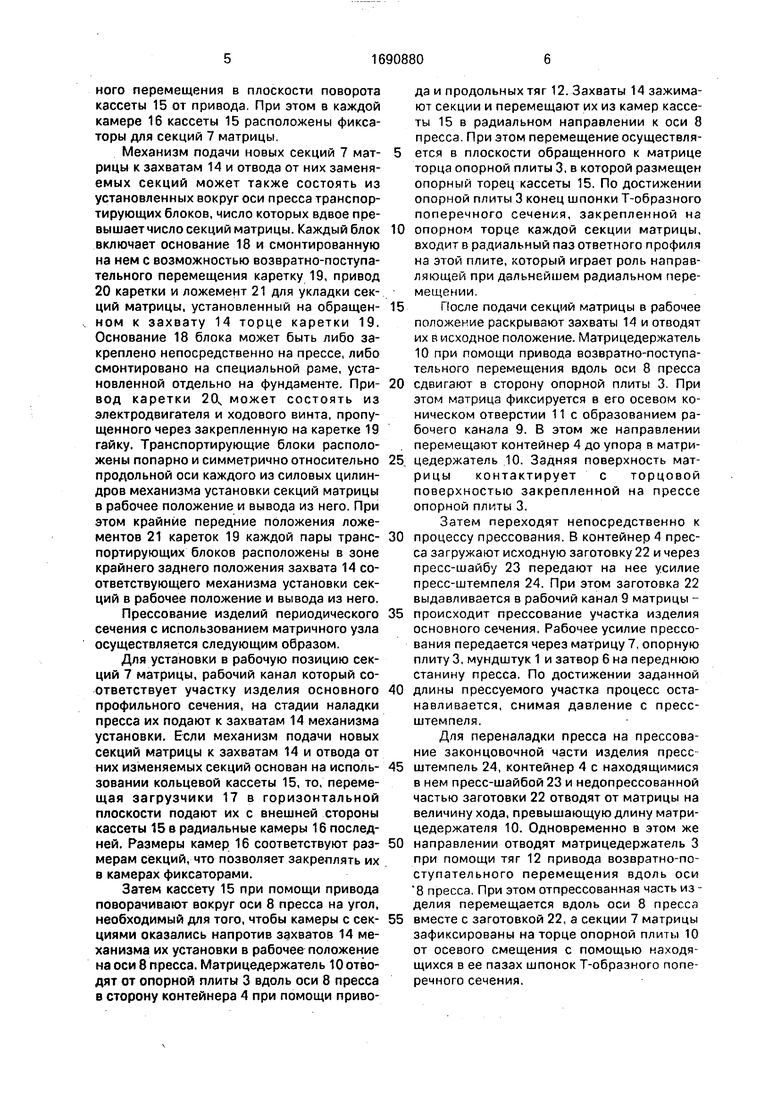
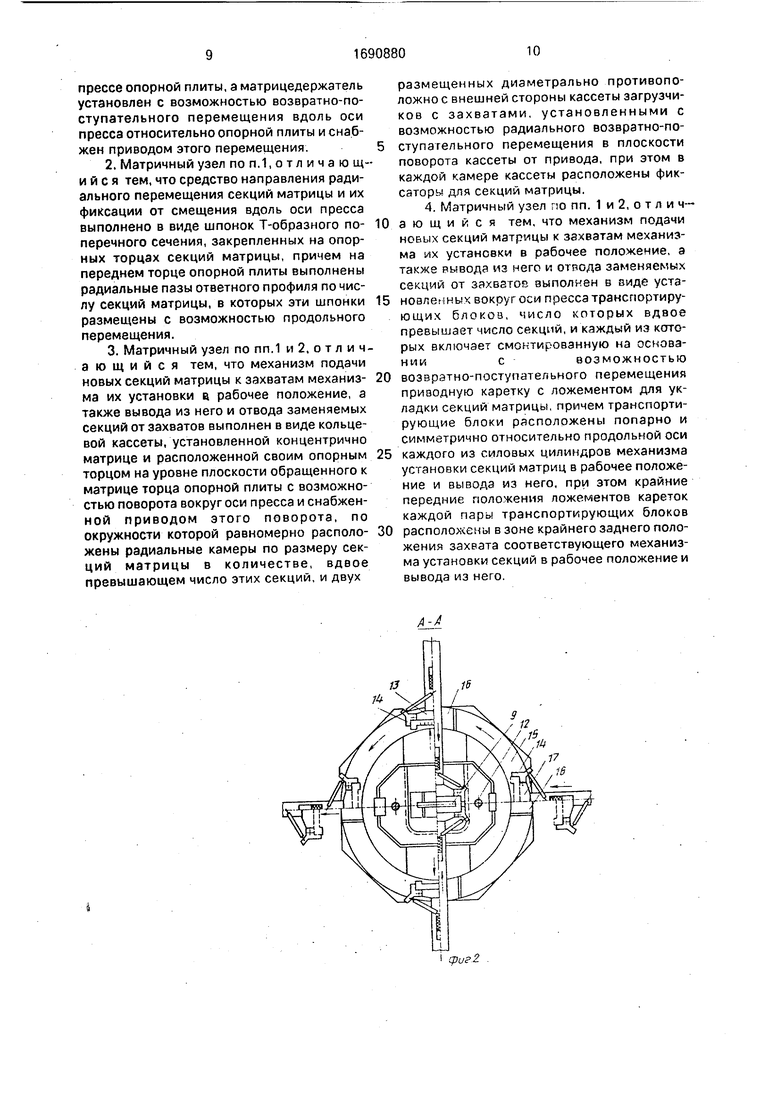
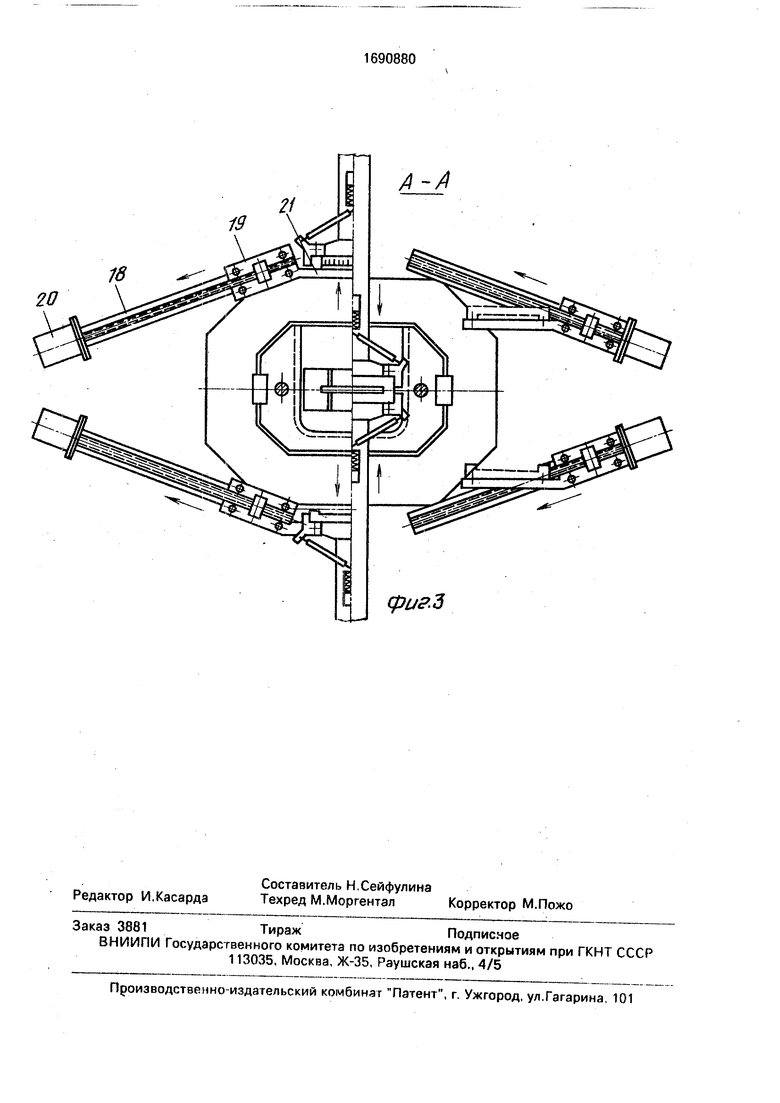
На фиг.1 показан матричный узел на прессе с придвинутым к нему контейнером в момент окончания прессования основного профильного сечения изделия (вверху) и с отведенным для замены профильной матрицы на законцовочную контейнером (внизу); на фиг.2 - механизм подачи секций матрицы к захватам их установки в рабочую позицию, выполненный в виде кольцевой кассеты с загрузчиками (вид со стороны контейнера, матрицедержатель не показан); на фиг.З - механизм подачи секций, выполненный в виде транспортирующих блоков, включающих подвижные каретки с ложементами (вид со стороны контейнера, матрицедержатель не показан).
Матричный узел смонтирован на мундштуке 1 пресса. В вертикальном пазу 2 мундштука 1 закреплена опорная плита 3. Со стороны, противоположной контейнеру 4, мундштук 1 контактирует опорной поверхностью с расположенным позади опорной поперечины 5 раздвижным затвором 6. На переднем торце опорной плиты 3 установлены с возможностью перемещения в ради- альном относительно оси пресса направлении секции 7 разъемной матрицы. В сомкнутом положении эти секции 7 образуют расположенный на оси 8 пресса рабочий канал 9. На опорной плите 3 установлен матрицедержатель 10, в осевом отверстии 11 которого размещена разъемная матрица. Указанное отверстие выполнено коническим, расширяющимся в направлении его опорной поверхности. При этом установленная в отверстии матрица контактирует с торцовой поверхностью закрепленной на прессе опорной плиты 3.
Матрицедержатель 10 установлен с возможностью возвратно-поступательного пеpeMej-цения вдоль оси пресса относительно опорной плиты 3 и снабжен приводом этого перемещения в виде двух силовых цилиндров (не показаны), расположенных на заднем торце мундштука 1 и связанных с матрицедержателем 10 с помощью двух продольных тяг 12. Кроме того, матричный узел содержит механизм установки секций 7 матрицы в рабочее положение на оси
пресса и вывода из него, включающий размещенные своими продольными осями в направлениях радиального перемещения указанных секций силовые цилиндры с тягами 13 по количеству секций, которые снабжены захватами 14, обращенными к оси пресса.
Матричный узел снабжен средством направления радиального перемещения секций 7 матрицы и их фиксации в рабочем
положении от смещения вдоль оси пресса. Указанное средство выполнено в виде шпонок Т-образного поперечного сечения (не показаны), закрепленных на опорных торцах секций 7 матрицы. На переднем торце
опорной плиты 3 выполнены радиальные пазы ответного профиля по числу секций матрицы. Указанные шпонки размещены в этих пазах с возможностью продольного перемещения.
Матричный узел включает механизм подачи новых секций 7 матрицы к захватам 14 механизма их установки в рабочее положение. Этот механизм используется также для отвода заменяемых секций от захватов
,14, Механизм может быть выполнен в виде, кольцевой кассеты 15, установленной кон- центрично матрице 7, расположенной своим опорным торцом на уровне плоскости обращенного к матрице торца опорной плиты 3 с возможностью поворота вокруг оси пресса и снабженной приводом этого поворота. По окружности кассеты 15 равномерно расположены радиальные камеры 16 по размеру секций 7 матрицы в количестве, вдвое
превышающем их число. С внешней стороны кассеты 15 диаметрально противоположно размещены два загрузчика 17 с захватами, установленными с возможностью радиального возвратно-поступательного перемещения в плоскости поворота кассеты 15 от привода. При этом в каждой камере 16 кассеты 15 расположены фиксаторы для секций 7 матрицы.
Механизм подачи новых секций 7 матрицы к захватам 14 и отвода от них заменяемых секций может также состоять из установленных вокруг оси пресса транспортирующих блоков, число которых вдвое превышает число секций матрицы. Каждый блок включает основание 18 и смонтированную на нем с возможностью возвратно-поступательного перемещения каретку 19, привод 20 каретки и ложемент 21 для укладки секций матрицы, установленный на обращенном к захвату 14 торце каретки 19, Основание 18 блока может быть либо закреплено непосредственно на прессе, либо смонтировано на специальной раме, установленной отдельно на фундаменте. Привод каретки 20ч может состоять из электродвигателя и ходового винта, пропущенного через закрепленную на каретке 19 гайку. Транспортирующие блоки расположены попарно и симметрично относительно продольной оси каждого из силовых цилиндров механизма установки секций матрицы в рабочее положение и вывода из него, При этом крайние передние положения ложементов 21 кареток 19 каждой пары транспортирующих блоков расположены в зоне крайнего заднего положения захвата 14 соответствующего механизма установки секций в рабочее положение и вывода из него.
Прессование изделий периодического сечения с использованием матричного узла осуществляется следующим образом.
Для установки в рабочую позицию секций 7 матрицы, рабочий канал который соответствует участку изделия основного профильного сечения, на стадии наладки пресса их подают к захватам 14 механизма установки. Если механизм подачи новых секций матрицы к захватам 14 и отвода от них изменяемых секций основан на использовании кольцевой кассеты 15, то, перемещая загрузчики 17 в горизонтальной плоскости подают их с внешней стороны кассеты 15 в радиальные камеры 16 последней. Размеры камер 16 соответствуют размерам секций, что позволяет закреплять их в камерах фиксаторами.
Затем кассету 15 при помощи привода поворачивают вокруг оси 8 пресса на угол, необходимый для того, чтобы камеры с секциями оказались напротив захватов 14 механизма их установки в рабочее положение на оси 8 пресса. Матрицедержатель 10 отводят от опорной плиты 3 вдоль оси 8 пресса в сторону контейнера 4 при помощи привода и продольных тяг 12. Захваты 14 зажимают секции и перемещают их из камер кассеты 15 в радиальном направлении к оси 8 пресса. При этом перемещение осуществля- ется в плоскости обращенного к матрице торца опорной плиты 3, в которой размещен опорный торец кассеты 15. По достижении опорной плиты 3 конец шпонки Т-образного поперечного сечения, закрепленной на
0 опорном торце каждой секции матрицы, входит в радиальный паз ответного профиля на этой плите, который играет роль направляющей при дальнейшем радиальном перемещении.
5 После подачи секций матрицы в рабочее положение раскрывают захваты 14 и отводят их в исходное положение. Матрицедержатель 10 при помощи привода возвратно-поступательного перемещения вдоль оси 8 пресса
0 сдвигают в сторону опорной плиты 3 При этом матрица фиксируется в его осевом коническом отверстии 11с образованием рабочего канама 9. В этом же направлении перемещают контейнер 4 до упора в матри5 цедержатель 10. Задняя поверхность матрицы контактирует с торцовой поверхностью закрепленной на прессе опорной плиты 3.
Затем переходят непосредственно к
0 процессу прессования. В контейнер 4 пресса загружают исходную заготовку 22 и через пресс-шайбу 23 передают на нее усилие пресс-штемпеля 24. При этом заготовка 22 выдавливается в рабочий канал 9 матрицы 5 происходит прессование участка изделия основного сечения, Рабочее усилие прессования передается через матрицу 7, опорную плиту 3, мундштук 1 и затвор 6 на переднюю станину пресса. По достижении заданной
0 длины прессуемого участка процесс останавливается, снимая давление с пресс- штемпеля.
Для переналадки пресса на прессование законцовочной части изделия пресс5 штемпель 24, контейнер 4 с находящимися в нем пресс-шайбой 23 и недопрессованной частью заготовки 22 отводят от матрицы на величину хода, превышающую длину матри- цедержателя 10. Одновременно в этом же
0 направлении отводят Матрицедержатель 3 при помощи тяг 12 привода возвратно-поступательного перемещения вдоль оси 8 пресса. При этом отпрессованная часть из - делия перемещается вдоль оси 8 пресса
5 вместе с заготовкой 22, а секции 7 матрицы зафиксированы на торце опорной плиты 10 от осевого смещения с помощью находящихся в ее пазах шпонок Т-образного поперечного сечения,
Таким образом, секции 7 матрицы свободно выходят из отверстия 11 матрицедер- жателя 10, что обеспечивается конической формой этого отверстия. Затем к секциям матрицы подводят захваты 14 механизма их вывода из рабочего положения, зажимают их и перемещают в радиальном направлении от оси 8 пресса в камеры 16 кольцевой кассеты 15, где и закрепляют при помощи1 фиксаторов. Ориентация радиального перемещения секций осуществляется при помощи шпонок Т-образного поперечного сечения. Одновременно в свободные камеры 16, число которых соответствует числу занятых камер, при помощи загрузчиков 17 подают секции законцовочной матрицы.
После этого кассету 15 поворачивают вокруг оси 8 пресса до тех пор, пока камеры с секциями законцовочной матрицы не окажутся напротив захватов 14, а камеры с секциями профильной матрицы - напротив загрузчиков 17, и в указанной последовательности устанавливают на ось пресса секции законцовочной матрицы, вынимая секции профильной матрицы из окон кассеты 15 при помощи загрузчиков 17. Затем подводят к законцовочной матрице контейнер 4 с заготовкой 22, пресс-шайбой 23 и пресс-штемпелем 24 и осуществляют прессование законцовочного участка изделия аналогично прессованию участка основного сечения.
При использовании транспортирующих блоков, включающих ложементы 21 на каретках 19, для подачи новых секций матрицы к захватам 14 и отвода от них заменяемых секций, процесс их установки и смены протекает следующим образом. На расположенные с одной стороны пресса ложементы 21, отведенные от оси пресса, с помощью крана укладывают секции 7 профильной матрицы. При помощи привода 20 перемещают каретки 20 вместе с ложементами 21 в крайние передние положения, соответствующие зоне крайнего заднего положения захватов 14 механизма установки секций в рабочее положение, Здесь секции снимают с ложементов 21 захватами 14, подают на ось пресса и производят прессование участка изделия основного сечения, соблюдая указанную последовательность действий.
Для переналадки пресса на прессование законцовочного участка изделия секции профильной матрицы выводят из рабочего положения при помощи захватов 14. Затем эти секции укладывают на подведенные в зону крайнего заднего положения захватов 14 ложементы 21, обслуживающие профильные секции матрицы. Поскольку общее число ложементов 21 вдвое превышает число секций одной матрицы, имеются свободные ложементы для размещения секций законцовочной матрицы. Эти секции помещают
на отведенные от оси пресса ложементы 21, размещенные симметрично относительно продольной оси каждого из силовых цилиндров с противоположной стороны пресса. Затем отводят из зоны крайнего заднего
0 положения захватов 14 первую группу ложементов 21 и подводят вторую группу. Сняв захватами 14 с ложементов 21 второй группы секции законцовочной матрицы, их устанавливают в рабочее положение на ось 8
5 пресса и приступают к прессованию законцовочного участка изделия аналогично прессованию участка основного сечения профиля.
Таким образом, использование предла0 гаемого матричного узла обеспечивает повышение производительности прессования за счет сокращения подготовительно-заключительного времени на наладку и переналадку оборудования и улучшение условий
5 труда за счет механизации смены матриц. Формула изобретения 1. Матричный узел пресса для прессования изделий периодического сечения, содержащий опорную плиту и
0 матрицедержатель, в осевом отверстии которого размещена разъемная секционная матрица, секции которой установлены с возможностью перемещения в радиальном относительно оси пресса направлении, а
5 также содержащий механизм установки секций матрицы в рабочее положение и вывода из него, включающий размещенные своими продольными осями в направлениях радиального перемещения указанных сек0 ций силовые цилиндры с тягами по количеству секций, отличающийся тем, что, с целью повышения производительности прессования за счет сокращения подготовительно-заключительного времени процесса
5 и улучшения условий труда за счет механизации смены матриц, матричный узел снабжен средством направления радиального перемещения секций матрицы и их фиксации в рабочем положении от смещения
0 вдоль оси пресса, тяги механизма установки секций матрицы в рабочее положение снабжены захватами, сам матричный узел снабжен механизмом подачи новых секций матрицы к указанным захватам и отвода от
5 них заменяемых секций, а отверстие матри- цедержателя выполнено коническим, расширяющимся в направлении его опорной поверхности, при этом установленная в упомянутом отверстии матрица контактирует с торцовой поверхностью закрепленной на
прессе опорной плиты, а матрицедержатель установлен с возможностью возвратно-поступательного перемещения вдоль оси пресса относительно опорной плиты и снабжен приводом этого перемещения.
размещенных диаметрально противоположно с внешней стороны кассеты загрузчи- ков с захватами, установленными с возможностью радиального возвратно-поступательного перемещения в плоскости поворота кассеты от привода, при этом в каждой камере кассеты расположены фик- сзторы для секций матрицы.
(риг 2
20
А-А
фигЗ
| Матвеев Б.И., Журавлев Ф.В | |||
| Технология прессования профилей переменного и периодического сечений из легких сплавов.- М.: Оборонгиз | |||
| Автоматический сцепной прибор американского типа | 1925 |
|
SU1959A1 |
| Горный компас | 0 |
|
SU81A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
