Изобретение относится к деревообрабатывающей промышленности и может быть использовано при сортировании листовых материалов, в частности фанеры.
Известно устройство для транспортировки и укладки листовых материалов, содержащее v приемно-подающий транспортер, приемные столы и средство для укладки листов. Для поперечного перемещения листов в устройстве используется несколько пар приводных прижимных роликов, а также щелевые вакуумные камеры, расположенные перед каждым приемным столом.
Недостатками указанного устройства являются высокий расход электроэнергии на питание вентиляторов, создающих вакуум, а также дополнительные трудозатраты на переформирование стоп фанеры в транспортабельные пачки согласно действующим
нормативам, что требует также дополнительных производственных площадей
Наиболее близким к предлагаемому является сортировщик фанеры, который состоит из приемной роликовой платформы, загрузчика с подъемным столом, входного роликового конвейера, кантователя для переворота листов со столом осмотра поверхности листа, транспортирующего конвейера, сортовых секций, выводных конвейеров, системы адресования и автоматического управления, механизма маркировки.
Однако в известном устройстве время, затрачиваемое на переворачивание листа кантователем, удлиняет продолжительность цикла сортировки, так как оператор это время для осмотра листов не использует, При сортировке тонкой и коробленой фанеры надежность срабатывания кантователя снижается, так как в этих случаях Maccd
XI
сл
k ю
i ист я недостаточна для того, чтобы соскальзывание его вдоль изправляющх было бы гарантировано, и возникают задержки.
Адресованные в секции листы перемещаются с большой скоростью и останавливаются в них, ударяя о стенку секции, что значительно повышает уровень шума. Вы- кэ ыбаемьТё из сортировщика стопы фанеры необходимо переоформировать в транспортабельные пачки. При этом используют ручную обвязку, что требует дополнительной производственной площади. Целью изобретения является повышение производительности работы устройства.
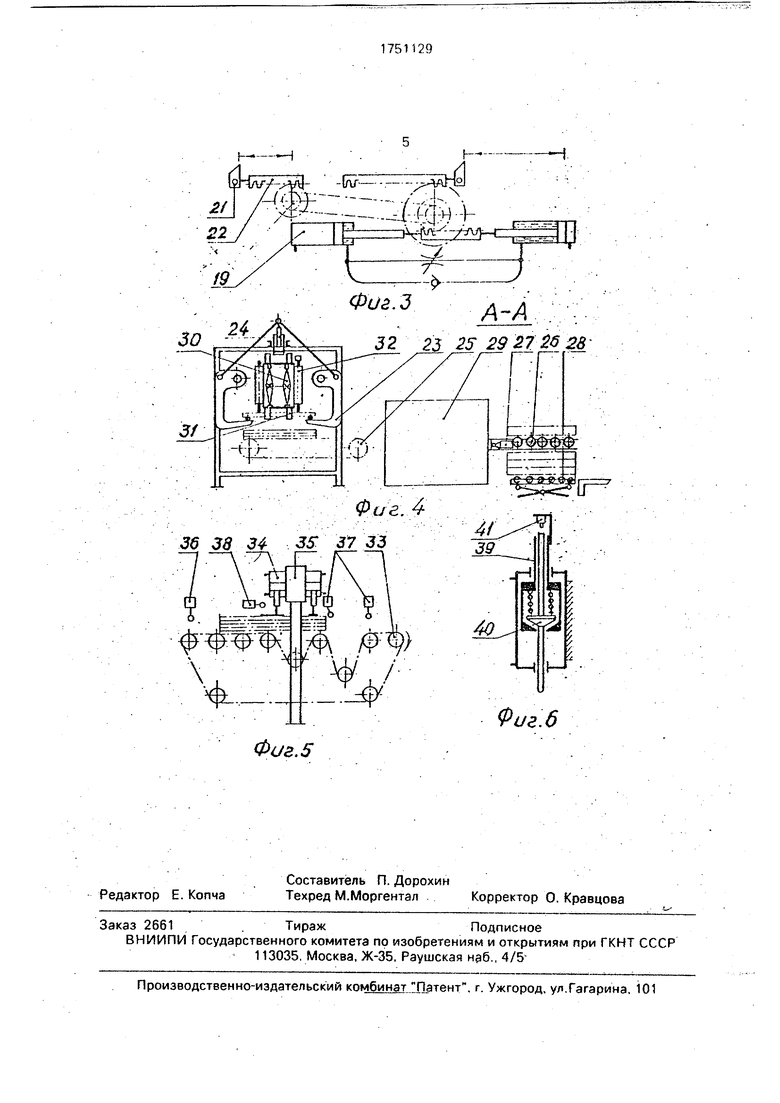
На фиг.1 изображено устройство, вид сбоку; на фиг, 2 - то же, вид сверху; на фиг.З - механизм загрузкм-выгрузки листов; на фиг.4 - сортовые секции, разрез; на фиг.5 - устройство пневмоцилиндров, фиксирующих толщину пачек.
Устройство содержит приемную роликовую платформу 1 (фиг.1), загрузчик с подъ- емным столом 2, на раме которого смонтирован толкатель 3, первый роликовый стол 4 осмотра поверхности фанерного листа, роликовый стол 5 ожидания и роликовый маркировочный механизм б с верхним прижимом 7.
В состав устройства также входят роторный кантователь 8 листов с храповым механизмом 9 его вращения, кулисой 20, фиксатором 10, конечным выключателем 11, механизмом 12 загрузки-выгрузки (фиг.З). Непосредственно за роторным кантователем расположен второй роликовый стол 13 осмотра поверхности листа с вторым маркировочным механизмом 14, роликовая секция 15 ускорения с роликовым столом 16 ожидания и пультом 17 управления, Далее последовательно размещены сортовые секции 18,
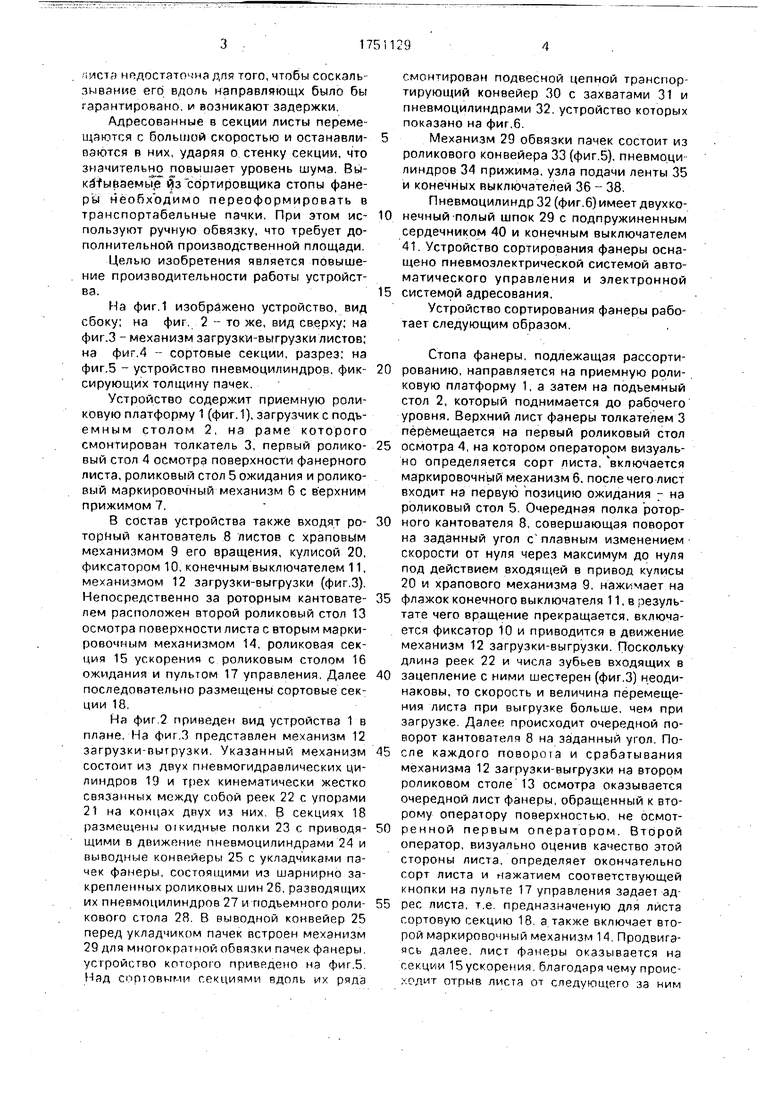
На фиг 2 приведен вид устройства 1 в плане. На Фиг 3 представлен механизм 12 загрузки-выгрузки. Указанный механизм состоит из двух пневмогидравлических цилиндров 19 и трех кинематически жестко связанных между собой реек 22 с упорами 21 на концах двух из них В секциях 18 размещены обидные полки 23 с приводящими в движение пневмоцилиндрами 24 и выводные конвейеры 25 с укладчиками пачек фанеры, состоящими из шарнирно закрепленных роликовых шин 26, разводящих их пневмоцилиндров 27 и подъемного роликового стола 28 В выводной конвейер 25 перед укладчиком пачек встроен механизм 29 для многократной обвязки пачек фанеры усфойство которого приведено на фиг,5 Над енотовыми секциями вдоль их ряда
смонтирован подвесной цепной транспортирующий конвейер 30 с захватами 31 и пневмоцилиндрами 32, устройство которых показано на фиг,6.
Механизм 29 обвязки пачек состоит из
роликового конвейера 33 (фиг.5), пневмоци линдров 34 прижима, узла подачи ленты 35 и конечных выключателей 36 - 38.
Пневмоцилиндр 32 (фиг.6) имеет двухконечный полый шпок 29 с подпружиненным сердечником 40 и конечным выключателем 41. Устройство сортирования фанеры оснащено пневмоэлектрической системой автоматического управления и электронной
системой адресования.
Устройство сортирования фанеры работает следующим образом.
Стопа фанеры, подлежащая рассортированию, направляется на приемную роликовую платформу 1, а затем на подъемный стол 2, который поднимается до рабочего уровня. Верхний лист фанеры толкателем 3 перемещается на первый роликовый стол
осмотра 4, на котором оператором визуально определяется сорт листа, включается маркировочный механизм 6. после чего лист входит на первую позицию ожидания - на роликовый стол 5. Очередная полка роторного кантователя 8, совершающая поворот на заданный угол с плавным изменением скорости от нуля через максимум до нуля под действием входящей в привод кулисы 20 и храпового механизма 9, нажимает на
флажок конечного выключателя 11, в результате чего вращение прекращается, включается фиксатор 10 и приводится в движение механизм 12 загрузки-выгрузки. Поскольку длина реек 22 и числа зубьев входящих в
зацепление с ними шестерен (фиг.З) неодинаковы, то скорость и величина перемещения листа при выгрузке больше, чем при загрузке Дале происходит очередной поворот кантователя 8 на заданный угол. Поеле каждого поворота и срабатывания механизма 12 загрузки-выгрузки на втором роликовом столе 13 осмотра оказывается очередной лист фанеры, обращенный к второму оператору поверхностью, не осмот0 ренной первым оператором. Второй оператор, визуально оценив качество этой стороны листа, определяет окончательно сорт листа и нажатием соответствующей кнопки на пульте 17 управления задает ад5 рее листа, т.е предназначеную для листа сортовую секцию 18 а также включает второй маркировочный механизм 14 Продвигаясь далее, лист фанеры оказывается на секции 15 ускорения благодаря чему проис- /одиг отрыв листа от следующего за ним
потока листов, затем лист перемещается на второй роликовый стол 16 ожидания. Подошедший к листу очередной захват 31 подвесного цепного конвейера 30 продвигает лист по откидным полкам 23 (фиг.4) до сек- ции, в которую он адресован. В момент нахождения в этой секции сигнал электронной системы адресования включает пневмоци- линдр 24, который откидывает полки 23 в стороны, и лист падает вниз на цепи вывод- ного конвейера 25, формируя пачку. При этом лист сопровождается выдвигающимся штоком 39 пневмоцилиндра 32 (фиг,6) и при достижении заданной высоты пачки подпружиненный сердечник 40 своим нижним концом упирается в верхний лист пачки фанеры, а верхним концом нажимает на конечный выключатель 41, включая выводной конвейер 25 и перемещая пачки в механизм 29 для многократной обвязки, При входе пачки в механизм 29 (фиг.5) конечным выключателем 36 приводится в действие роликовый конвейер 33, пачка продвигается вперед, затем останавливается конечным выключателем 37 в заданной точке, включая пневмоцилиндры 34 прижима и узел 35 подачи обвязочной ленты. После обвязки пачки возвращающийся в исходное положение шток пневмоцилиндра 34 посредством конечного выключателя 38 обеспечивает еле- дующее включение роликового конвейера 33, пачка перемещается на новую позицию для наложения второй ленты, после чего конвейер 33 передает обвязанную пачку на роликовые шины 26, которые пневмоцилин- драми 27 отводятся в стороны, вследствие чего пачка фанеры проваливается между ними на подъемный стол 28, который после этого опускается на расстояние, равное толщине пачки фанеры. После формирования полной стопы, состоящей из нескольких пачек фанеры, стопа выкатывается из укладчика.
Использование изобретения позволяет сэкономить производственную площадь и улучшить условия труда.
Формула изобретения Устройство для сортирования листовых материалов, содержащее установленные на станине по ходу технологического процесса приемную роликовую платформу, загрузчик с подъемным столом, приводной роторный кантователь, кинематически связанное с ним средство загрузки и выгрузки листового материала, включающее упоры для листов, стол для осмотра поверхности листа, транспортирующий конвейер, сортовые секции, выводные конвейеры, систему адресования и автоматического управления и механизм маркировки, отличающееся тем, что. с целью повышения производительности работы устройства, средство загрузки и выгрузки листового материала выполнено в виде двух пневмогидроцилиндров и трех кинематически связанных между собой зубчатых реек, одна из которых жестко связана со штоками цилиндров, а на концах двух других смонтированы соответствующие упоры для листов, при этом сортовые секции снабжены средствами, фиксирующими толщину пачки, выполненными в виде пневмоцилин- ров с полыми штоками, несущими конечные выключатели, и расположенными в этих полостях подпружиненными сердечниками, имеющими возможность контакта с конечными выключателями штока, а выводные конвейеры снабжены механизмами обвязки пачек с прижимными пневмоцилиндрами и конечными выключателями для многократной обвязки пачек, причем привод роторного кантователя содержит храповой механизм и связанную с ним кулису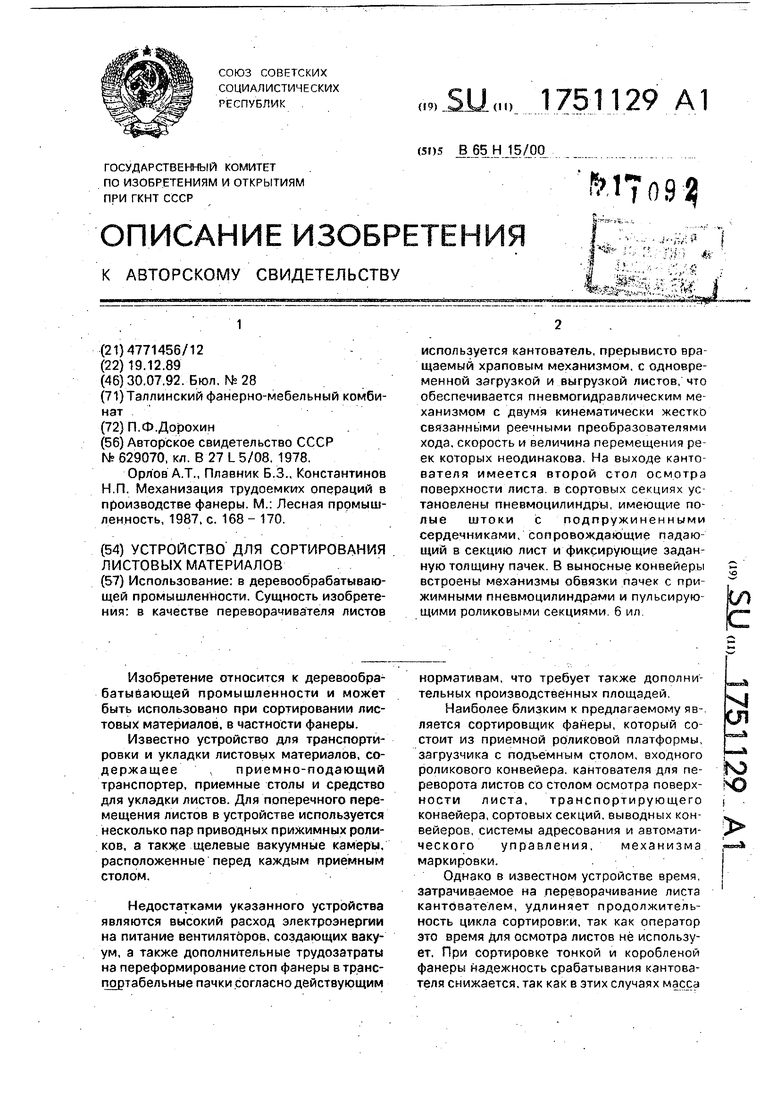
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сортирования сухого лущеного шпона | 1988 |
|
SU1579781A1 |
| Линия форматной обрезки листовых материалов | 1982 |
|
SU1065190A1 |
| Машина для обработки ценных бумаг | 1975 |
|
SU740165A3 |
| АВТОМАТИЧЕСКИЙ УКЛАДЧИК СТАЛЬНЫХ ХОЛОДНОГНУТЫХ ПРОФИЛЕЙ ТИПА П И С | 2024 |
|
RU2828529C1 |
| Установка для укладки предметов в тару | 1987 |
|
SU1433852A2 |
| Установка для укладки предметов в тару | 1982 |
|
SU1041421A1 |
| Устройство для формирования и прессования пачек из листового материала | 1987 |
|
SU1500597A1 |
| Поточная линия для изготовления и упаковки, например, школьных тетрадей | 1959 |
|
SU131359A1 |
| Поточная линия для заключительной отделки текстильных полотен | 1989 |
|
SU1647056A1 |
| Устройство для подачи профильного проката в пресс-ножницы | 1982 |
|
SU1038116A1 |
Использование: в деревообрабатывающей промышленности. Сущность изобретения: в качестве переворачивателя листов используется кантователь, прерывисто вращаемый храповым механизмом, с одновременной загрузкой и выгрузкой листов, что обеспечивается пневмогидравлическим механизмом с двумя кинематически жестко связанными реечными преобразователями хода, скорость и величина перемещения ре ек которых неодинакова. На выходе кэнто вателя имеется второй стол осмотра поверхности листа в сортовых секциях ус тановлены пневмоцилиндры, имеющие полые штоки с подпружиненными сердечниками, сопровождающие падающий в секцию лист и фиксирующие заданную толщину пачек В выносные конвейеры встроены механизмы обвязки пачек с прижимными пневмоцилиндрами и пульсирующими роликовыми секциями 6 ил
3fc
-f
I Ж
- -rX-гГ- J - lL о
I . ,,. t / I J 7
l л0
с
&7/(/ l $ ЪС
62USit
/
I-f
.
b
ta
jt.
i-EBsra
r
u
(-..- /( 1/V.jte .
4- r --.
Фаг.З
36 38 34 35 37 3d
Фиг. 5
-.
-$.A-A
32
Фиг. 4
Фиг.6
| Устройство для транспортировки и укладки листовых материалов | 1974 |
|
SU629070A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
| Орлов А.Т., Плавник Б.З., Константинов Н.П | |||
| Механизация трудоемких операций в производстве фанеры | |||
| М.: Лесная промышленность, 1987, с | |||
| Приспособление, заменяющее сигнальную веревку | 1921 |
|
SU168A1 |
