Изобретение относится к обработке металлов давлением, в частности к устройствам для изготовления гофрированных труб гидравлическим способом, и может быть использовано во всех отраслях машинострое- ния для осуществления поступательного перемещения ряда ведомых элементов механизмов с удвоенным увеличением хода (скорости) каждого последующего ведомого элемента.
Цель изобретения - расщирение технологических возможностей за счет бесступенчатого регулирования щага.
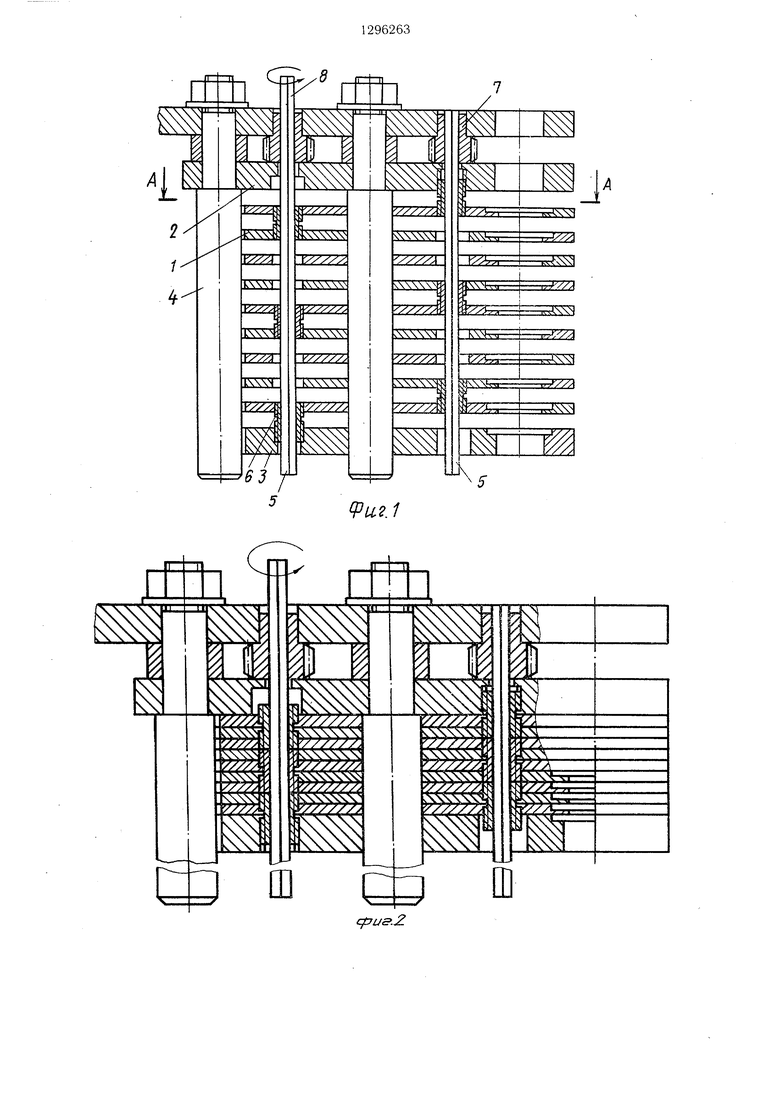
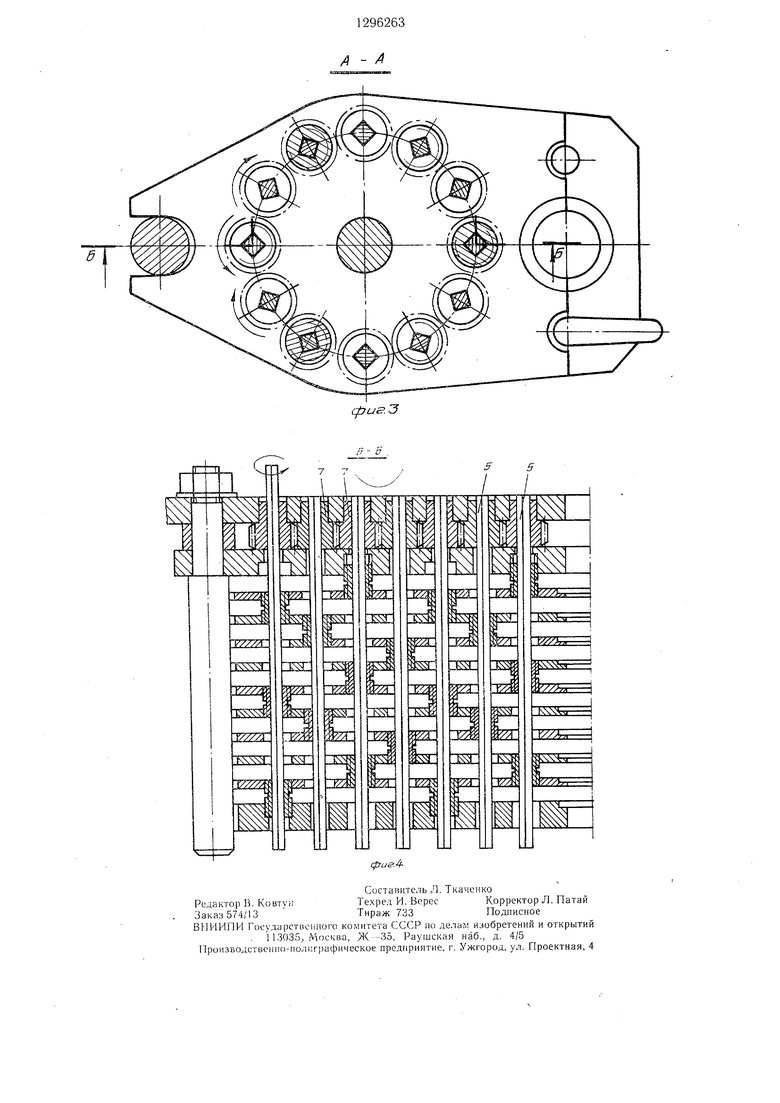
На фиг. 1 изображен механизм настройки кассет для гофрирования сильфонов в начальный момент настройки, разрез; на фиг. 2 - то же, в конце формовки; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 3.
Механизм настройки кассет 1 матричного блока, содержащего кроме кассет 1 подвижную 2 и неподвижную -3 матрицы и на- правляющие щтанги 4, оси 5, проходящие через соединительные втулки 6, размещенные в отверстиях матриц 2 и 3 и кассет 1. Оси 5 и втулки 6 размещены по окружности с центром на оси кассет.
В отверстиях кассет 1 выполнена резьба последовательно чередующегося направления, а на концах втулок 6 - винтовая нарезка, также противоположного направления. Механизм настройки включает также узел вращения осей 5, состоящий из цилиндрических колес 7, установленных на указанны/осях и имеющих одинаковый диаметр. Одна из осей имеет хвостовик 8, связывающий ее с приводом (не показан). Механизм настройки работает следующим образом.
При вращении приводной оси с хвостовиком 8 крутящий момент передается всем осям 5 через закрепленные на них цилиндрические зубчатые колеса 7 и далее всем резьбовым втулкам 6. При этом оси 5 совместно со щтангами 4 вращаются по и про- тив часовой стрелки. В зависимости от этого втулки 6, имеющие с противоположных концов разную по направлению резьбу, также поочередно обращены концами с одноименной резьбой в одну сторону, что при на- личии синхронного вращения всех втулок 6 обеспечивает в результате равномерное плоскопараллельное сближение или раздвижение матриц и их точную расстановку на заданный щаг. После закрепления заготовки (не показана) с началом осадки вращение на приводной вал передается в направлении, при котором матрица 3 и кассеты 1 сближаются до необходимого предела, одновременно формируя все гофры. После съема матрицы (и кассеты) разводят в исходное положение, вращая приводную ось с хвое товиком 8 в противоположном направлений. Наличие кинематической связи между матрицами и кассетами в виде винтовой пе
редачи позволяет осуществлять точную расстановку кассет на заданный щаг в боль- щом диапазоне, что расщиряет пределы использования одного механизма и устраняет необходимость изготовления ряда механизмов для производства сильфонов, близких по своим геометрическим характеристикам.
Параллельное применение нескольких винтовых передач для соединения соседних кассет создает необходимую жесткость механизма.
Возможность синхронного равномерного плоскопараллельного сближения кассет обеспечивает одновременно формирование всех гофров сильфона. Это позволяет регулировать давление рабочей жидкости в процессе формовки, что улучщает условия деформации заготовки на разных ее стадиях и способствует уменьщению брака.
Испытания предлагаемого механизма расстановки и плоскопараллельного перемещения матриц мащины для гидроформовки сильфонов подтвердили его работоспособность, надежность и щирокие функциональные возможности.
Формула изобретения
1.Механизм настройки кассет матричного блока для гофрирования сильфонов, содержащий соединительные втулки, установленные на осях в соосных сквозных отверстиях кассет симметрично относительно центральной оси кассет с возможностью перемещения вдоль осей, отличающийся тем, что, с целью расщирения технологических возможностей за счет обеспечения бесступенчатого регулирования щага, он снабжен дополнительными осями с установленными на них соединительными втулками, размещенными по окружности с центром на оси кассет и с диаметром, равным расстоянию между имеющимися осями, и узлом вращения осей с равными угловыми скоростями и с противоположным направлением вращения соседних осей, в отверстиях соседних кассет выполнена резьба последовательно чередующегося направления, а каждая втулка выполнена с винтовой нарезкой на наружной поверхности противоположного направления на концах, обращенных концами с одноименной резьбой в одном и том же направлении и связана с двумя соседними кассетами, при этом втулки соседних осей размещены ступенчато.
2.Механизм по п. 1, отличающийся тем, что узел вращения осей выполнен в виде последовательно взаимодействующих цилиндрических колес, установленных на осях механизма и имеющих одинаковый диаметр, .а одна из осей выполнена приводной.
3.Механизм по пп. 1 и 2, отличающийся тем, что его оси выполнены квадратного сечения.
Vu.1
cpus.2
fpue.:3
, / - о
фие.4Составитсль Л. Ткаченко Техред И. ВересКорректор Л. Патай
Тираж 733Подписное
ВНИИПИ Государствсшюге комитета СССР по делам изобретений и открытий
113033, Москва, Ж--35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Редактор В. Ковтун Заказ 574/13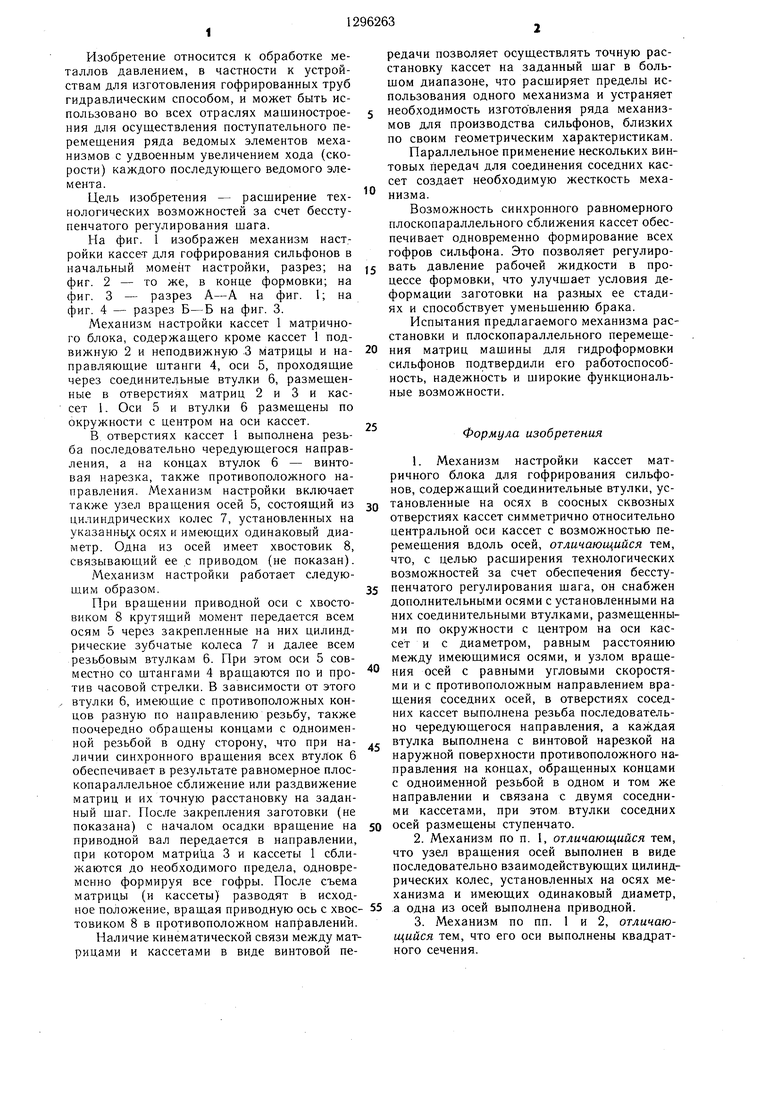
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм настройки кассет для гофрирования труб | 1976 |
|
SU659240A1 |
| Механизм расстановки кассет матричного блока для гидроформовки сильфонов | 1988 |
|
SU1579605A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЕВРОННОГО ЗАПОЛНИТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2341347C2 |
| Механизм расстановки на заданный шаг матриц машины для гидроформовки сильфонов | 1980 |
|
SU902911A1 |
| Устройство для гидроформования сильфонов | 1979 |
|
SU854509A1 |
| Станок для изготовления гофрированных изделий | 1982 |
|
SU1098611A1 |
| Устройство для изготовления труб с кольцевыми гофрами | 1980 |
|
SU882682A1 |
| Инструментальный блок для гидравлического формования сильфонов | 1989 |
|
SU1697933A1 |
| Устройство для гидравлического формования сильфонов | 1984 |
|
SU1242279A1 |
| Устройство для формирования сильфонов повышенной эластичности | 1975 |
|
SU554044A1 |
Изобретение относится к обработке металлов давлением, в частности к механизмам настройки кассет матричных блоков для гофрирования СИЛЬФОНОВ. Цель изобретения - расширение технологических возможностей механизма за счет обеспечения бесступенчатого регулирования шага между кассетами (К). Механизм содержит втулки, установленные на осях (О) по окружностям, центры которых находятся на оси К. Втулки (В) имеют на концах противоположно направленную резьбу. Отверстия в соседних К, в которых установлена каждая В, также имеют противоположно направленную резьбу. Одна из О связана с приводом, а на всех О смонтированы цилиндрические зубчатые колеса для враш.е- ния О. При включении привода все О, а с ними и В начинают врашаться, сообшая плоскопараллельное перемеш,ение и сближение К. Это обеспечивает одновременное формование всех гофров сильфона, улучшает условия деформации заготовки на разных стадиях. 2 з.п. ф-лы, 4 ил. te (Л to со 05 to 05 ОО
| Механизм настройки кассет для гофрирования труб | 1976 |
|
SU659240A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
