Изобретение относится к производству гибкого абразивного инструмента, конкретно к способу его изготовления, и может быть использовано для обработки сложнопрофильных поверхностей в различных отраслях промышленности.
Известен гибкий абразивный инструмент, состоящий из текстильной основы, аппрета, клеевой связки и абразивных зерен [1].
Инструмент такого типа имеет недостаточную стойкость, особенно при шлифовании с высоким давлением. При высокой износостойкости зерен происходит интенсивное выкрашивание как отдельных зерен, так и вместе со связкой, что объясняется недостаточной прочностью соединения абразивного покрытия с основой инструмента.
Известен гибкий абразивный инструмент, содержащий текстильную основу с ворсом в виде петель, на концах которых расположено абразивное покрытие [2] .
Такой инструмент благодаря низкой склонности к засаливанию позволяет производить обработку пластичных материалов на свободной ветви абразивной ленты. В то же время при обработке деталей с прижимным роликом наблюдается сильное смятие ворса и в результате в работе будут участвовать участки петель, свободные от абразива, что препятствует непосредственному контакту абразивных зерен с обрабатываемой поверхностью.
Наиболее близким по технической сущности к заявляемому техническому решению является абразивный инструмент, где в качестве основы используют ткань из полиэфира, которую прокатывают под давлением при температуре 93-193оС для получения гладкой поверхности, на которую затем может быть нанесен мелкозернистый абразив [3].
Очевидно, что такой инструмент имеет ограниченную область применения, т.к. его можно применять только для полирования. Кроме того, повышение прочности прокатанного материала происходит только в направлении ориентации макромолекул, в перпендикулярном направлении прочность сильно уменьшается, что может привести к расслоению полимера.
Целью изобретения является увеличение стойкости инструмента.
Указанная цель достигается тем, что по способу изготовления гибкого абразивного инструмента, при котором производят нагрев текстильной основы из полимерных нитей, ее прокатку под давлением, нанесение абразива и закрепление его связкой, в качестве основы берут текстильное полотно, в структуру которого входят термопластичные полимерные нити связки, причем полимерные нити основы имеют большую температуру текучести, чем температура текучести нитей связки, а нанесение абразива производят перед нагревом связки до температуры текучести или перед прокаткой, при этом образование связки из полимерных нитей осуществляют при температуре, равной или большей их температуры текучести, а прокатку под давлением ведут при температуре, равной или меньшей, чем температура размягчения полимерных нитей связки. Разность температуры текучести полимерных нитей основы и полимерных нитей связки составляет не менее 20оС.
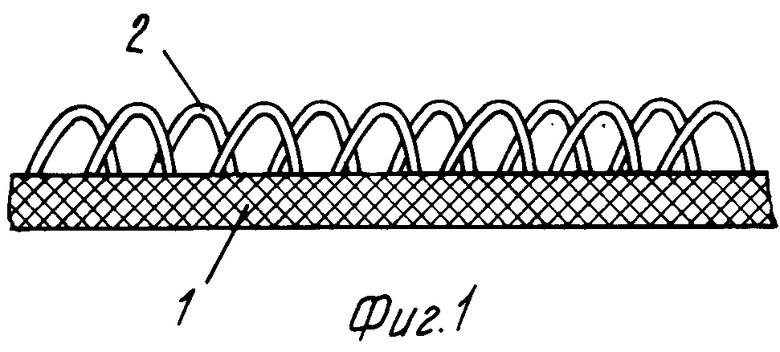
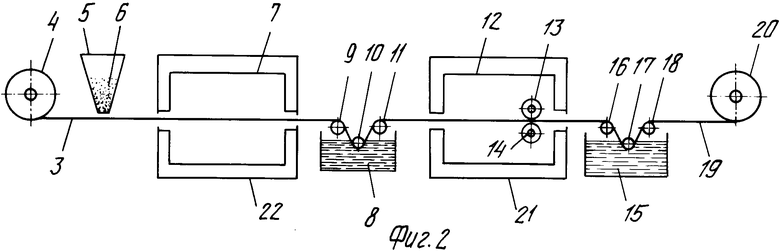
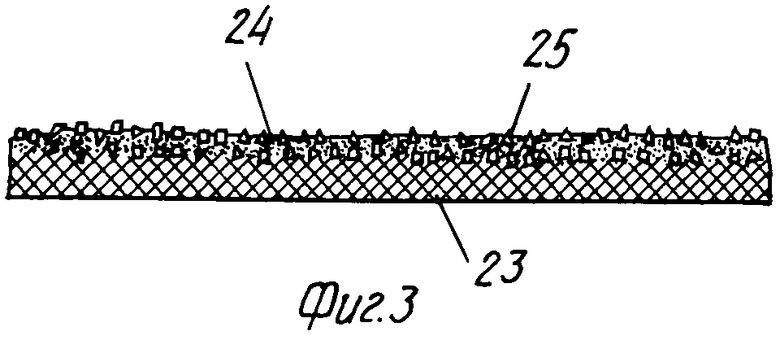
На фиг. 1 изображена конструкция исходной текстильной ленты; на фиг. 2 - технологическая линия по изготовлению гибкого абразивного инструмента согласно изобретению; на фиг. 3 - конструкция полученного гибкого абразивного инструмента.
В качестве исходного материала для изготовления гибкого абразивного инструмента по заявляемому способу берут текстильное полотно (фиг. 1), состоящее из грунта 1 и ворса 2. Причем полимерный материал нитей, составляющих грунт, должен иметь температуру текучести выше, чем материал нитей, образующих ворс.
Способ изготовления гибкого абразивного инструмента заключается в следующем. Полотно 3 (фиг. 2) сматывают с барабана 4 и на его ворсовую поверхность наносят с помощью устройства 5 абразивные зерна 6. В проходной печи 7 полотно нагревается несколько выше температуры текучести для перевода материала нитей, образующих ворс, в вязкотекучее состояние. Затем полученный полуфабрикат охлаждается ниже температуры размягчения в ванне 8 с помощью роликов 9-11. В проходной печи 12 производится нагрев полуфабриката до температуры размягчения связки и прокатка его под давлением между валиками 13 и 14. После охлаждения в ванне 15 с помощью роликов 16-18 полученный абразивный инструмент 19 сматывается на приводной барабан 20. Для предотвращения термоокислительной деструкции полимера проходные печи 7 и 12 заключают в кожухи 21 и 22, в которые подают азот.
Гибкий абразивный инструмент, изготовленный по заявляемому способу, содержит армирующую основу 23, связующий материал 24 и абразивные зерна 25 (фиг. 3).
Пример конкретного осуществления способа. В качестве исходного материала для изготовления гибкого абразивного инструмента по заявляемому способу берется текстильное полотно, грунт 1 которого состоит из полиэфирных комплексных нитей "белан" (линейная плотность 25 текс), а ворс 2-из полиамидных нитей (линейная плотность 25 текс). Температуры текучести и размягчения полиэфирных нитей составляют соответственно 246-250оС и 235оС, а полиамидных составляет 212-219оС и 170оС. Полотно 3 сматывают с барабана 4 и на ворсовую поверхность с помощью устройства 5 наносят абразивные зерна 6 (карбид бора, зернистость 100 мкм). В проходной печи 7 полотно вместе с абразивными зернами нагревают до температуры 230оС для перевода нитей, составляющих ворс, в вязкотекучее состояние. Затем полученный полуфабрикат в ванне 8 с помощью роликов 9-11 охлаждается ниже температуры размягчения связки.
В проходной печи 12 производится нагрев полуфабриката до температуры размягчения связки и прокатка его между валками 13 и 14. Зазор между валками составляет 2 мм. После охлаждения в ванне 15 с помощью роликов 16-18 полученный абразивный инструмент сматывается на приводной барабан 20 с линейной скоростью 0,025 м/с.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИБКИЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ | 1989 |
|
RU2030285C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОГО АБРАЗИВНОГО ИНСТРУМЕНТА | 1990 |
|
RU2083351C1 |
| Способ абразивной обработки | 1984 |
|
SU1258682A1 |
| Способ шлифования отверстий малых диаметров | 1986 |
|
SU1351755A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕЗВИЙ СКАЛЬПЕЛЕЙ | 1990 |
|
RU2025189C1 |
| Способ обработки отверстий | 1980 |
|
SU931391A1 |
| Способ абразивной обработки | 1985 |
|
SU1328178A2 |
| СПОСОБ ВОЛОЧЕНИЯ НАГРЕВОСТОЙКОГО КАБЕЛЯ | 1992 |
|
RU2060852C1 |
| СПОСОБ ПРЕССОВАНИЯ ПОРОШКОВОГО МАТЕРИАЛА | 1990 |
|
RU2007272C1 |
| Паста для металлизации конденсаторной керамики | 1991 |
|
SU1766890A1 |
Использование: при производстве гибкого абразивного инструмента для обработки сложнопрофильных поверхностей в различных отраслях промышленности. Сущность изобретения: способ изготовления гибкого абразивного инструмента заключается в том, что в качестве основы берут текстильное полотно, в структуру которого входят термопластичные полимерные нити связки. Полимерные нити основы имеют большую температуру текучести, чем температура текучести нитей связки. Нанесение абразива производят перед нагревом основы до температуры текучести нитей связки или перед прокаткой. Образование связки из полимерных нитей осуществляют при температуре, равной или большей их температуры текучести. Прокатку под давлением основы с абразивом ведут при температуре, равной или меньшей, чем температура размягчения полимерных нитей связки. Разность температуры текучести полимерных нитей основы и полимерных нитей связки составляет не менее 20 град. 1 з.п.ф-лы, 3 ил.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| СПОСОБ ДИАГНОСТИКИ СТАТИЧЕСКИХ НАРУШЕНИЙ СКЕЛЕТА У БОЛЬНЫХ С ВЕРТЕБРОГЕННЫМИ БОЛЕВЫМИ СИНДРОМАМИ | 2008 |
|
RU2386392C1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
