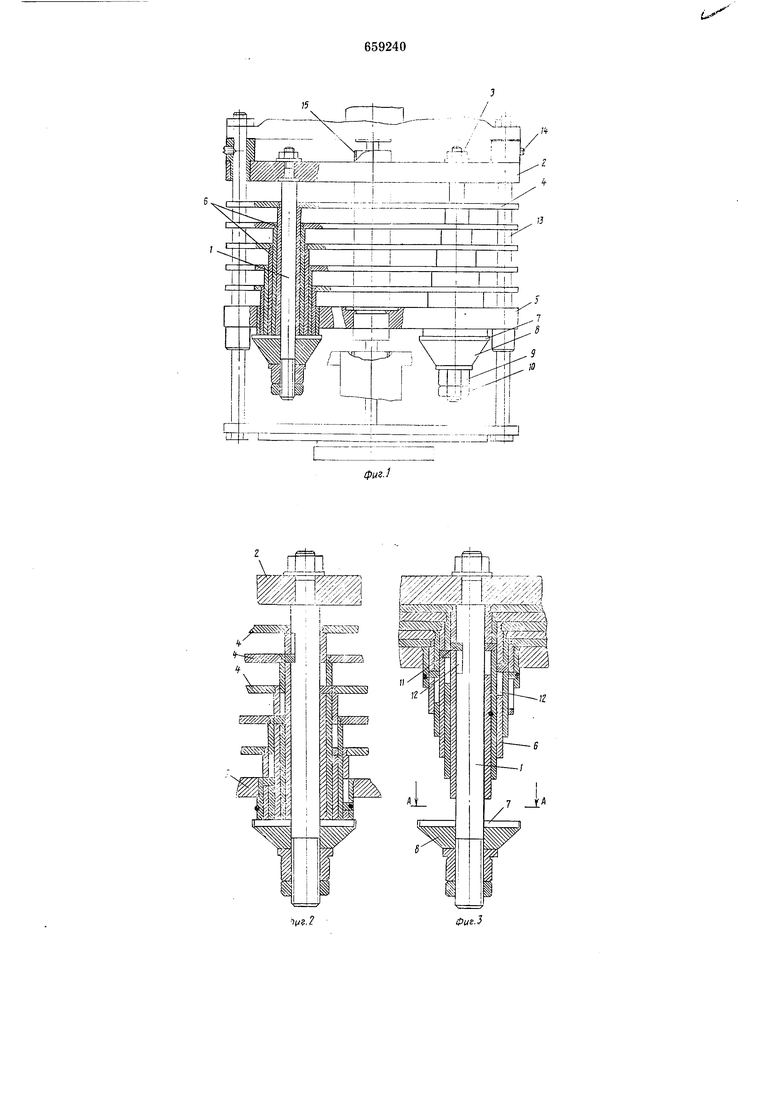
9 и 10. Во втулках 6 находятся упоры 11, выступающие концы которых размещены в продольных пазах 12 охватываемых втулок и штанги.
Весь блок кассет совместно с механизмом их настройки крепится на щтангах 13 устройства для гофрирования посредством стопорпых винтов 14.
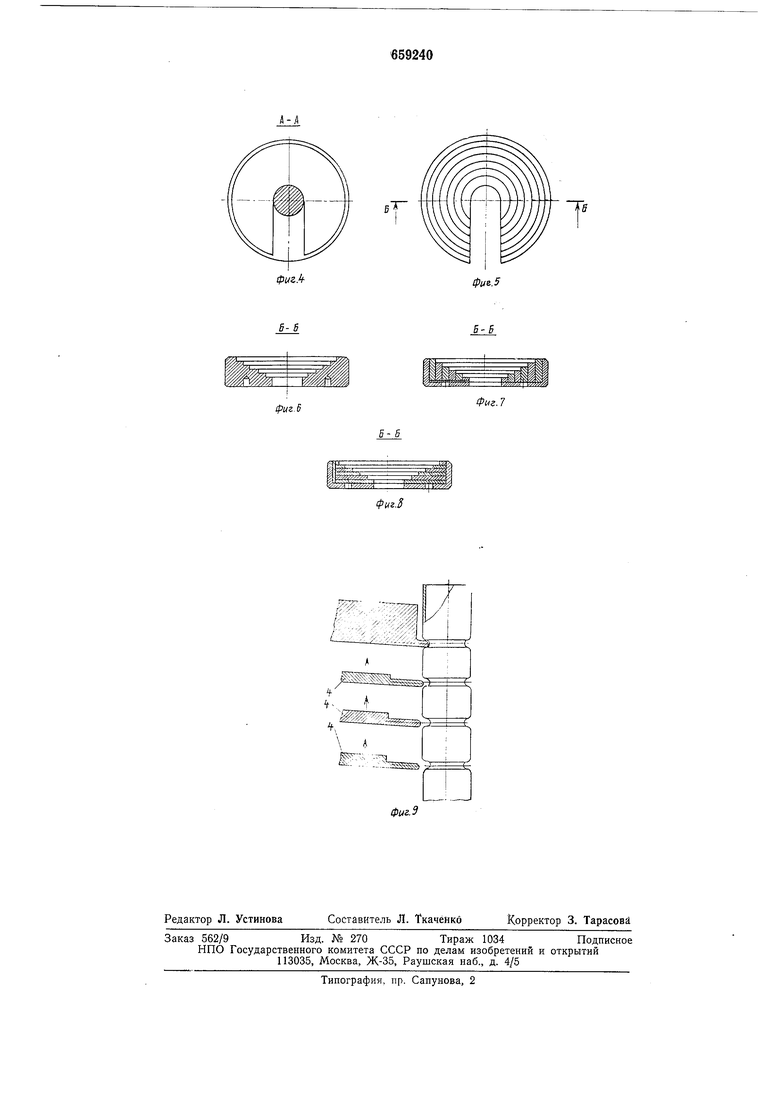
Шайбы -7 имеют сквозной радиальный паз, позволяющий осуществлять их замену без разборки механизма, и могут быть выполнены плоскими и ступенчатыми.
Механизм работает следующим образом.
В исходном положении втулки 6 опираются на опоры 8 через шайбы 7, а связанные с их верхними концами кассеты 4 и 5 раздвинуты и установлены с шагом гофрирования. Трубка-заготовка 15 проходит через рабочее окно каждой из кассет и герметизируется зажимами. С момента начала осадки кассеты одна за другой, начиная с нижней кассеты 5, поднимаются, формуя гофр за гофром, до соприкосновения с верхней кассетой 2, при этом цилиндрические втулки 6, перемещаясь вдоль шта-нг 1, выполняют роль дополнительных направляющих, гарантируя плоскопараллельное сближение пакета кассет.
После сброса давления, разгерметизации трубки, отвода зажимов блок раскрывают и извлекают сильфон, а кассеты 4 и 5 и связанные с ними втулки 6 под действием собственного веса и упоров 11 опускаются на шайбы 7, обеспечивая настройку кассет с требуемой величиной шага.
Если трубка-заготовка изготовлена с уменьшенным шагом канавок, то наличие упоров 11 позволяет осуществить ее формовку без нанесения вмятин. При фиксации трубки в кассетах ближайшая к верхней
кассета 2 поднимается, подняв посредством упора И, скользящего в пазу ее втулки, следующую втулку п связанную с ней кассету. Поскольку все втулки связаны упорами, то они все поднимутся, причем каждая на требуемую для корректировки шага накатки величину.
Перенастройка пакета кассет на другой шаг осуществляется посредством ступенчатых шайб 7.
Применение ступенчатых сменных шайб позволяет повысить производительность труда при формовании сильфонов.
Формула изобретения
1.Механизм настройки кассет для гофрирования труб, содержащий две консольно и -неподвижно закрепленные штанги, на
каждой из которых установлена опора и размещены концентрично и с возможностью относительного перемещения до опоры втулки по числу кассет, отличающийся тем, что, с целью возможности изменения шага
между кассетами, каждая штанга снабжена охватывающей ее опорной сменной шайбой, лежащей на соответствующей опоре, а на каждой втулке с внутренней стороны закреплен упор, входящий в соответствующий
паз, выполненный в последующей втулке.
2.Механизм по п. 1, отличающийся тем, что опорная сменная шайба выполнена со ступенчатой поверхностью со стороны втулок.
Источники информации,
принятые во внимание при экспертизе
1.Патент Франции № 1247469, кл. В 21D, 1960.
2.Авторское свидетельство СССР № 188472, кл. В 21D 15/06, 1964.
:i&
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм расстановки кассет матричного блока для гидроформовки сильфонов | 1988 |
|
SU1579605A1 |
| Станок для изготовления металлических бесшовных шлангов с гофром, выполненным по винтовой линии | 1950 |
|
SU105793A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ ГОФРИРОВАННЫХ КОНУСОВ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2014 |
|
RU2574551C1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ТРУБ | 1998 |
|
RU2148458C1 |
| Механизм расстановки на заданный шаг матриц машины для гидроформовки сильфонов | 1980 |
|
SU902911A1 |
| Устройство для поперечного гофрирования полосового материала | 1981 |
|
SU963612A1 |
| Устройство для гофрирования ленты | 1977 |
|
SU617116A1 |
| КУЛЬТИВАТОР | 1995 |
|
RU2090025C1 |
| Устройство для изготовления труб с кольцевыми гофрами | 1980 |
|
SU882682A1 |
| Устройство для изготовления сильфонов | 1974 |
|
SU978975A1 |
т
