Известнее загрузчй ки штучнЫ.Ч И плоских грузов состоят из приемного и качающегося ленточного транспортеров, подъемного стола, Перемещающегося на ходу движения груза, и наклонного рольганга, закрепленного на конце лодъемного стола-транспортера. Подъемный стол имеет автоматический шаговый подъем .с помощью рычажных механизмов типа «Нюрнбергские ножницы с приводом от гидроцилиндров. Однако штабелирующая машина не может непрерывно загружать длинномерные, эластичные грузы, например Протекторы, на откидные полки стеллажей, устанавливаемых по обе стороны от продольной оси направления основного потока груза, из-за отсутствия устройств поперечного смещения труза влево или вправо. Целью изобретения является механизация и повыщение эффективности операций загрузки заготовок протекторов и поперечного их перемещения с подъемного стола на полки стеллажей при отборе заготовок с ноточной протекторной линии.
Согласно изобретению в схеме загрузчика качающийся ленточный транспортер щарнирно связан с подъемным столом, выполненным в виде рольганга для приема заготовок, роликами «которого расположены .поворотные рычаги -с поперечными роликами, л естко связанные с поворотным валом. По обе стороны подъе:много стола предусмотрены левые и правые откидные ленточные транспортеры. Приводные барабаны имеют автономный привод и установлены -на поворотном валу новоротных рычагов. Такое выполнение загрузчика обеспечивает механизированный отбор заготовок протекторов с отборочного рольганга поточной протекторной линпи; полуавтоматический подъем заготовок протекторов
на уровень полок стеллажей; автоматическую подачу заготовок протекторов с помощью поворотных рычагов и откидных транспортеров поперек подъемного стола и укладку заготовок протекторов па полки-стеллажи.
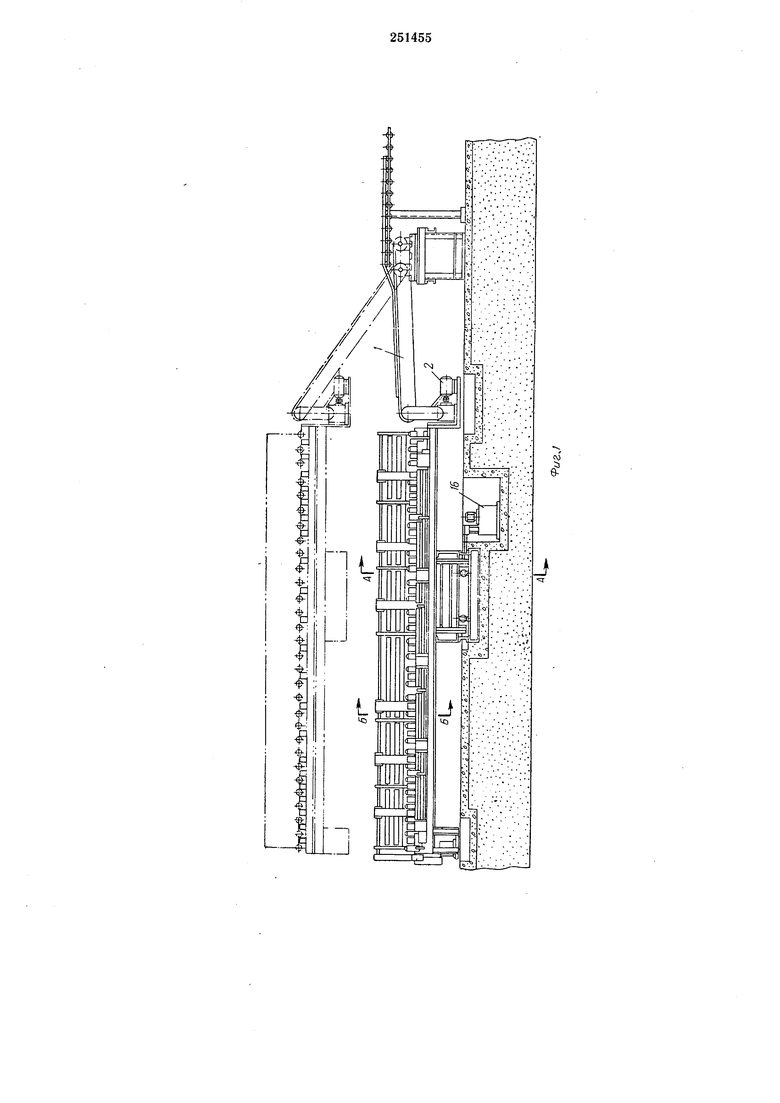
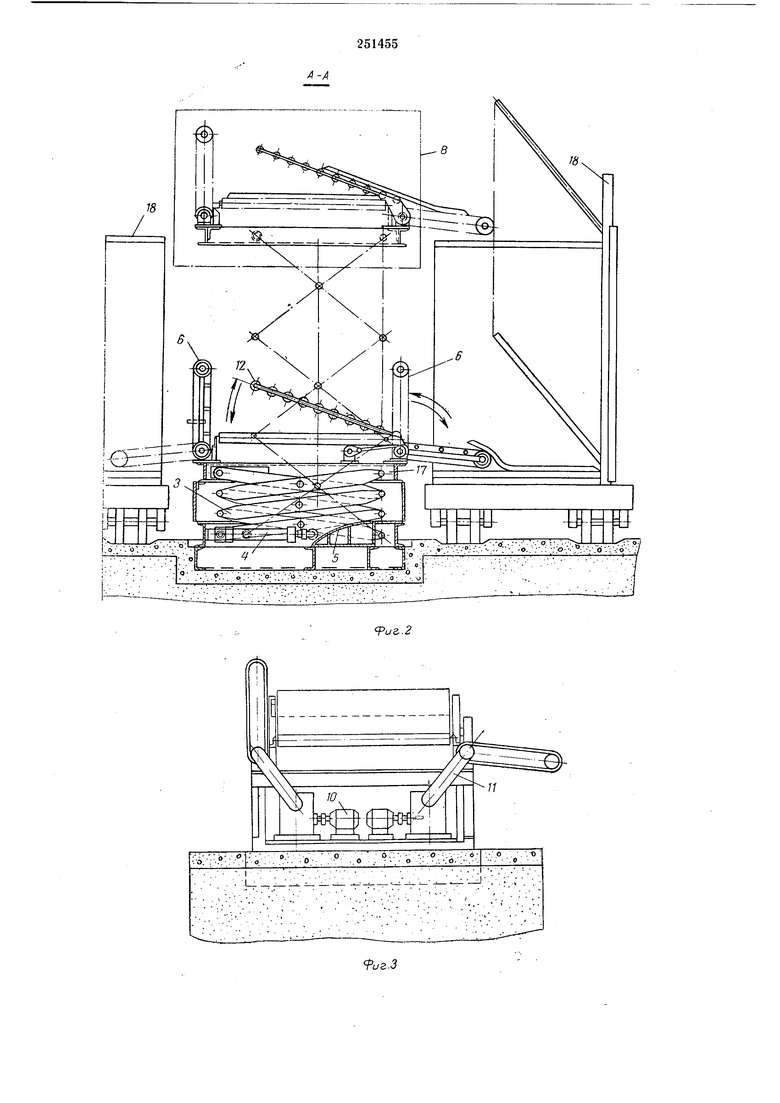
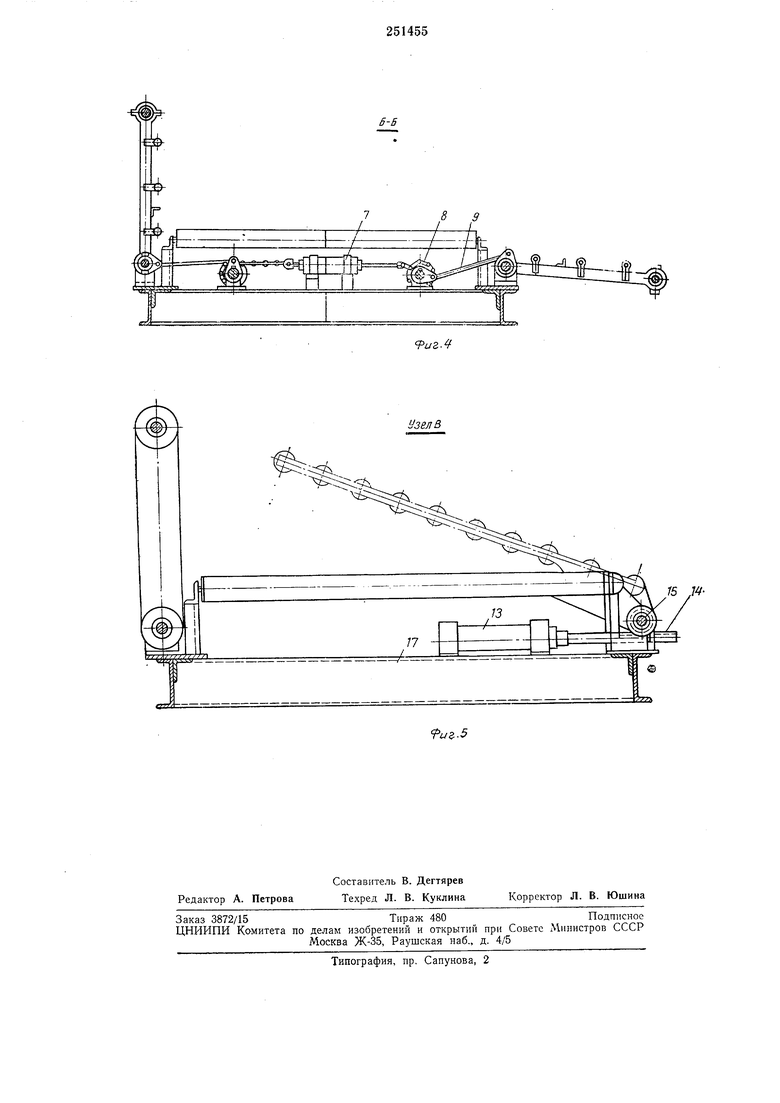
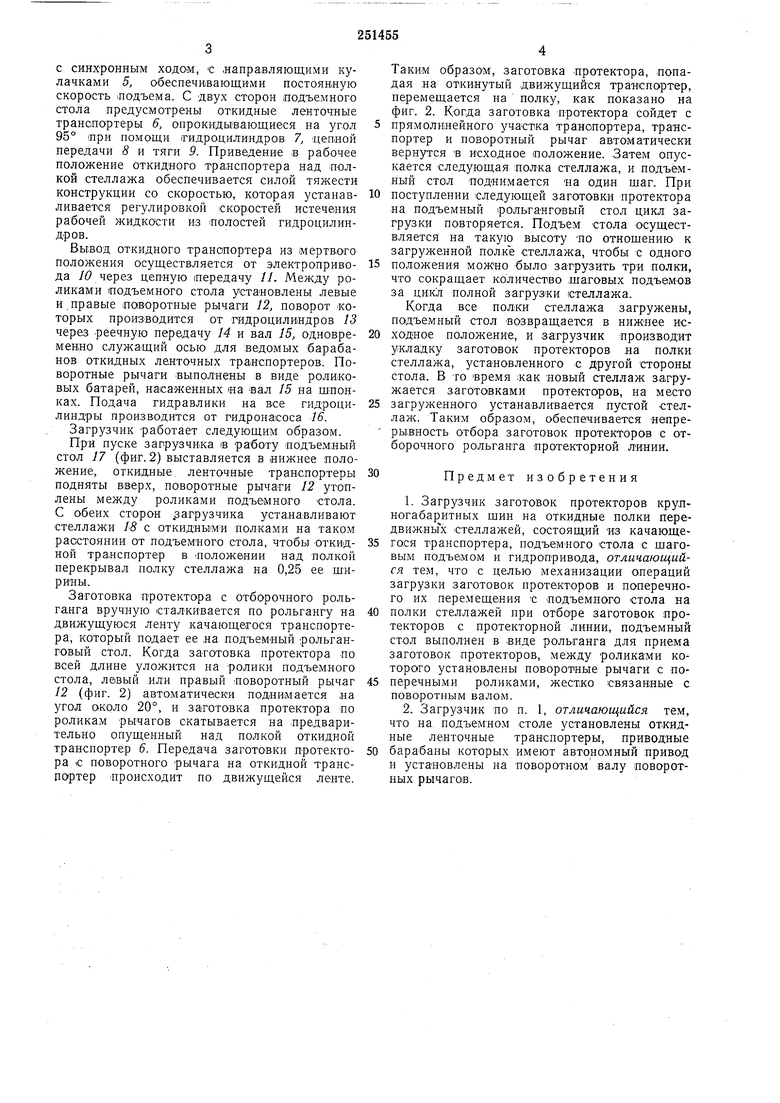
На фиг. 1 приведен загрузчик, общий вид; на фиг. 2 - разрез по А-А на фиг. 1; на, фиг. 3 показан узел вывода откидного транспортера; на фиг. 4 - разрез по Б-Б на фиг. 1; на фиг. 5 - узел В на фиг. 2.
Загрузчик состоит из качающегося ленточного транспортера 1 с приводом 2. Подъем стола осуществляется подъемником 5 от гидропривода. Конструкция подъемника представляет собой рычажный механизм типа
«Нюрнбергские ножницы и позволяет малым
ходом штока гидроцилиндра осуществлять
шаговый подъем стола от нижней до верхней
иолок стеллажа.
с синхронным ходом, с .направляющими кулачками 5, обеспечивающими постоянную скорость лодъема. С двух сторон .подъемного стола предусмотрены откидные ленточные транспортеры 6, опрокидывающиеся на угол 95° при помощи гидроцилиндров 7, цепной передачи 8 и тяги 9. Приведение в рабочее положение откидного транспортера над полкой стеллажа обеспечивается силой тяжести конструкции со скоростью, которая устанавливается регулировкой скоростей истечения рабочей жидкости из .-полостей гидроцилиндров.
Вывод откидного транспортера из (мертвого положения осуществляется от электропривода 10 через цепную передачу //. Между роликами подъемного стола установлены левые и,правые паворотные рычаги 12, поворот которых производится от гидроцилиндров 13 через реечную передачу 14 и вал 15, одновременно служащий осью для ведомых барабанов откидных ленточных транспортеров. Поворотные рычаги выполнены в виде роликовых батарей, насаженных «а вал 15 на шпонках. Подача гидравлики на все гидроцилиндры производится от гидрона соса 16.
Загрузчик работает следующим образом.
При пуске загрузчика в работу -подъемный стол 17 (фиг. 2) выставляется в нижнее положение, откидные, ленточные транспортеры подняты вверх, поворотные рычаги 12 утоплены между роликами подъемного стола. С обеих сторон .загрузчика уста.навливают стеллажи 1-8 с откидными полками на таком расстоянии от подъемного стола, чтобы откидной транспортер в положении над полкой перекрывал полку стеллажа на 0,25 ее ширины.
Заготовка протектора с отборочного рольганга вручную сталкивается по рольгангу на движущуюся ленту качающегося транспортера, который подает ее .на подъемный рольганговый стол. Когда заготовка протектора по всей длине уложится на ролики подъемного стола, левый .или правый поворотный рычаг 12 (фиг. 2) автоматически поднимается на угол около 20°, и заготовка протектора по ролика.м рычагов скатывается на предварительно опущенный над полкой откидной транспортер 6. Передача заготовки протектора с поворотного рычага на откидной транспортер происходит по движущейся ленте.
Таким образом, заготовка .протектора, попадая .на откинутый .движущийся транспортер, перемещается на полку, как показано на фиг. 2. Когда заготовка протектора сойдет с
прямолинейного участка транспортера, транспортер и поворотный рычаг автоматически вернутся в исходное положение. Затем опускается следующая полка стеллажа, и по.дъемный стол поднимается на один шаг. При
поступлении следующей заготовки протектора на подъемный рольганговый стол цикл загрузки повторяется. Подъем стола осуществляется на такую высоту по отношению к загруженной иол.ке стеллажа, чтобы с одного
положения можно было загрузить три полки, что сокращает количество шаговых подъемов за цикл полной загрузки стеллажа.
Когда все полки стеллажа загружены, подъемный стол возвращается в нижнее исходное положение, и загрузчик производит укладку заготовок протекторов на полки стеллажа, установленного с другой стороны стола. В то время .как новый стеллаж загружается заготовками протекторов, на место
загруженного устанавливается пустой стеллаж. Таким образом, обеспечивается непрерьшность отбора заготовок протекторов с отборочного рольганта протекторной линии.
предмет изобретения
1.Загрузчик заготовок протекторов крупногабаритных шин на откидные полки передвиж.ньГх 1стеллажей, состоящий пз качающегося транспортера, подъемного стола с шаговым подъемом и гидропривода, отличающийся тем, что с целью механизации операций загрузки заготовок протекторов и поперечного их перемещения с подъемного стола на
полки стеллажей при отборе заготовок протекторов с протекторной линии, подъемный стол выполнен в виде рольганга для приема заготовок протекторов, между роликами которого установлены поворотные рычаги с поперечными роликами, жестко связанные с поворотным валом.
2.Загрузчик по п. 1, отличающийся тем, что на подъемном столе установлены откидные ленточные транспортеры, приводные
барабаны которых имеют автономный привод и установлены на поворотном валу поворотных рычагов.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ УКЛАДКИ В СТОПУ ПРОТЕКТОРНЫХ ЛЕНТ | 1971 |
|
SU295690A1 |
| Устройство для укладки в стопу плоских предметов | 1975 |
|
SU648432A1 |
| Устройство для передачи заготовок протекторов | 1980 |
|
SU956295A1 |
| Агрегат для изготовления заготовок протекторов велосипедных покрышек | 1973 |
|
SU504667A1 |
| Устройство для сортировки и укладки заготовок | 1981 |
|
SU977340A1 |
| Устройство для укладки заготовок протекторов | 1980 |
|
SU973390A1 |
| Подъемно-перегрузочное устройство для штучных грузов | 1981 |
|
SU988716A1 |
| Линия для изготовления стекол "триплекс | 1979 |
|
SU975601A1 |
| Поточная линия для окончательной обработки и комплектации пакетов лифтовых направляющих | 1971 |
|
SU450751A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ЗАГОТОВОК ПРОТЕКТОРОВ К СБОРОЧНОМУ БАРАБАНУ | 1979 |
|
SU860404A1 |