1
Изобретение относится к обработке металлов давлением, а точнее к конструкциям горизонтальных гидравлических прессов для прессования сплошных и полых профилей прямым и обратным методами.Известны гидропрессы, содержащие смонтированные на станине прессовый инструмент, мундштук, расположенную в подвижной траверсе прошивную сис:тему и установленные по обе стороны пресса вспомогательные механизмы для подачи на ось пресса заготовки, прессшайбы и матрицы отделения пресс-ос -; татка от изделия и инструмента и пе редачи параллельно Ъси пресса 3j.roтовки, пресс-шайбы и матрицы (ij
и С2.
Недостатками такого прессе, явля-j
ются необходимость больших производственных площадей для установки всех вспомогательных, механизмов, а также увеличенное из-за большого хода мундштука время цикла.
Цель изобретения - сокращение прризводстье 1ных площадей и времени цикла..
Эта цель достигается за счет того, что вспомогательные механизмы -выполнены в виде трех размещенных
с одной стороны пресса параллельно другдругу ползуноэг каждый из которых снабжен силовым приводом и ножом выполненным в виде кольца, ось КОТОРОГО параллельна оси пресса а акже двух толкателей, установленных по обе СТОРОНЫ ползунов соосно кольцеообразным ножам при исходном прложении последних.
0
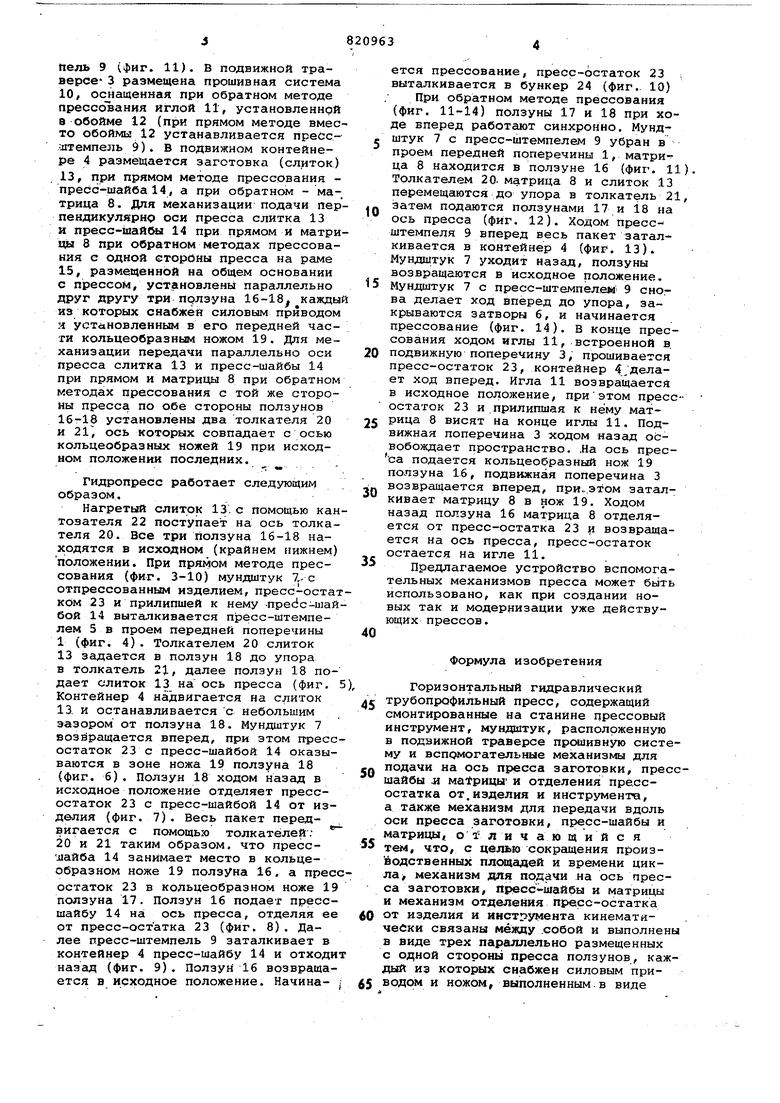
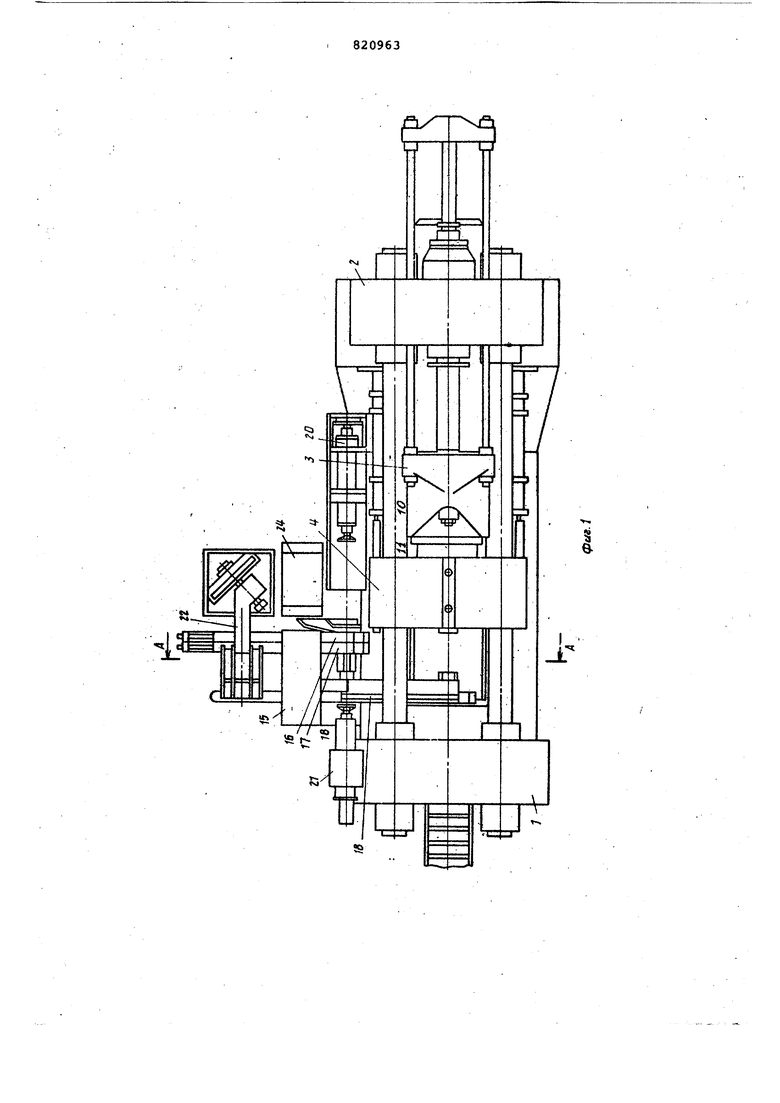
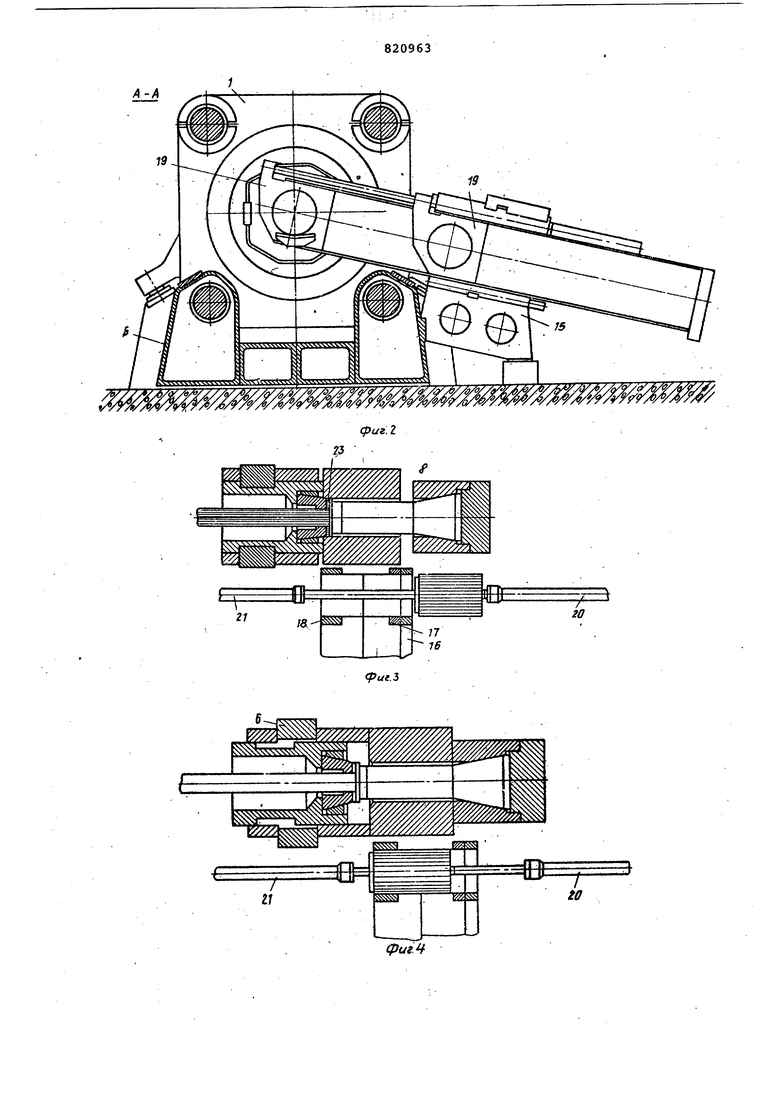
На фиг. 1 показан горизонтальный гидравлический трубопрофильный пресс в плане, общий вид; на фиг. 2 - поперечный разрез А-А на фиг. 1; на фиг. 3-10 показано положение механиз5мов пресса при прямом методе прессо1вания, на фиг. 11-14 - то же, .при обратном методе прессования.
Горизонтальный гидравлический трубопрофильный пресс содержит ста0нину, состоящую из стянутых колон- . нами передней 1 и задней 2 неподвижных траверс, и расположенные между ними подвижную траверсу 3 и подвижный . контейнер 4, размещенные
5 на основании 5. В передней траверсе 1 размещен фиксируемый затворами 6 подвижный инструментальный мундштук 7, в котором при прямом методе прессования закреплена матрица 8 (фиг. 3) 0 а при обратном - полый пресс-штемпель 9 (фиг. 11). В подвижной траверсе- 3 размещена прошивная система 10, оснащенная при обратном методе прессоЪания яглой 11, установленной в обойме 12 (при прямом методе вместо обоймы 12 устанавливается прессатемпель 9). В подвижном контейнере 4 размещается заготовка (слиток) 13, при прямом методе прессования пресс-шайба 14, а при обратном - ма- трица 8. Для механизации подачи перпендикулярно оси пресса слитка 13 и пресс-1аайбы 14 при прямом и матривда 8 при обратном методах прессования с одной стороны пресса на раме 15, размещенной на общем основании с прессом, установлены параллельно друг другу три ползуна 16-18 каждый из которых снабжён силовым приводом и уст новленным в его передней части кольцеобразным ножом 19. Для механизации передачи параллельно оси пресса слитка 13 и пресс-шайбы 14 при прямом и матрицы 8 при обратном методах прессования с той же стороны пресса по обе стороны ползунов 16-18 установлены два толкателя 20 и 21, ось которых совпадает с осью кольцеобразных ножей 19 при исходном положении последних.
7 «и
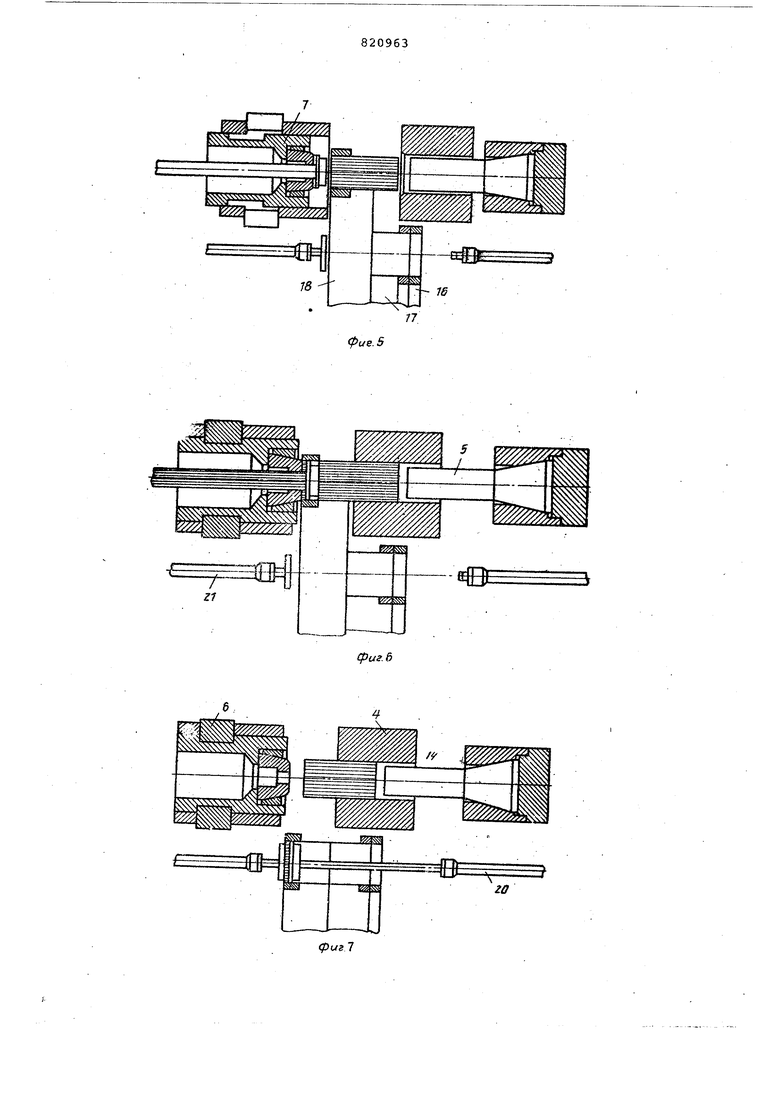
Гидропресс работает следующим образом.
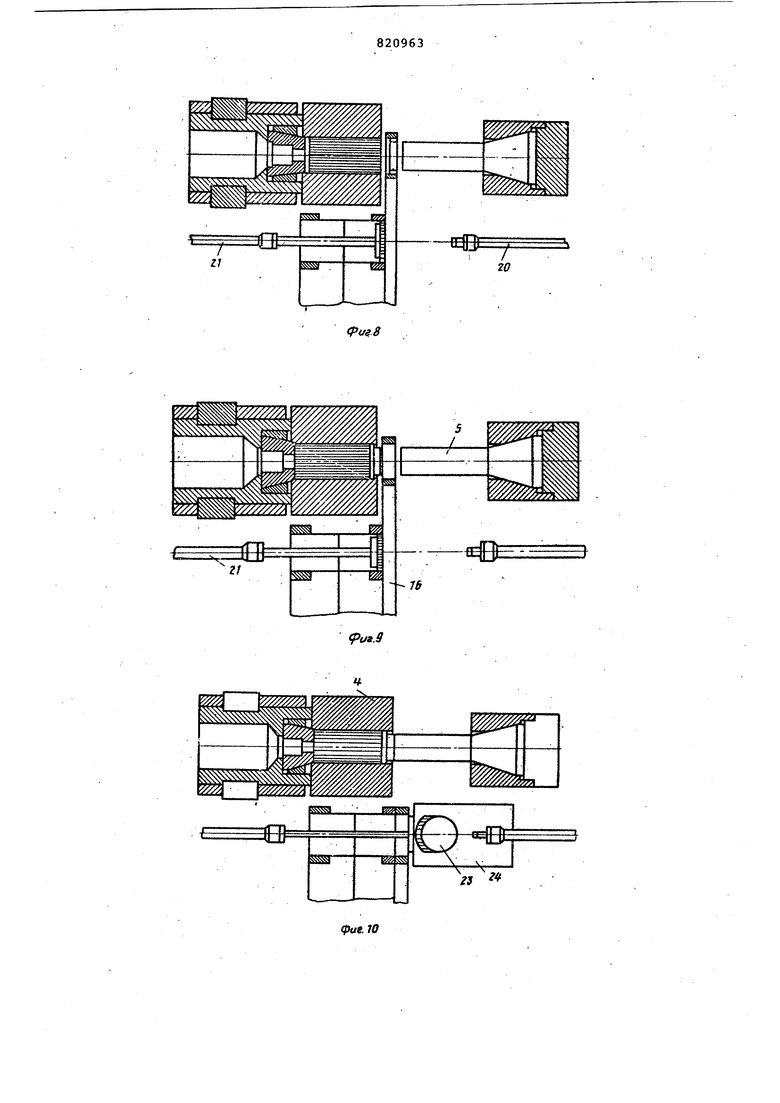
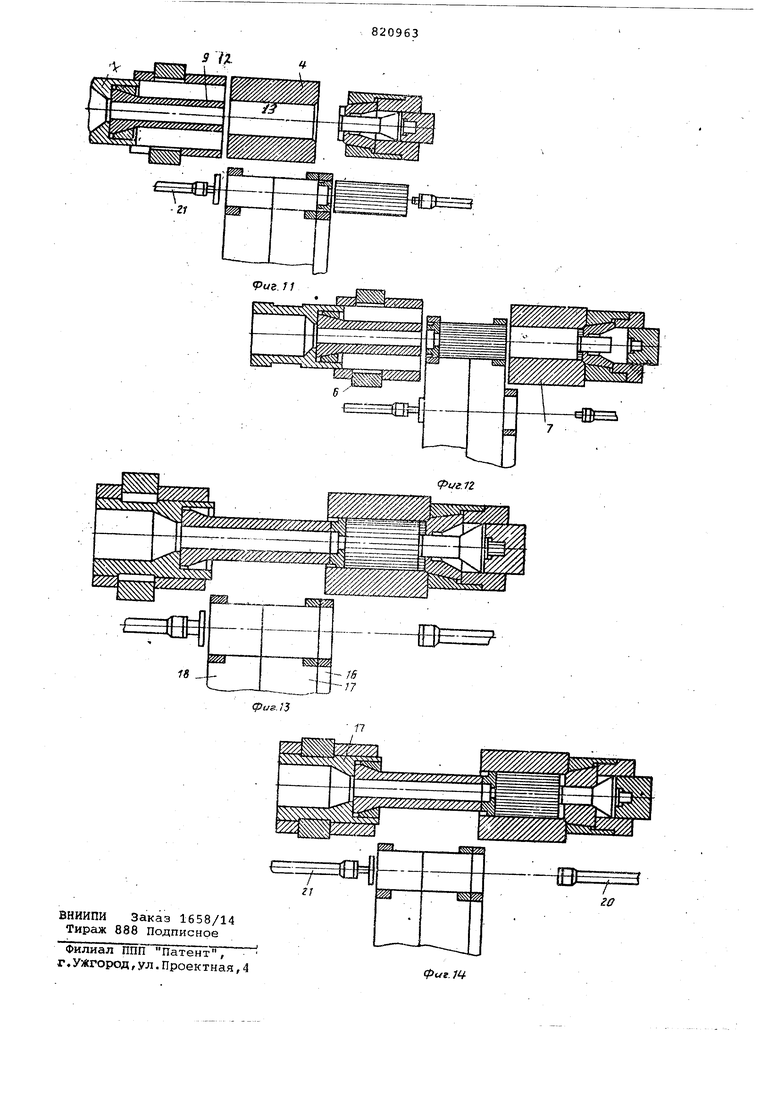
Нагретый слиток 13. с помощью кантователя 22 поступает на ось толкателя 20. Все три ползуна 16-18 находятся в исходном (крайнем нижнем) положении. При прямом методе прессования (фиг. 3-10) мундштук 1,-с отпрессованным изделием, пресс-остатком 23 и прилипшей к нему -npedc-шайбой 14 выталкивается пресс-штемпелем 5 в проем передней поперечины 1 (фиг. 4). Толкателем 20 слиток 13 задается в ползун 18 до упора в толкатель 21, далее ползун 18 подает слиток 13 на ось пресса (фиг. Контейнер 4 надвигается на слиток 13. и останавливается с небольшим зазором от ползуна 18. Мундштук 7 возйращается вперед, при этом прессостаток 23 с пресс-шайбой 14 оказываются в зоне ножа 19 ползуна 18 (фиг. 6). Ползун 18 ходом назад в исходное положение отделяет прессостаток 23 с пресс-шайбой 14 от изделия (фиг. 7). Весь пакет передвигается с помощью толкателей; 20 и 21 таким образом, что пресс.иайба 14 занимает место в кольцеобразном ноже 19 ползуна 16, а прессостаток 23 в кольцеобразном ноже 19 ползуна 17. Ползун 16 подает прессшайбу 14 на ось пресса, отделяя ее от пресс-остатка 23 (фиг. 8). Далее пресс-штемпель 9 заталкивает в контейнер 4 пресс-шайбу 14 и отходи назад (фиг. 9). Ползун 16 возвращается в исходное положение. Начинается прессование, пресс-остаток 23 выталкивается в бункер 24 (фиг. 10) При обратном методе прессо вания (фиг. 11-14) ползуны 17 и 18 при ходе вперед работают синхронно, МундJ штук 7 с пресс-штемпелем 9 убран в проем передней поперечины 1, матрица 8 находится в ползуне 16 (фиг. 11) Толкателем 20- матрица 8 и слиток 13 перемещаются до упора в толкатель 21,
f. затем подаются ползунами 17 и 18 на ось пресса (фиг. 12). Ходом прессштемпеля 9 вперед весь пакет заталкивается в контейнер 4 (фиг, 13). Мундатук 7 уходит назад, ползуны возвращаются в исходное положение.
5 Мундштук 7 с пресс-штемпел.ем 9 сно.ва делает ход вперед до упора, закрываются затворы 6, и начинается прессование (фиг. 14). в конце прессования ходом иглы 11, встроенной в.
0 подвижную поперечину 3, прошивается пресс-остаток 23, контейнер 4;делает ход вперед. Игла 11 возвращается в исходное положение, приэтом пресс-остаток 23 и .прилипшая к нему матрица 8 висят на конце иглы 11. Подвижная поперечина 3 ходом назад освобождает пространство. .На ось пресса подается кольцеобразный нож 19 по.пзуна 16, подвижная поперечина 3
Q возвращается вперед, при...этом заталкивает матрицу 8 в нож 19. Ходом назад ползуна 16 матрица 8 отделяется от пресс-остатка 23 и возвращается на ось пресса, пресс-остаток остается на игле 11.
Предлагаемое устройство вспомогательных механизмов пресса может быть использовано, как при создании новых так и модернизации уже действующих прессов.
Формула изобретения
Горизонтальный гидравлический трубопрофильный пресс, содержащий смонтированные на станине прессовый инструмент, мундштук, расположенную в подвижной траверсе прошивную систему и вспомогательные механизмы для подачи на ось пресса заготовки, прессшайбы я матрицы и отделения прессостатка от.изделия и инструмента, а также механизм для передачи вдоль оси пресса заготовки, пресс-шайбы и матрицы обличающийся
тем, что, с целью сокращения производственных плсяцадей и времени цикла механизм для подачи на ось пресса заготовки, пресс-шайбы и матрицы и механизм отделения пресс-остатка
от изделия и инструмента кинематически связаны между .собой и выполнены в виде трех параллельно размещенных с одной стороны пресса ползунов, каждый из которых снабжен силовым приводом и ножом, выполненным.в виде
5 8209636
кольца, ось которого паргшлельна осиИсточники информации,
пресса, а механизм для передачи вдольпринятые во внимание при экспертизе
оси пресса заготовки, пресс-шайбы1. Желобов в .В. и Зверев Г.И.
и матрицы выполнен в виде двух-Прессование металлов, Металлургизтолкателей, установленных по обедат, М., 1959, с. 189.
стороны от ползунов соосно но-е 2. Сомов B.C. Трубопрофильныё
жг1М с возможйостью вторичного .прессы, М., Машиностроение, 1972,
перемещений.. 26-31. (прототип).
uxq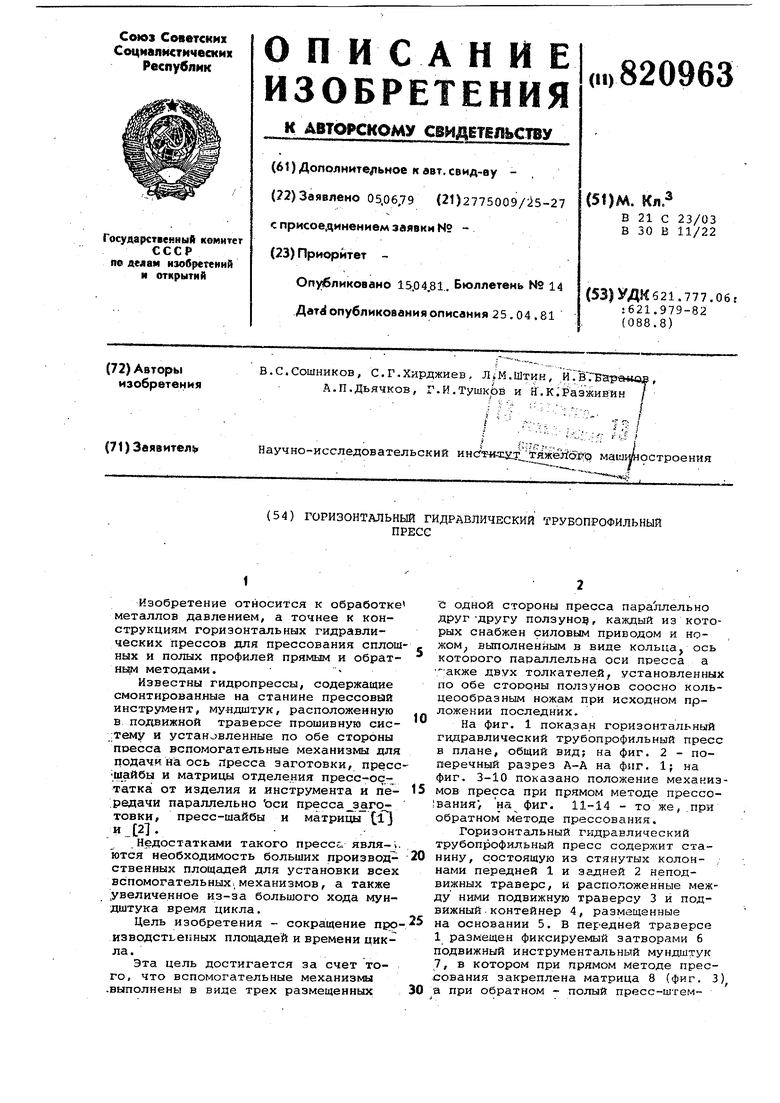

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отделения и передачи пресс-шайбы к горизонтальному прессу | 1982 |
|
SU1090470A1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1972 |
|
SU343871A1 |
| УСТРОЙСТВО для ОТДЕЛЕНИЯ ПРЕССШАЙБЫ | 1970 |
|
SU267569A1 |
| Способ прессования прутков, полос и профилей на горизонтальных прессах | 1959 |
|
SU124913A1 |
| Горизонтальный трубопрофильный пресс | 1982 |
|
SU1037988A1 |
| СПОСОБ ПРЯМОГО ПРЕССОВАНИЯ ТРУБОПРОФИЛЬНОГО ИЗДЕЛИЯ | 2002 |
|
RU2238161C2 |
| ТРУБОПРСФИЛЬНЫЛ ПРВСС | 1968 |
|
SU281130A1 |
| ПРУТКОВО-ПРОФИЛЬНЫЙ ПРЕСС | 2001 |
|
RU2231408C2 |
| ТРУБОПРОФИЛЬНЫЙ ПРЕСС | 2001 |
|
RU2205081C2 |
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПРОИЗВОДСТВА СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2007 |
|
RU2349457C1 |
9 П
V
Pus. Г1
