(5) УСТРОЙСТВО ДЛЯ ОДНОВРЕМЕННОЙ СВАРКИ ДВУХ УГЛОВЫХ ШВОВ

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки угловых швов | 1983 |
|
SU1143558A1 |
| Установка для многодуговой автоматической сварки | 1988 |
|
SU1722757A1 |
| Установка для сварки балок двумя горелками | 1990 |
|
SU1808600A1 |
| Устройство для сборки и сварки криволинейного днища с боковинами | 1990 |
|
SU1756085A1 |
| Устройство для автоматической однопроходной сварки тавровых соединений | 1983 |
|
SU1123820A1 |
| Устройство для автоматической сварки угловых швов | 1982 |
|
SU1142248A1 |
| Устройство для сборки и сварки продольных швов панелей | 1987 |
|
SU1407736A1 |
| Устройство для автоматической сварки угловых швов | 1978 |
|
SU912459A1 |
| Устройство для удаления вредных выделений | 1986 |
|
SU1530274A1 |
| Станок для изготовления электровакуумных приборов | 1983 |
|
SU1157031A1 |
1
Изобретение относится к автоматизации сварочных работ и может быть использовано в установках для сварки угловых швов.
Известен автомат для угловой сварки валиковым швом, содержащий вертикальный цилиндр с закрепленной на его штоке опорой, на которой расположёны два сварочных аппарата, перемещаемых горизонтально двумя плунжерными цилиндрами tl.
Для этого автомата характерна усложненная схема управления положением сварочных горелок, так как для каждого цилиндра необходим отдельный управляющий орган.
Известно также устройство для одновременной сварки двух угловых швов, содержащее тележку со сварочными горелками и закрепленными на осях копирующими роликами, а также связывающие горелки подвижные штанги .
Это устройство не позволяет автоматизировать процесс подвода и отвода сварочных горелок к зоне сварки и обеспечить последовательность базирования копирующих роликов, например сначала по вертикали, а затем по горизонтали.
.Целью предлагаемого изобретения является обеспечение автоматизации подвода и отвода сварочных горелоК к зоне сварки с наблюдением последовательности базирования копирующих
10 роликов по вертикали и горизонтали при управлении сварочной головкой от .одного электропневмоклапана.
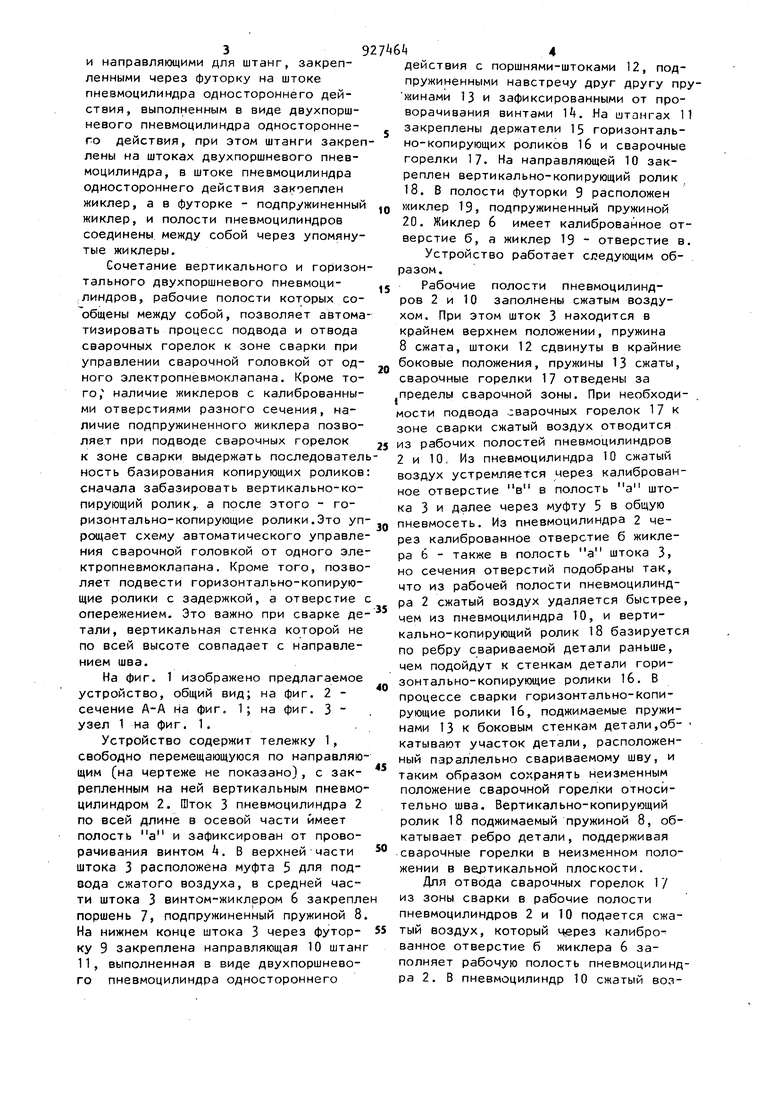
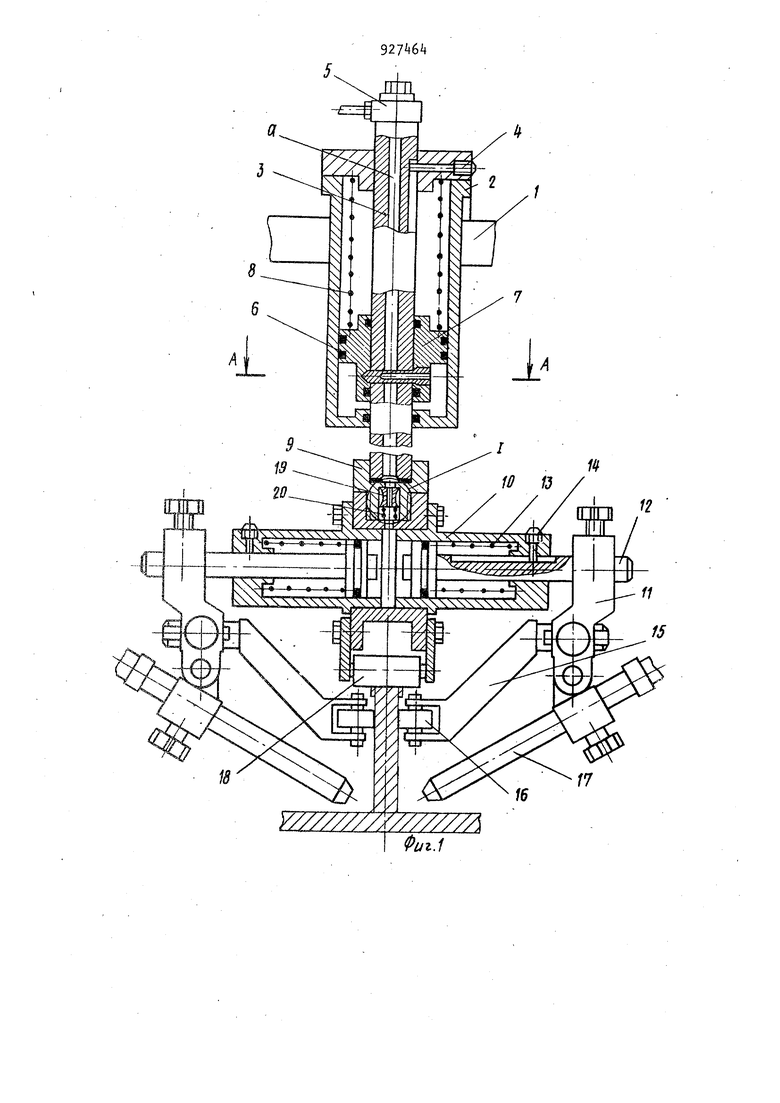
Эта цель достигается тем, что устройство для одновременной сварtsки двух угловых швов, содержащее тележку со сварочными горелками и закрепленными на осях копирующими роликами, а также связывающие горелки подвижные штанги, снабжено пнев20моцилиндром одностороннего действия с полым штоком, жестко акрепленным на тележке, ось которого размещена перпендикулярно основанию тележки. И направляющими для штанг, закрепленными через футорку на штоке пневмоцилиндра одностороннего действия, выполненным в виде двухпоршневого пневмоцилиндра одностороннего действия, при этом штанги закреп лены на штоках двухпоршневого пневмоцилиндра, в штоке пневмоцилиндра одностороннего действия закреплен жиклер, а в футорке - подпружиненный жиклер, и полости пневмоцилиндров соединены между собой через упомянутые жиклеры. Сочетание вертикального и горизон тального двухпоршневого пневмоцилиндров, рабочие полости которых сообщены между собой, позволяет автома тизировать процесс подвода и отвода сварочных горелок к зоне сварки при управлении сварочной головкой от одного электропневмоклапана. Кроме того, наличие жиклеров с калиброванными отверстиями разного сечения, наличие подпружиненного жиклера позволяет при подводе сварочных горелок к зоне сварки выдержать последовател ность базирования копирующих роликов сначала забазировать вертикально-копирующий ролик,, а после этого - горизонтально-копирующие ролики.Это уп рощает схему автоматического управле ния сварочной головкой от одного эле ктропневмоклапана. Кроме того, позво ляет подвести горизонтально-копирующие ролики с задержкой, а отверстие опережением. Это важно при сварке де тали, вертикальная стенка которой не по всей высоте совпадает с направлением шва. На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 сечение А-А на фиг. 1; на фиг. 3 узел 1 на фиг. 1. Устройство содержит тележку 1, свободно перемещающуюся по направляю щим (на чертеже не показано), с закрепленным на ней вертикальным пневмо цилиндром 2, Шток 3 пневмоцилиндра 2 по всей длине в осевой части имеет полость а и зафиксирован от проворачивания винтом 4. В верхней части штока 3 расположёна муфта 5 для подвода сжатого воздуха, в средней части штока 3 винтом-жиклером 6 закрепл поршень 7, подпружиненный пружиной 8 На нижнем конце штока 3 через футорку 9 закреплена направляющая 10 штан 11, выполненная в виде двухпоршнеаого пневмоцилиндра одностороннего 9 4 действия с поршнями-штоками 12, подпружиненными навстречу друг другу пру«инами 13 и зафиксированными от проворачивания винтами 1. На штзнгах 11 закреплены держатели 15 горизонтально-копирующих роликов 16 и сварочные горелки 17. На направляющей 10 закреплен вертикально-копирующий ролик 18. В полости футорки 9 расположен жиклер 19, подпружиненный пружиной 20. Жиклер 6 имеет калиброванное отверстие б, а жиклер 19 - отверстие в. Устройство работает следующим образом. Рабочие полости пневмоцилиндров 2 и 10 заполнены сжатым воздухом. При этом шток 3 находится в крайнем верхнем положении, пружина 8 сжата, штоки 12 сдвинуты в крайние боковые положения, пружины 13 сжаты, сварочные горелки 17 отведены за пределы сварочной зоны. При необходимости подвода сварочных горелок 17 к зоне сварки сжатый воздух отводится из рабочих полостей пневмоцилиндров 2 и 10, Из пнеемоцилиндра 10 сжатый воздух устремляется через калиброванное отверстие в в полость а штока 3 и далее через муфту 5 в общую пкевмосеть. Из пневмоцилиндра 2 через калиброванное отверстие б жиклера 6 - также в полость а штока 3, но сечения отверстий подобраны так, что из рабочей полости пневмоцилиндра 2 сжатый воздух удаляется быстрее, чем из пневмоцилиндра 10, и вертикально-копирующий ролик 18 базируется по ребру свариваемой детали раньше, чем подойдут к стенкам детали горизонтально-копирующие ролики 16. В процессе сварки горизонтально-копирующие ролики 16, поджимаемые пружинами 13 к боковым стенкам детали,об- катывают участок детали, расположенный параллельно свариваемому шву, и таким образом сохранять неизменным положение сварочной горелки относительно шва. Вертикально-копирующий ролик 18 поджимаемый пружиной 8, обкатывает ребро детали, поддерживая сварочные горелки в неизменном положении в вертикальной плоскости. Для отвода сварочных горелок Г/ из зоны сварки в рабочие полости пнеамоцилиндров 2 и 10 подается сжатый воздух, который через калиброванное отверстие б жиклера 6 заполняет рабочую полость пневмоцилиндра 2. В пневмоцилиндр 10 сжатый воздух поступает не только через калиброванное отверстие в жиклера 19, но и через зазор, образованный между торцом жиклера 19 и стенкой отверстия г от воздействия сжатого воздуха преодолевшего усилие пружины 20, на торец жиклера 19. Так как суммарное сечение воздухоподводящего канала резко увеличивается, то рабочая полость пневмоцилиндра 10 наполняется быстрее, чем рабочая полость пневмоцилиндра 2. Соответственно горизонтально-копирующие ролики 16 отходят от вертикальных стенок раньше, чем поднимается вертикальнo-кoпиpyющи 1 ролик 18.
Предлагаемое устройство дает возможность повысить производительность труда. Его конструкция позволяет не только автоматизировать процесс подвода и отвода сварочны горелок, но и добиться нужной последовательности базирования по вертикали и горизонтали. Кроме того,она позволяет уста.навливать горизонтально-копирующие ролики точно на участок стенки, проходящий параллельно свариваемому стыку, а при отводе сварочных головок исключает зацепление горизоитально-копирующих роликов за неровности и выступы в верхней части стенок детали.
Формула изобретения Устройство для одновременной сварки двух угловых швов, содержащее тележку со сварочными горелками и закрепленными на осях копирующими роликами, а также связывающие горелки подвижные штанги, отличающееся тем, что, с целью автоматизации подвода сварочных горелок к зоне сварки, устройство снабжено пневмоцилиндром одностороннего действия с полым штоком, жестко закрепленным на тележке, ось которого раз- . мещена перпендикулярно основанию тележки , и направляющими для штанг, закрепленными через футорку на штоке пневмоцилиндра одностороннего действия и выполненными в виде двухпоршневого пневмоцилиндра одностороннего действия, при этом штанги закреплены на штоках двухпоршневого пневмоцилиндра, в штоке пневмоцилиндра одностороннего действия укреплен жиклер, а в футорке - подпружиненный жиклер, и полости пневмоцилиндров соединены между собой через упомянутые жиклеры. Источники информации, принятые во внимание при экспертизе
№ 363562,.кл. В 23 К 37/02, 27.07.71, (прототип).
y///////7777/777Z
Фиг.1 /Ч-/4
