Изобретение относится к сварочному, производству, в частности к устройствам для автоматического.слежения по стыку свариваемых деталей и может быть использовано при программируемой сварке автоматами или роботами угловых и нахлесточных швов, а также стыковых соединений У-образной разделкой кромок.
При использовании следящих устройств существенно снижаются требования к точности заготовительных работ, упрощается программирование сварочной операции и улучшается качество сварки.
Целью изобретения является повышение надежности срабатывания копирующего маханизма и механизма фиксации.
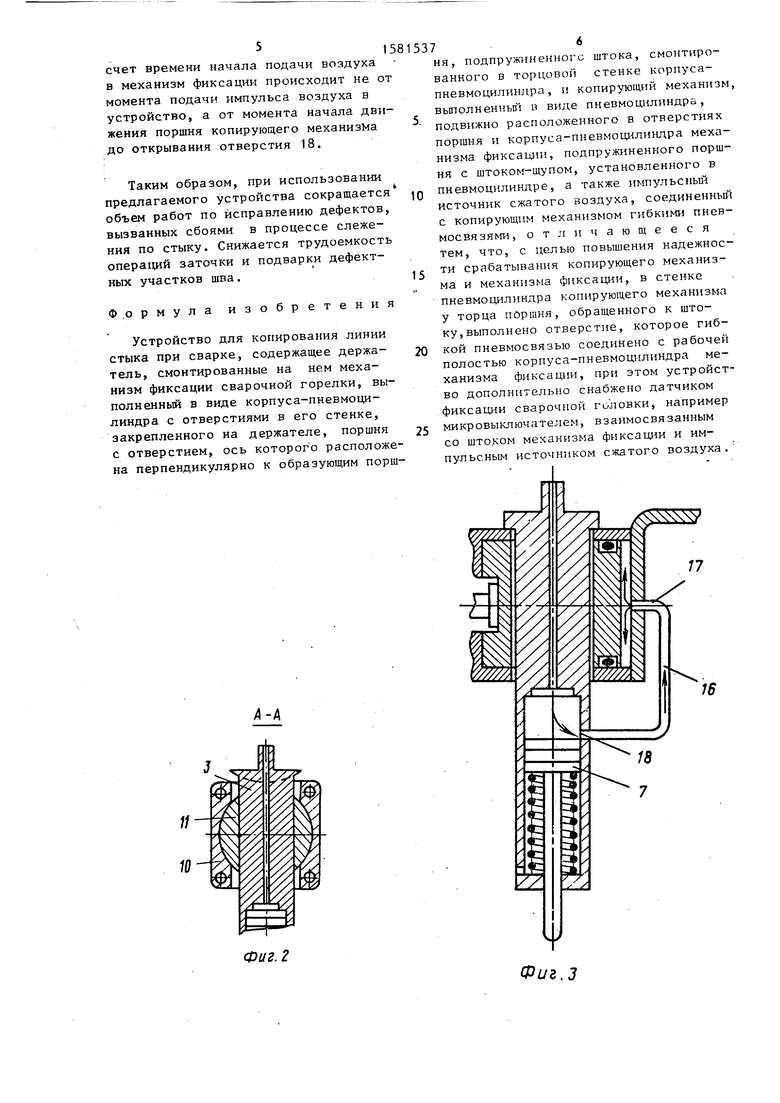
На фиг. 1 схематично изображено предлагаемое устройство; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - расположение элементов устройства при расфиксации; на фиг. 4 - схема копирования .
Устройство состоит из закрепленного на сварочном автомате или руке робота держателя 1, смонтированных на нем механизма 2 фиксации и копирующего механизма 3 с присоединенной посредством хомута 4 сварочной головкой 5. Копирующий механизм содержит пневмоцилиндр 6, поршень 7, шток-щуп 8 и пружину 9, образующие пневмопривод одностороннего действия. Аналогичный привод механизма фиксации образован корпусом-пневмоцилиьдром 10, поршнем 11, штоком 12 и пружиной 13. Рабочая полость 14 и штоко- вая полость 15 соответственно механизма фиксации и копирующего механизма соединены пневмосвязью 16 через отверстия 17 и 18. Подвод сжатого воздуха осуществлен от импульсного источника 19 сжатого воздуха посредством пневмосвязи 20 в бесштоковую полость 21 копирующего механизма.
Отверстие 18 расположено в непосредственной сшизости от обращенного к току торца поршня 7. В этом случае
10
15
20
25
30
35
40
45
вой полости 15 копирующего механизма с атмосферой.
Устройство работает следующим образом.
При подаче сжатого воздуха от импульсного источника 19 по пневмосвязи 20 в бесштоковую полость 21 пневмопривода копирующего механизма 3 происходит страгивание поршня 7, который начинает движение вниз, сжимая пружину 9 и выдвигается шток- щуп 8. После начала движения поршень
7открывает отверстие 18, через которое сжатый воздух поступает по пневмосвязи 16 через отверстие 17 в бесштоковую полость 14 механизма 2 сации. Продолжается движение штока- щупа 8 копирующего механизма и начинает происходить перемещение поршня 11 механизма 2 фиксации. При этом расфиксируется пневмоцилиндр 6
(фиг. 3), который получает возможность осевого перемещения в отверстии поршня 11, а поршень 11, в свою очередь, получает возможность поворота вокруг своей оси, за счет чего шток
8устанавливается по центру стыка свариваемых деталей 25. В конце хода поршень 11 штоком 12 воздействуетна датчик 22, вырабатывающий сигнал, который по электрической связи 23 поступает к источнику 19 сжатого воздуха, прекращая его подачу. Под действием пружин 13 поршень 11 механизма фиксации перемещается вправо (фиг. 1) защемляя пневмоцилиндр копирующего механизма, а под действием пружины 9 поршень 7 со штоком 8 поднимается в исходное положение. Сообщение полостей 15 и 14 с атмосферой осуществляется через отверстие 24. Сварочная
головка 5 оказывается установленной в скорректированное положение.
Таким образом подача сжатого воздуха в механизм фиксации, приводящая к освобождению пневмоцилиндра копирующего механизма, возможна только после начала движения поршня этого механизма, которое сопровождается отнаиболее эффективно используется дли-- 0 крыванием отверстия 18. Следователь0
5
0
5
0
5
0
5
вой полости 15 копирующего механизма с атмосферой.
Устройство работает следующим образом.
При подаче сжатого воздуха от импульсного источника 19 по пневмосвязи 20 в бесштоковую полость 21 пневмопривода копирующего механизма 3 происходит страгивание поршня 7, который начинает движение вниз, сжимая пружину 9 и выдвигается шток- щуп 8. После начала движения поршень
7открывает отверстие 18, через которое сжатый воздух поступает по пневмосвязи 16 через отверстие 17 в бесштоковую полость 14 механизма 2 сации. Продолжается движение штока- щупа 8 копирующего механизма и начинает происходить перемещение поршня 11 механизма 2 фиксации. При этом расфиксируется пневмоцилиндр 6
(фиг. 3), который получает возможность осевого перемещения в отверстии поршня 11, а поршень 11, в свою очередь, получает возможность поворота вокруг своей оси, за счет чего шток
8устанавливается по центру стыка свариваемых деталей 25. В конце хода поршень 11 штоком 12 воздействуетна датчик 22, вырабатывающий сигнал, который по электрической связи 23 поступает к источнику 19 сжатого воздуха, прекращая его подачу. Под действием пружин 13 поршень 11 механизма фиксации перемещается вправо (фиг. 1), защемляя пневмоцилиндр копирующего механизма, а под действием пружины 9 поршень 7 со штоком 8 поднимается в исходное положение. Сообщение полостей 15 и 14 с атмосферой осуществля- ется через отверстие 24. Сварочная
головка 5 оказывается установленной в скорректированное положение.
Таким образом подача сжатого воздуха в механизм фиксации, приводящая к освобождению пневмоцилиндра копирующего механизма, возможна только после начала движения поршня этого механизма, которое сопровождается от0 крыванием отверстия 18. Следователь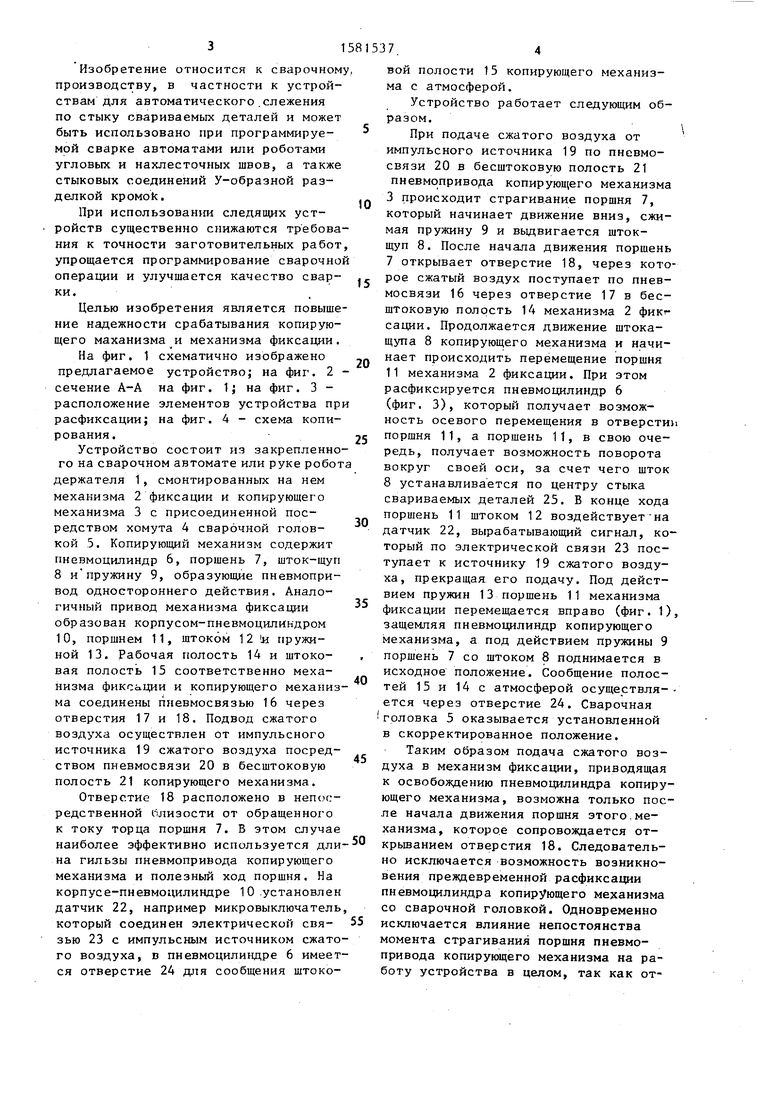
| название | год | авторы | номер документа |
|---|---|---|---|
| ПНЕВМОЦИЛИНДР | 1991 |
|
RU2006684C1 |
| Измерительная захватная головка манипулятора | 1987 |
|
SU1393634A1 |
| Устройство копирования линии стыка при сварке | 1985 |
|
SU1512731A1 |
| УСТРОЙСТВО ДЛЯ ЗАБИВКИ И ВЫБИВКИ КЛИНЬЕВ ШТАМПОВОЧНЫХ И КОВОЧНЫХ МОЛОТОВ | 1967 |
|
SU224995A2 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ЗАГОТОВОК | 1994 |
|
RU2105653C1 |
| Самосвальное транспортное средство | 1985 |
|
SU1311960A1 |
| Самосвальное транспортное средство | 1990 |
|
SU1712208A2 |
| ЗАХВАТ МАНИПУЛЯТОРА | 2001 |
|
RU2207246C1 |
| Самосвальное транспортное средство | 1988 |
|
SU1556955A2 |
| Устройство для одновременной сварки двух угловых швов | 1980 |
|
SU927464A1 |
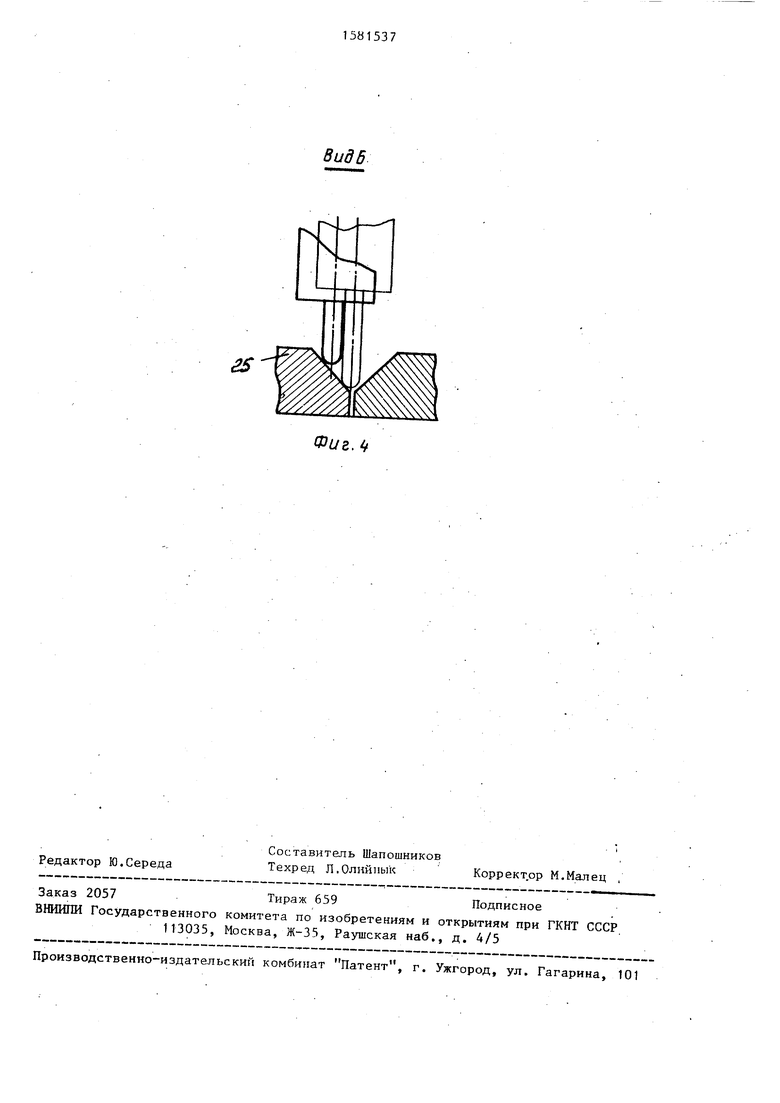
Изобретение относится к устройствам для копирования линии стыка при сварке. Целью изобретения является повышение качества сварки за счет повышения надежности устройства в работе. Устройство состоит из смонтированных на держателе 1 механизма фиксации (МФ) сварочной горелки 5 и копирующего механизма (КМ). ПРИ ПОДАЧЕ ВОЗДУХА В ПНЕВМОЦИЛИНДР 6 ПОРШЕНЬ 7 ПЕРЕМЕЩАЕТСЯ И ОТКРЫВАЕТ ОТВЕРСТИЕ 18, ЧЕРЕЗ КОТОРОЕ ВОЗДУХ ПОСТУПАЕТ В РАБОЧУЮ ПОЛОСТЬ 14 ПНЕВМОЦИЛИНДРА МФ. КМ ВМЕСТЕ СО СВАРОЧНОЙ ГОРЕЛКОЙ ПОЛУЧАЕТ ВОЗМОЖНОСТЬ ПОВОРОТА ВОКРУГ ОСИ ПОРШНЯ МФ, шток-щуп 8 поршня КМ, скользя по скошенным кромкам стыка, устанавливает электрод горелки 5 на среднюю линию стыка. 4 ил.
на гильзы пневмопривода копирующего механизма и полезный ход поршня. На корпусе-пневмоцилиндре 10 установлен датчик 22, например микровыключатель, который соединен электрической свя- 55 зью 23 с импульсным источником сжатого воздуха, в пневмоцилиндре 6 имеется отверстие 24 для сообщения штоконо исключается возможность возникновения преждевременной расфиксации пневмоцилиндра копирующего механизма со сварочной головкой. Одновременно исключается влияние непостоянства момента страгивания поршня пневмопривода копирующего механизма на работу устройства в целом, так как отИ-А
Фиг. 2
Фиг.з
Видб
Фиг. 4
| Сварочная горелка | 1977 |
|
SU700302A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Сварочное устройство | 1981 |
|
SU988505A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство копирования линии стыка при сварке | 1985 |
|
SU1512731A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
