Изобретение относится к сварочному производству, в частности к плазмен- но-дуговой обработке, к может найти применение в судостроении, авиационной., химической, энергетической и других отраслях промышленности при производстве листовых конструкций.
Целью изобретения является повышение качества реза и стойкости плазмотрона за счет своевременного прекращения процесса резки.
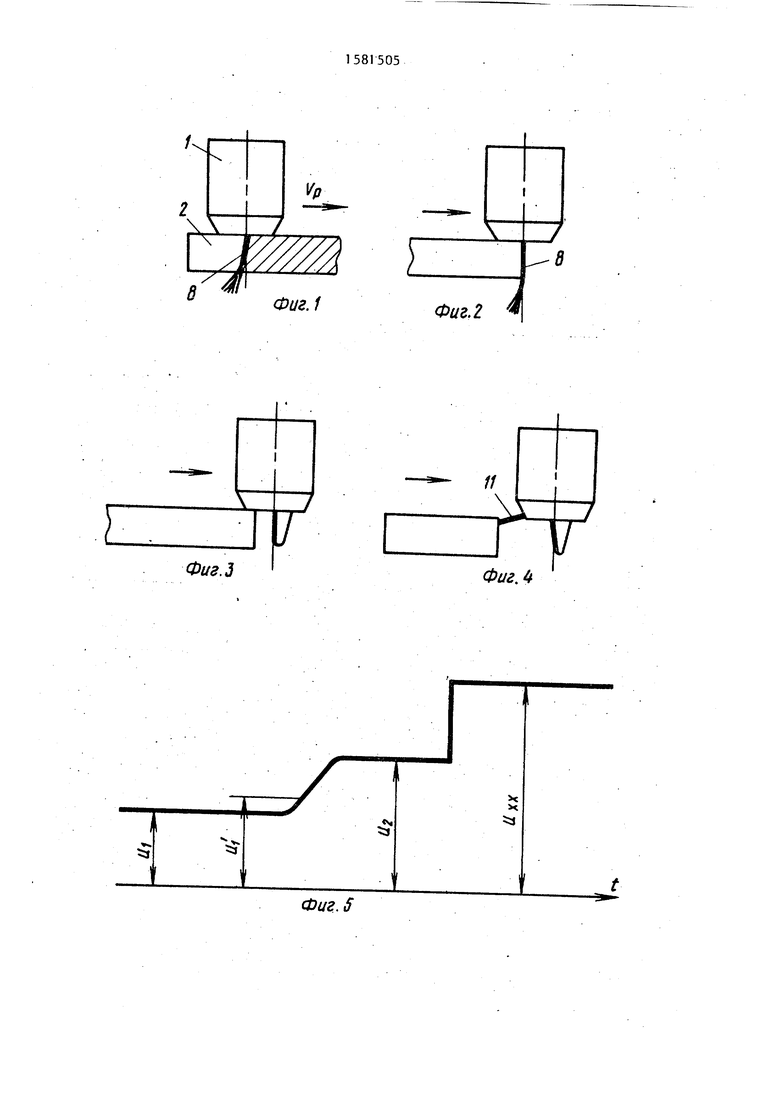
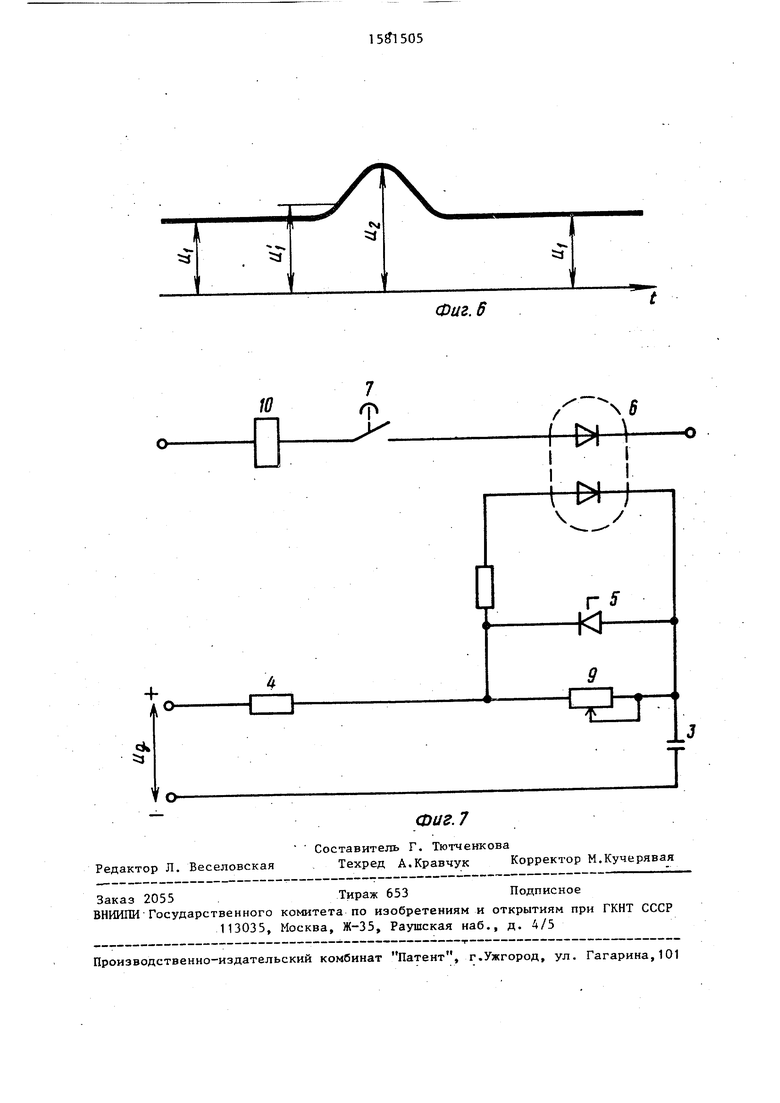
На фиг. 1 показана схема резки при опирании сопла на изделие (нормальный процесс); на фиг. 2 - стадия резки, когда дуга вышла на край изделия; на фиг. 3 - то же, когда дуга вышла за край изделия при сохранении контакта сопла с изделием, на фиг. 4 - то же, когда появилась дополнительная дуга, горящая между соплом и из- деяием; на Фиг. 5 - характер изменения напряжения на дуге в конце реза-, на
Фиг. 6 - то же, при перенесении поперечного реза, выполненного ранее; на Фиг. 7 - принципиальная электрическая схема дифференцирующего устройства -для осуществления предлагаемого способа.
Способ плазменно-дуговой резки осуществляют следующим образом.
Плазмотрон 1 устанавливают на изделие 2 так, что плазмообразующее сопло плазмотрона 1 непосредственно опирается на изделие 2, и начинают резку.
В процессе резки возможны изменения величины напряжения на дуге, связанные с Флуктуациями параметров режима. Однако такие изменения не могут быть резкими, если процесс резки идет нормально. Резкое изменение параметров режима (т-ока, расхода газа, диаметра сопла или скорости перемещения резака), приводящее к соответ- ствующему резкому изменению напряжеQ-Х
Оп
с: yi
31
ния на дуге, свидетельствует об аварийном режиме. При нормальном режиме резкое увеличение напряжения на дуге возникает при выходе плазмотрона на край листа (или поперечный рез). В этом случае длина дуги резко увеличивается, и в стадии, показанной на фиг.З, длина дуги увеличивается почт в 2 раза. Осцшшографирование напряжения на дуге показало, что на краю
листа скорость нарастания величины напряжения имеет порядок 10 В/с. В этот момент дугу отключают, не допуская стадию, показанную на фиг.4.
Явление резкого (скачкообразного) повышения напряжения дуги на краю листа наблюдается при резке металла любой толщины при различных значения параметров режима резки, так как оно связано только с увеличением длины Дуги.
Предложенный способ обеспечивает своевременное отключение дуги только при резком повышении напряжения независимо от рабочего значения напряжени
Способ может быть реализован с помощью дифференцирующего устройства, вход которого соединяют с выходом источника питания дуги. При включении источника питания дуги (не показан) на клеммах + и - дифференцирующего устройства (фиг.7) появляется напряжение холостого хода U . До величины этого напряжения заряжается конденсатор 3 через резистор 4 и стабилитрон 5, который подбирают в соответствии с величиной напряжения, обеспечивающего включение оптронного тиристора 6. Одновременно с этим через управляющий переход тиристора 6 идет ток, достаточный для включения тиристора 6, который не включается только потому, что не включено реле 7 времени, срабатывающее через 0,2-0,5с после срабатывания реле тока (не показано) f установленного в цепи подво- да тока к изделию. Между электродом плазмотрона и изделием 2 с помощью осциллятора возбуждают режущую дугу 8 и перемещают плазмотрон 1 по изделию 2 со скоростью Vp. После возбуждения режущей дуги 8 напряжение между электродом плазмотрона 1 и изделием 2 падает до величины UА U,. При этом конденсатор 3 разряжается от и через стабилитрон 5 и резистор 4 до величины U.
0
0
5
Q
45
50
При неизменных параметрах режима резки напряжение остается постоянным. В случае снижения напряжения U
конденсатор 3 разряжается через стабилитрон 5 и резистор 4. В результате протекания через стабилитрон 5 тока разряда конденсатора 3 на стабилитроне 5 появляется падение напряжения порядка 0,5В. Это напряжение оказывается приложенным к управляющему переходу тиристора 6 встречно, поэтому через управляющий переход ток не течет и тиристор 6 закрыт. Таким образом,
5 система не реагирует на понижение напряжения на дуге.
При плавном увеличении напряжения U конденсатор 3 заряжается через резисторы 4 и 9. Ток зарядки конденсаQ тора 3 небольшой и поэтому падение напряжения на«резисторе 9 недостаточно для того, чтобы через управляющий переход тиристора 6 прошел ток, достаточный для включения тиристора 6, т.е.
5 тиристор 6 закрыт. Таким образом,
система не реагирует на плавное увеличение напряжения на дуге.
При перемещении по линии реза плазмотрон 1 подходит к краю изделия 2 (фиг.2). При выходе дуги 8 на край изделия 2 (фиг.2) величина напряжения U,
и- резко возрастает, принимая текущее значение U,, большее U, , но меньшее U2. При этом конденсатор 3 заряжается через резисторы 4 и 9. Ток зарядки конденсатора 3 большой, и падение напряжения на резисторе 9 достаточно для включения тиристора 6. При этом срабатывает реле 10, отключающее контактор источника питания дуги. Дуга 8 в момент отключения может иметь вид фиг. 2 или 3.
Таким образом, регистрируя постоянно сигнал напряжения между электродом плазмотрона 1 и изделием 2, в случае увеличения этого сигнала определяют скорость нарастания сигнала напряжения и в момент-резкого увеличения значения этой скорости процесс прекращают, не допуская образования нежелательных условий горения дуги 8 (фиг.4). Если не произвести своевременное отключение источника питания, то напряжение на дуге 8 поднимется
.
до величины иг и образуется дуга J1, горящая между соплом плазмотрона J и изделием 2, Это приводит к выходу из строя сопла,электрода,а ширина реза на краю изделия увеличивается .После обрыва дуги напряжение между электродом и изделием будет равно напряжению холостого хода источника питания дуги.
При проходе через поперечный рез, выполненный ранее, напряжение дуги резко увеличивается до 1 (фиг.6) и система отрабатывает сигнал, как было описано выше, отключая источник. Если не произвести своевременное отключение источника питания, величина напряжения достигнет величины U2 при переходе через ось реза, а затем снова установится равной U1, т.е. будет идти резка в месте, где она не требуется.
Пример I. Способ осуществляли при резке листа толщиной 2 мм из стали Х18НЮТ при ручном перемещении плазмотрона. Резку выполняли на установке CA4QJM1. Режим резки: ток дуги 85 А, диаметр сопла I,8 мм, давление воздуха на входе в плазмотрон 4,5 эти, скорость перемещения плазмотрона 2,0 м/мин. Сначала резы выполняли при отключенном дифференцирующем устройстве, т.е. без применения предложенного способа. При этом на краю листа возникала дуга между соплом и изделием, имеющая длину порядка 10 мм. В результате этого ширина реза увеличилась в 1,5 раза на участке длиной 4 мм и появлялся грат на нижних кромках этого участка. Кроме того, разрушался канал и наружная поверхность сопла плазмотрона, а также разрушалась обойма медно-циркони- евого электрода плазмотрона. Затем подключали дифференцирующее устройство, т.е.работали с применением предложенного способа. При подходе к краю листа это устройство срабатывало и отключало источник питания дуги в момент, когда ось канала сопла находилась на расстоянии порядка 2 мм от края листа. При этом наблюдалось уширение конца реза и отсутствовал грат на нижних кромках реза. Канал сопла и наружная поверхность обоймы
электрода оставались без следов выработки.
Пример 2. Способ осуществляли при резке листа толщиной 2 мм из
стали Х18Н10Т при ручном перемещении плазмотрона. Режим резки такой же, как в примере 1. Предварительно выполняли поперечный рез, Затем на отg ключенном дифференцирующем устройстве, т.е. без применения предложенного способа, выполняли продольный рез, пересекающий поперечный. В связи с высокими скоростями резки (уменыпе5 ние скорости приводит к снижению качества и производительности) оператор не в состоянии своевременно, отключить источник питания дуги JB момент пересечения реза. В результате про0 дольный рез заканчивается не доходя до поперечного или после него. Затем, включали дифференцирующее устройство, т.е. работали с применением предложенного способа, и выполняли продоль5 ный рез. При этом выключение источника питания происходило точно в момент пересечения.
Предложенный способ позволяет повысить качество кромок реза, увели0 чить долговечность плазмотрона и исключить возможность резки лишнего участка изделия, т.е. предотвратить брак. Способ может быть применен при автоматической резке.
35
ормула изобретения
Способ плазменно-дуговой обработки, при котором регулирование процессом
обработки осуществляют по сигналу напряжения между электродом и изделием, о т л и ч ающийся тем, что, с целью повышения качества поверхности обработки и стойкости плазмотрона, в процессе обработки дополнительно определяют скорость нарастания сигнала напряжения и в момент резкого увеличения значения этой скорости процесс обработки прекращают.
Фиг. 1
8
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для плазменно-дуговой резки | 1980 |
|
SU1056529A1 |
| Устройство для воздушно-плазменнойРЕзКи МЕТАллОВ | 1979 |
|
SU829375A1 |
| Устройство для управления работой плазмотрона постоянного тока | 1989 |
|
SU1668073A1 |
| Установка для плазменно-дуговой резки | 1978 |
|
SU716746A1 |
| Способ настройки режима плазменно- дуговой резки | 1977 |
|
SU716738A1 |
| Устройство для управления источником питания сварочной дуги | 1985 |
|
SU1320027A1 |
| ИСТОЧНИК ПИТАНИЯ | 1969 |
|
SU256135A1 |
| Устройство для сварки переменным прямоугольным током | 1983 |
|
SU1100056A1 |
| УСТРОЙСТВО ПИТАНИЯ ПЛАЗМОТРОНА | 2007 |
|
RU2325253C1 |
| Способ плазменно-дуговой резки | 1977 |
|
SU707730A1 |
Изобретение относится к сварочному производству, в частности к плазменно-дуговой обработке, и может быть использовано при резке листовых конструкций. Цель изобретения - повышение качества реза и стойкости плазмотрона. Управление процессом плазменно-дуговой обработки осуществляют по сигналу напряжения между электродом и изделием. При этом дополнительно определяют скорость нарастания сигнала напряжения и в момент резкого увеличения значения этой скорости процесс резки прекращают. Своевременное отключение дуги обеспечивается только при резком повышении напряжения независимо от рабочего значения напряжения. 7 ил.
Фиг.З
У
Фиг. 5
&
ФигЛ
«м
X X
53
Фиг. 6
| Способ регулирования глубины проплавления изделия при плазменной сварке | 1981 |
|
SU1004040A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
