Изобретение относится к дуговой точечной сварке неплавящимся электродом в среде защитных газов, преимущественно к автоматической, и может быть использовано при сварке проводников с контактами электрических разьемов и тонколистовых конструкций в электронной промышленности и в технике приборостроения.
Цель изобретения - повышение стабильности зажигания дуги путем поджатия электрода к изделию возвратной пружиной горелки, упрощение конструкции горелки путем исключения механизма регулирования длины сварочного зазора и повышения производительности.
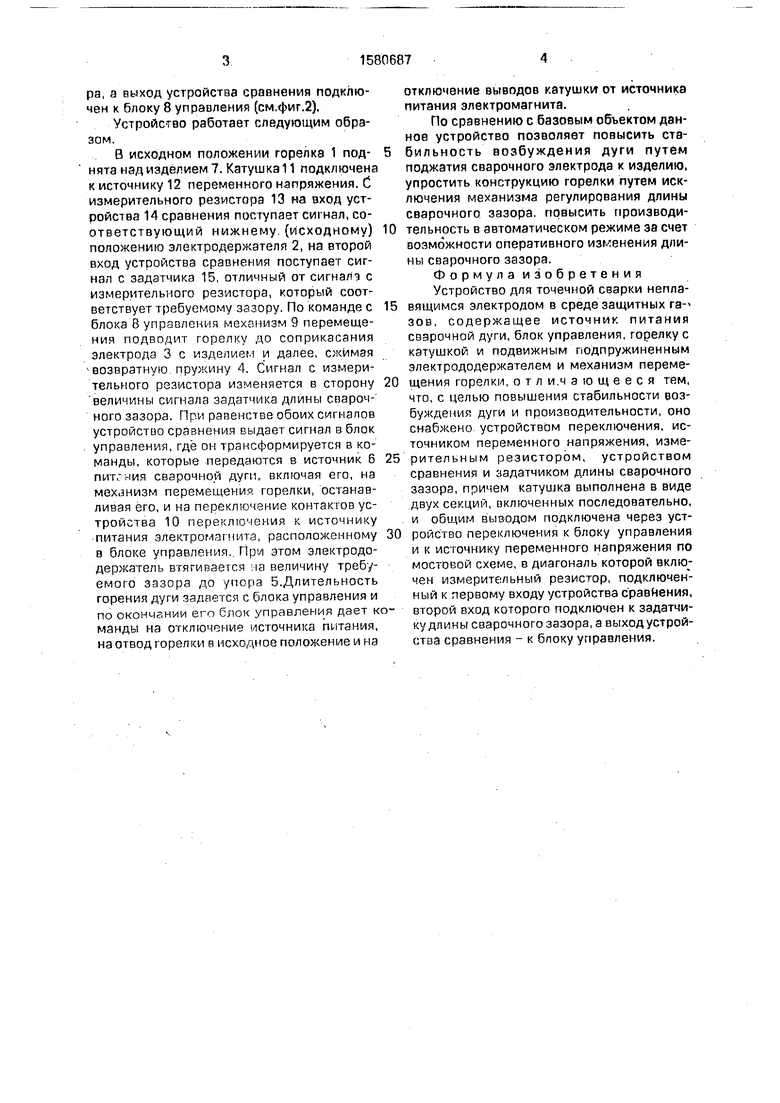
На фиг. 1 изображена горелка; на фиг. 2 - функциональная схема устройства.
Устройство для точечной дуговой сварки содержит горелку 1 с электрододержэте- лем 2 и электродом 3, возвратную пружину 4 с возможностью перемещения до упора 5 (см.фиг. 1), источник 6 питания сварочной дуги, подключенный к изделию 7, электро- додержателю и блоку 8 управления, связанному с механизмом 9 перемещения горелки и через переключающее устройство 10 - с катушкой 11 горелки. Катушка 11 подключена через переключающее устройство 10 к источнику 12 переменного напряжения по мостовой схеме, в диагональ-которой включен измерительный резистор 13, подключенный к первому входу устройства 14 сравнения, к второму входу которого подключен задатчик 15 длины сварочного зазоOs00
pa, а выход устройства сравнения подключен к блоку 8 управлений (см.фиг.2).
Устройство работает следующим образом.
В исходном положении горелка 1 под- нята над изделием 7. Катушка 11 подключена к источнику 12 переменного напряжения. С измерительного резистора 13 на вход устройства 14 сравнения поступает сигнал, соответствующий нижнему (исходному) положению электродержателя 2, на второй вход устройства сравнения поступает сигнал с задэтчика 15, отличный от сигналэ с иэмерителыюго резистора, который соответствует требуемому зазору. По команде с блока 8 управления механизм 9 перемещения подводит горелку до соприкасания электрода 3 с изделием и далее, сжимая v возвратную пружину 4. Сигнал с измерительного резистора изменяется в сторону величины сигнала задатчика длины сварочного зазора. При равенстве обоих сигналов устройство сравнения выдает сигнал в блок управления, где он трансформируется в команды, которые передаются в источник 6 питгния сварочной дуги, включая его, на механизм перемещения горелки, останавливал его, и на переключение контактов устройства 10 переключения к источнику питания электромагнита, расположенному в блоке управления. При этом элекгродо- держатель втягивается ia величину требуемого зазора до /пора 5.Длительность горения дуги задается с блока управления и по окончании его блок управления дает кманды на отключение источника питания, на отвод горелки а исходное положение и на
отключение выводов катушки от источника питания электромагнита.
По сравнению с базовым объектом данное устройство позволяет повысить стабильность возбуждения дуги путем поджатия сварочного электрода к изделию, упростить конструкцию горелки путем исключения механизма регулирования длины сварочного зазора, повысить производительность в автоматическом режиме за счет возможности оперативного изменения длины сварочного зазора.
Формула изобретения Устройство для точечной сварки неплавящимся электродом в среде защитных га- зов, содержащее источник питания сварочной дуги, блок управления, горелку с катушкой и подвижным подпружиненным электрододержателем и механизм перемещения горелки, отличающееся тем, что, с целью повышения стабильности возбуждения дуги и производительности, оно снабжено устройством переключения, источником переменного напряжения, измерительным резистором, устройством сравнения и задатчиком длины сварочного зазора, причем катушка выполнена в виде двух секций, включенных последовательно, и общим выводом подключена через устройство переключения к блоку управления и к источнику переменного напряжения по мостовой схеме, в диагональ которой вклю%- чен измерительный резистор, подключенный к первому входу устройства с равйения, второй вход которого подключен к задатчи- ку длины сварочного зазора, а выход устройства сравнения - к блоку управления.
Ц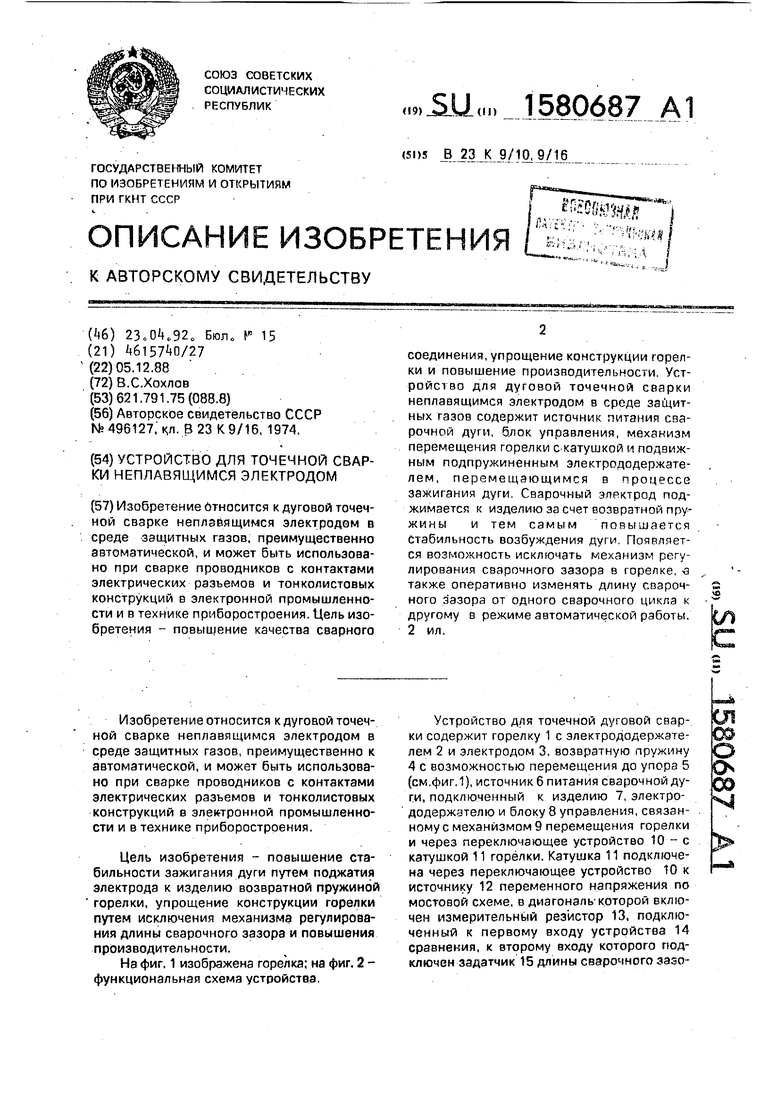
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления процессом дуговой точечной или шовной сварки | 1988 |
|
SU1551488A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2077415C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2490103C1 |
| Устройство для аргонодуговой точечной сварки неплавящимся электродом | 1979 |
|
SU1000195A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 1991 |
|
RU2016722C1 |
| Устройство для точечной сварки неплавящимся электродом в защитных газах | 1980 |
|
SU956193A1 |
| Способ аргонно-дуговой сварки асимметричным током неплавящимся электродом алюминия и его сплавов и устройство для его осуществления | 1988 |
|
SU1694360A1 |
| Устройство для дуговой связки по криволинейному контуру | 1979 |
|
SU891284A1 |
| СПОСОБ СВАРКИ В ЗАЩИТНОМ ГАЗЕ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МАГНИТОУПРАВЛЯЕМОЙ ДУГОЙ | 2008 |
|
RU2401726C2 |
| СПОСОБ МНОГОПРОХОДНОЙ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2548541C2 |
Изобретение Относится к дуговой точечной сварке неплзвящимся электродом в среде защитных газов, преимущественно автоматической, и может быть использовано при сварке проводников с контактами электрических разъемов и тонколистовых конструкций в электронной промышленности и в технике приборостроения. Цель изобретения - повышение качества сварного соединения, упрощение конструкции горелки и повышение производительности. Уст- ройство для дуговой точечной сварки неплавящимся электродом в среде защитных газов содержит источник питания сварочной дуги, б.лок управления, механизм перемещения горелки сватушкой и подвижным подпружиненным электрододержате- лем, перемещающимся в процессе зажигания дуги. Сварочный эпрктрод поджимается к изделию за счет возвратной пружины и тем самым повышается Стабильность возбуждения дуги. Появляется возможность исключать механизм регулирования сварочного зазора в горелке, з также оперативно изменять длину сварочного зазора от одного сварочного цикла к другому в режиме автоматической работы. 2 ил.
г
| Устройство для дуговой точечной сварки неплавящимся электродам | 1974 |
|
SU496127A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
