Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении деталей типа панелей с односторонним, несимметричным и неравномерным рельефом из высокопластичных в горячем состоянии материалов.
Цель изобретения - уменьшение металлоемкости и повышение качества поверхности детали.
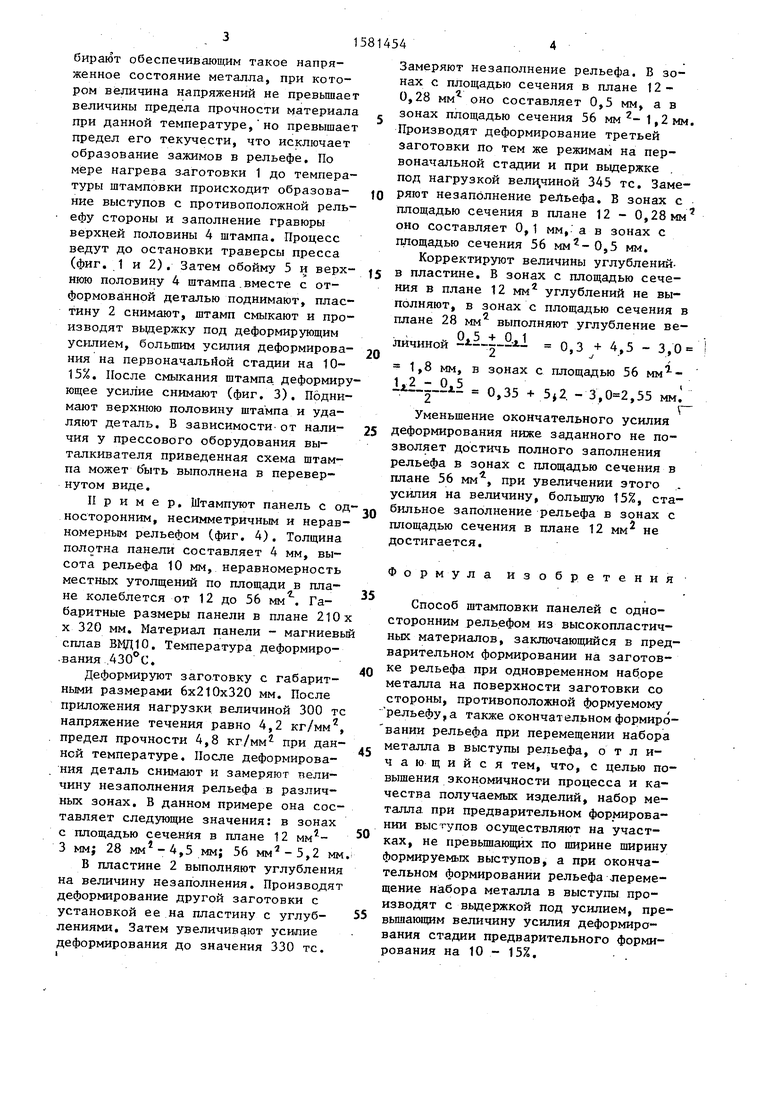
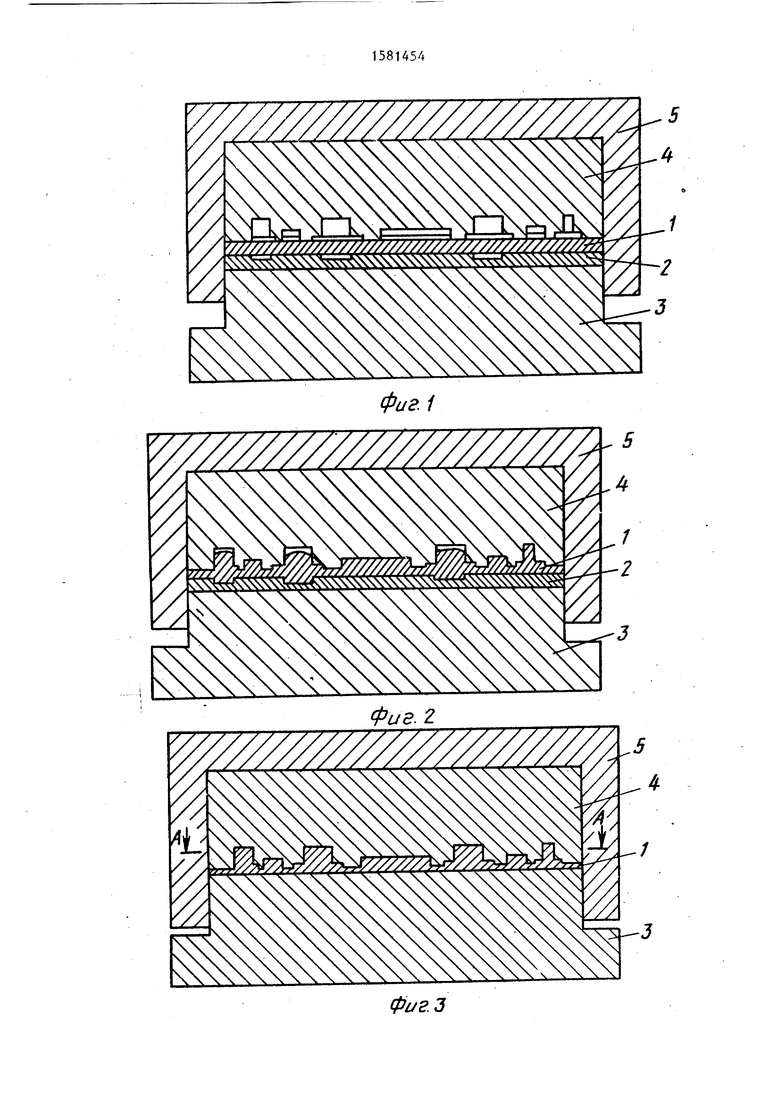
На фиг. 1 приведена схема штампа для осуществления предлагаемого способа; на фиг. 2 - первоначальная стадия деформирования; на фиг, 3 - вторая стадия деформирования; на фиг. 4 - сечение А-А на фиг. 3 (эскиз получаеой детали); на фиг. 5 - сечение Б-Б на фиг. 4.
Способ осуществляют следующим образом.
Заготовку 1 покрывают смазкой с двух сторон и устанавливают на пластине 2, которая имеет углубления в зонах, противоположных образуемому профилю рельефа. Пластина находится на нижней половине 3 штампа, имеющей плоскую рабочую поверхность. Сверху заготовку 1 закрывают верхней половиной 4 штампа и центрируют их обоймой 5. Производят нагрев заготовки до температуры штампа с приложением деформирующего усилия, которое вы-
Ш 00
Јь СП
Јь
бирают обеспечивающим такое напряженное состояние металла, при котором величина напряжений не превышает величины предела прочности материала при данной температуре, но превышает предел его текучести, что исключает образование зажимов в рельефе. По мере нагрева заготовки 1 до температуры штамповки происходит образова- ние выступов с противоположной рельефу стороны и заполнение гравюры верхней половины 4 штампа. Процесс ведут до остановки траверсы пресса (фиг. 1 и 2). Затем обойму 5 и верх- нюю половину 4 штампа вместе с отформованной деталью поднимают, пластину 2 снимают, штамп смыкают и производят выдержку под деформирующим усилием, большим усилия деформирова- ния на первоначальной стадии на 10- 15%. После смыкания штампа деформирующее усилие снимают (фиг. 3). Поднимают верхнюю половину штампа и удаляют деталь. В зависимости от нали- чия у прессового оборудования выталкивателя приведенная схема штампа может быть выполнена в перевернутом виде.
Пример, Штампуют панель с од посторонним, несимметричным и неравномерным рельефом (фиг. 4). Толщина полотна панели составляет 4 мм, высота рельефа 10 мм, неравномерность местных утолщений по площади в плане колеблется от 12 до 56 мм . Габаритные размеры панели в плане 21 Ох х 320 мм. Материал панели - магниевы сплав ВМД10. Температура деформирования 4 30° С.
Деформируют заготовку с габаритными размерами 6x210x320 мм. После приложения нагрузки величиной 300 тс напряжение течения равно 4,2 кг/ммг, предел прочности 4,8 кг/ммг при данной температуре. После деформирования деталь снимают и замеряют величину незаполнения рельефа в различных зонах. В данном примере она составляет следующие значения: в зонах с площадью сечения в плане 12 ммг- 3 мм; 28 ,5 мм; 56 мм2-5,2 мм
В пластине 2 выполняют углубления на величину незаполнения. Производят деформирование другой заготовки с установкой ее на пластину с углуб- лениями. Затем увеличивают усилие деформирования до значения 330 тс.
Замеряют незаполнение рельефа. В зонах с площадью сечения в плане 12 - 0,28 мм оно составляет 0,5 мм, а в зонах площадью сечения 56 мм2- 1,2мм. Производят деформирование третьей заготовки по тем же режимам на первоначальной стадии и при выдержке под нагрузкой величиной 345 тс. Замеряют незаполнение рельефа. В зонах с площадью сечения в плане 12 - 0,28мм оно составляет 0,1 мм, а в зонах с площадью сечения 56 мм2-0,5 мм.
Корректируют величины углублений- в пластине. В зонах с площадью сечения в плане 12 мм2 углублений не выполняют, в зонах с площадью сечения в плане 28 мм2 выполняют углубление ве2x1 0,3 + 4,5 - 3,0
личиной
- 1,8 мм, в зонах с площадью 56 мм
г
0,35 + 5i2 - 3,,55 мм.
гУменьшение окончательного усилия деформирования ниже заданного не позволяет достичь полного заполнения рельефа в зонах с площадью сечения в плане 56 мм, при увеличении этого усилия на величину, большую 15%, стабильное заполнение рельефа в зонах с площадью сечения в плане 12 мм не достигается.
Формула изобретения
Способ штамповки панелей с односторонним рельефом из высокопластичных материалов, заключающийся в предварительном формировании на заготовке рельефа при одновременном наборе металла на поверхности заготовки со стороны, противоположной формуемому рельефу, а также окончательном формиро- вании рельефа при перемещении набора металла в выступы рельефа, отличающийся тем, что, с целью повышения экономичности процесса и качества получаемых изделий, набор металла при предварительном формировании вые гупов осуществляют на участках, не превышающих по ширине ширину формируемых выступов, а при окончательном формировании рельефа -переме- щение набора металла в выступы производят с выдержкой под усилием, превышающим величину усилия деформирования стадии предварительного формирования на 10 - 15%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ штамповки панелей с односторонним рельефом из малопластичных материалов | 1987 |
|
SU1579620A1 |
| Способ штамповки панелей с односторонним рельефом | 1984 |
|
SU1248718A1 |
| Способ горячей штамповки изделий из алюминиевых сплавов | 1990 |
|
SU1801701A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЕКЛОРЕЗНЫХ НОЖЕЙ | 1996 |
|
RU2096120C1 |
| Штамп для горячей объемной штамповки поковок | 1989 |
|
SU1828779A1 |
| Способ штамповки выдавливанием изделий с ребрами жесткости | 1989 |
|
SU1696079A1 |
| Способ изготовления поковок типа панелей с разносторонне расположенными выступами | 1990 |
|
SU1789317A1 |
| Штамп для закрытой объемной штамповки | 1981 |
|
SU967652A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СТУПИЦЫ С ФЛАНЦЕМ | 1997 |
|
RU2115532C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 1994 |
|
RU2104814C1 |
Изобретение относится к обработке металлов давлением и позволяет получить панели с неравномерным и несимметричным рельефом из высокопластичных в горячем состоянии материалов. Цель изобретения - повышение экономичности процесса и качества получаемых изделий. Под заготовкой устанавливают пластину, которой формуют выступы со стороны, противоположной рельефу. На последующей стадии переформовывают эти выступы в зоны незаполнения рельефа с выдержкой под деформирующим усилием, большим усилия деформирования на стадии предварительного формирования выступов на 10-15%. Процесс производят при нагреве заготовки в закрытом штампе с приложением усилия деформирования, обеспечивающим такое напряженное состояние металла, при котором величина напряжений не превышает величины предела прочности материала при данной температуре, но превышает цикл его текучести, что исключает образование зажимов в рельефе. 5 ил.
Z-гпф
/ -гпф
VSV18SI
/S /S.
Составитель А0Воронцов Редактор М.Петрова Техред М.Ходанич Корректор Т.Палий
Заказ 2053
Тираж 500
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул, Гагарина, 101
А-А
ФигЛ 6-6
.
Фиг. 5
Подписное
| Атрошенко А.П | |||
| и др | |||
| Горячая штамповка трудноформируемых материалов | |||
| Л.: Машиностроение, 1979, с | |||
| Светоэлектрический измеритель длин и площадей | 1919 |
|
SU106A1 |
