Фие.г
л158
Изобретение- относится к рЈ1,иотех- нике и может быть использовано в производстве волноводов, особенно с малыми размерами каналов.
Цель изобретения - повышение электрогерметичности волновода. Л На фиг. 1 показаны составные части волновода; на фиг. 2 - волновод после процесса сварки.
Изготовление волновода осуществляется следующим способом.
Корытообразный корпус 1 и крышку 2 изготавливают механическим способом и притирают. На поверхности 3 наносят покрытие, например, серебро толщиной не менее 5-6 мкм. После этого покрытие на свариваемых участках уплотняют методом притирки на лекальной стеклянной плите марки ЛК-5, предварительно шлифованной алмазным кругом без применения притирочных паст. При этом происходит выравнивание микрорельефа за счет шероховатости шлифованной стеклянной плиты практически без снятия металла.
Составные части волновода: корытообразный корпус 1 и крышку 2 сжимают
5
5
0
и помещают в печь с защитно-восстановительной средой, например с водородом. Процесс сварки осуществляется при 560-580°С в течение 30 мин. После выдержки при температуре сварки детали охлаждают вместе с приспособлением в защитно-восстановительной среде до температуры не более 150°С.
Выравнивание микрорельефа свариваемых участков приводит к увеличению площади их фактического контакта и, следовательно, повышению электрогерметичности волновода.
Формула изобретения Способ изготовления волновода пакетированной конструкции, включающий изготовление составных частей, нанесение прослоя металла на их поверхности, сборку, сжатие и диффузионную сварку, отличающийся тем, что, с целью повешения электрогерметичности волновода прослой металла на свариваемых участках механически уплотняют до сборки, а процесс диф- (фузионной сварки проводят в защитновосстановительной среде.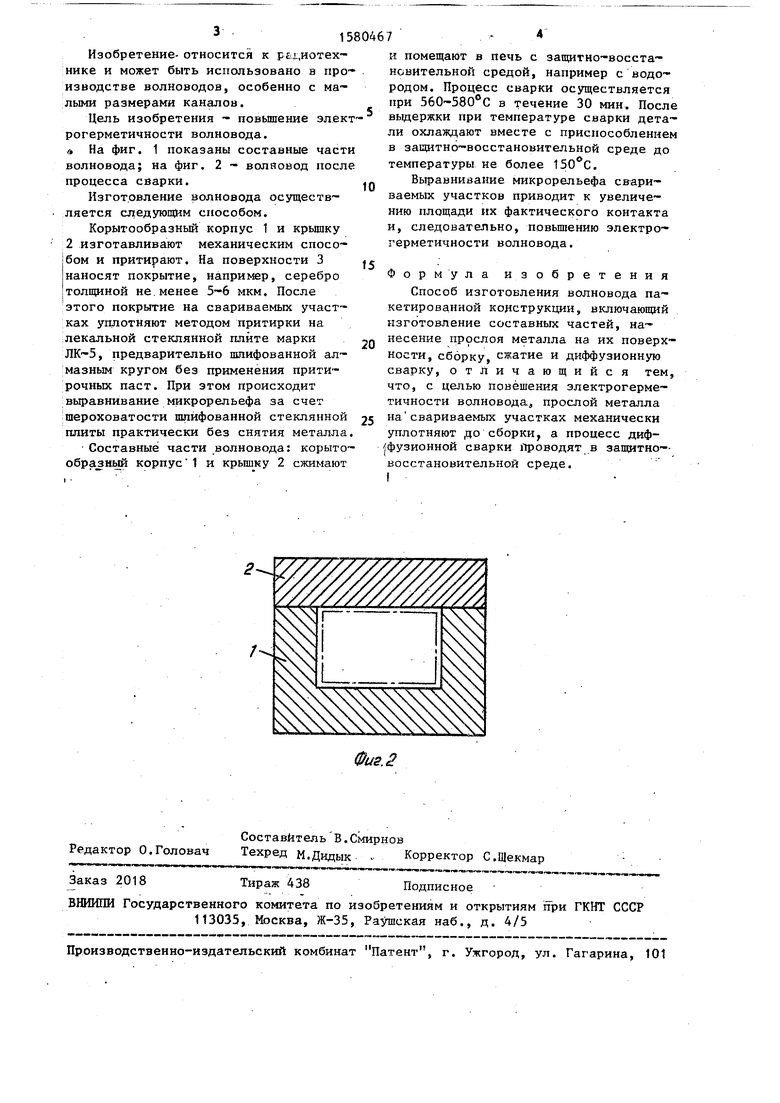
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕМОНТА ШЕСТЕРЕННОГО НАСОСА | 2008 |
|
RU2374491C2 |
| СПОСОБ ПОДГОТОВКИ РАБОЧЕЙ ПОВЕРХНОСТИ АЛМАЗНОГО КРУГА ФОРМЫ 6А2 | 2005 |
|
RU2313437C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОСТЕЛЕЙ КОРЕННЫХ ПОДШИПНИКОВ БЛОКА ЦИЛИНДРОВ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2007 |
|
RU2374058C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ СОСУДОВ | 1997 |
|
RU2123917C1 |
| СПОСОБ СОВМЕЩЕННОЙ ТОКАРНО-АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ | 2001 |
|
RU2210464C2 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ СО СТАТИКО-ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2290292C1 |
| УСТРОЙСТВО ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ СО СТАТИКО-ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2291043C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2010 |
|
RU2440884C1 |
| Способ диффузионной сварки корундовой керамики с немагнитной сталью | 2023 |
|
RU2813034C1 |
| Способ подготовки под диффузионную сварку алмазных кристаллов | 1965 |
|
SU198893A1 |
Изобретение относится к радиотехнике и может использоваться в производстве волноводов. Цель изобретения - повышение электрогерметичности волновода. Способ изготовления волнлвода включает в себя изготовление механическим способом корытообразного корпуса 1 и крышки 2, их притирку, нанесение на поверхности 3 покрытия, например серебра, толщиной не менее 5-6 мкм, уплотнение покрытия на свариваемых участках на лекальной стеклянной плите, предварительно отшлифованной алмазным кругом без применения притирочных паст, и диффузионную сварку. Цель достигается за счет выравнивания микрорельефа покрытия при уплотнении, что приводит к увеличению площади фактического контакта свариваемых участков и, следовательно, повышению электрогерметичности. 2 ил.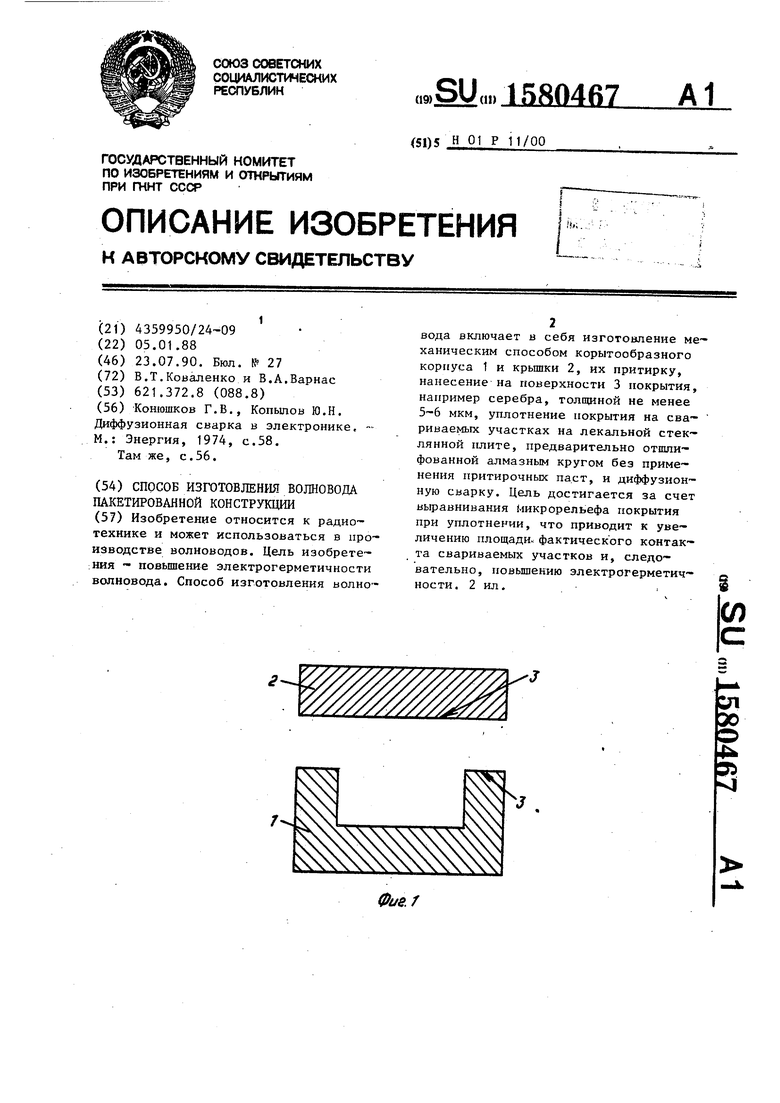
Фиг. 2
| Конюшков Г.В., Копылов Ю.Н | |||
| Диффузионная сварка в электронике | |||
| М.: Энергия, 1974, с.58 | |||
| Там же, с.56. |
