1
(21)4439331/23-02
(22)15.06.88
(46) 30.07.90. Бюл. № 28
(71)Завод Днепротяжбуммаш им. Артема
(72)В.Б. Елин, А.П. Коваленко, Е.М. Пуха, Е.В. Елина и А.И. Шалит
(53)621.357.7.035-52 (088.8) (56) Авторское свидетельство СССР № 836241, кл. С 25 D 19/00, 1981.
Авторское свидетельство СССР № 1073344, кл. С 25 D 19/00, 1984.
(54)АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ
(57) Изобретение относится к электрохимической обработке, в частности к хромированию наружных и внутренних поверхностей крупногабаритных изделий. Цель изобретения - повышение производительности. Автоматическая линия для электрохимической обработки крупногабаритных изделий включает технологические ванны 1-5, подвеску, монтажный стол 8, робот-манипулятор 9, пульт управления 12 и стол демонтажа 19. По команде с пульта управления 12 робот-манипулятор 9 подходит к монтажному столу 8, захватывает подвеску с обрабатываемой деталью и транспортирует по технологическим ваннам 1-5. Во время подъес S
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гальванического покрытия деталей | 1982 |
|
SU1070220A1 |
| АВТОМАТИЗИРОВАННЫЙ КОМПЛЕКС ЭЛЕКТРОИМПУЛЬСНОГО ПОЛИРОВАНИЯ ДЕТАЛЕЙ | 1993 |
|
RU2049163C1 |
| Устройство для гальванического покрытия деталей | 1982 |
|
SU1082869A1 |
| Роботизированный комплекс для формирования наноструктурированных хромовых покрытий | 2022 |
|
RU2786270C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ХИМИЧЕСКИХ И ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ | 2008 |
|
RU2379382C2 |
| Способ демонтажа механизированной крепи | 1989 |
|
SU1700256A1 |
| Автоматизированная линия для термического упрочнения изделий | 1985 |
|
SU1294843A1 |
| Способ поддержания уровня нагреваемого электролита ванны, работающей "под током" | 2016 |
|
RU2632727C2 |
| Установка для гальванической обработки | 1981 |
|
SU950805A1 |
| Автоматическая линия для гальванохимической обработки крупногабаритных изделий | 1977 |
|
SU618461A1 |
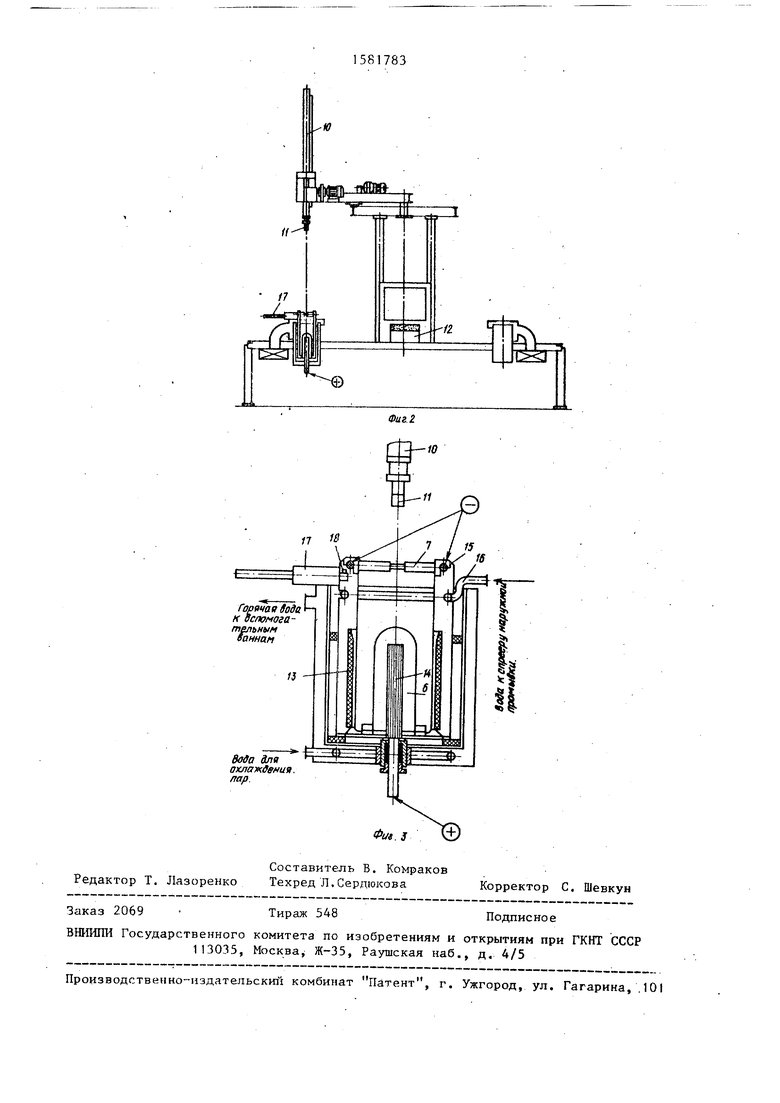
Изобретение относится к электрохимической обработке, в частности к хромированию наружных и внутренних поверхностей крупногабаритных изделий. Целью изобретения является повышение производительности. Автоматическая линия для электрохимической обработки крупногабаритных изделий включает технологические ванны 1-5, подвеску, монтажный стол 8, робот-манипулятор 9, пульт управления 12 и стол демонтажа 19. По команде с пульта управления 12 робот-манипулятор 9 подходит к монтажному столу 8, захватывает подвеску с обрабатываемой деталью и транспортирует по технологическим ваннам 1-5. Во время подъема подвески после окончания обработки при помощи спреера производится промывка наружной поверхности детали. После окончания подъема спреер отключается и автоматически включается телескопический спреер-манипулятор, который после выдвижения распылительной головки промывает внутреннюю поверхность изделия. После окончания промывки телескопический спрейр-манипулятор возвращается на исходную позицию, а робот-манипулятор 9 транспортирует изделие к ванне улавливания 3 и далее к ваннам 4 и 5. Все эти операции выполняются автоматически по заданной программе. Затем обработанные детали транспортируются на демонтажный стол 19, с которого снимаются консольно-поворотным краном. Такая конструкция автоматической линии за счет наличия телескопических спрейеров-манипуляторов, установленных на ваннах и электрически связанных с однопозиционным роботом-манипулятором, обеспечивает повышение производительности труда. 3 ил.
ел
оо
j
оо. оо
Фиг 1
ма подвески после окончания обработки при помощи спрейера производится промывка наружной поверхности детали. После окончания подъема спрейер отключается и автоматически включается телескопический спрейер-манипуля- тор, который после выдвижения распылительной головки промывает внутреннюю поверхность изделия. После окон- чания промывки телескопический спрей- ер-манипулятор возвращается на исходную позицию, а робот-манипулятор 9 транспортирует изделие к ванне улавИзобретение относится к электрохимической обработке, в частности для хромирования наружных и внутренних поверхностей крупногабаритных изделий с дном и без дна.
Целью изобретения является повышение производительности.
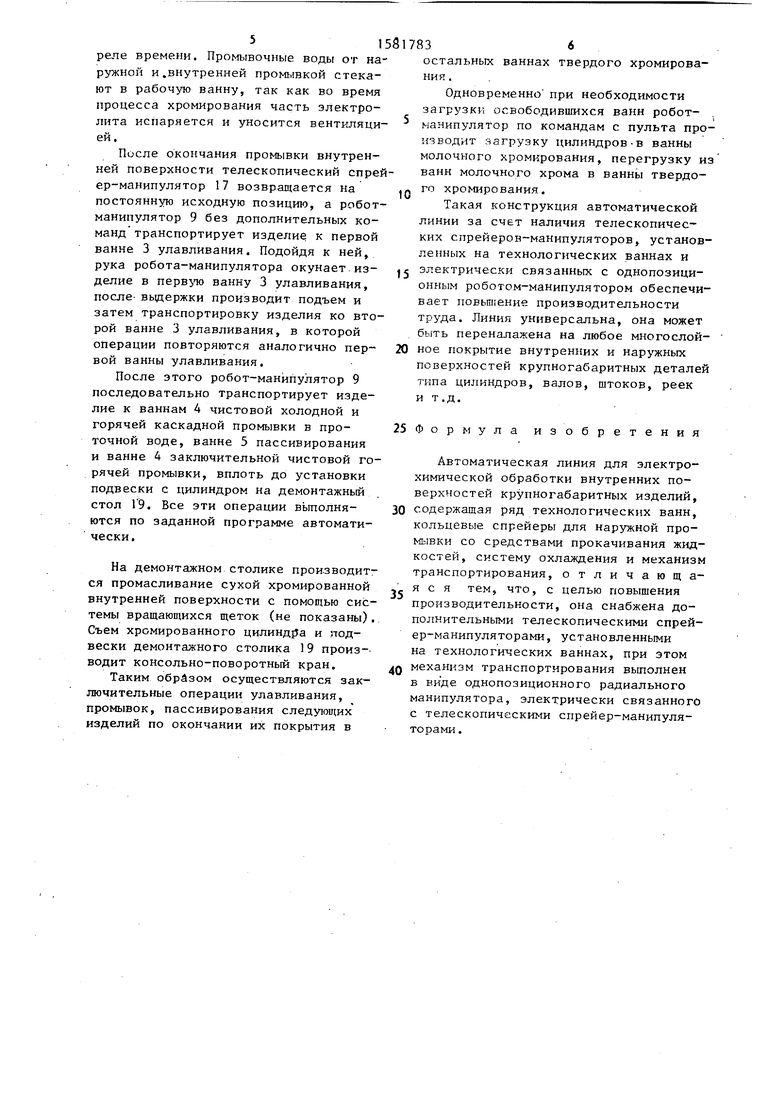
На фиг.1 изображена линия, вид сверху; на фиг.2 - то же, вид сбоку; на фиг.,3 одна из рабочих ванн и рука робота-манипулятора.
Автоматическая линия для электро
химической обработки крупногабаритных изделий включает три рабочие ванны 1 молочного хромирования и три рабочие ванны 2 твердого хромирования шесть вспомогательных ванн, в том числе две ванны 3 улавливания, три ванны 4 каскадной чистовой промывки, ванну 5 пассивации. Изделия 6 устанавливаются на подвеску 7 на монтажном столе 8, имеющем вращающуюся систему щеток, очищающих и обезжиривающих внутреннюю поверхность цилиндра. Линия также включает манипулятор 9, который при помощи руки 10 и схва- та 11 по сигналу с пульта 12 управле- Н1ия транспортирует изделия по технологическим валикам.
Рабочие ванны молочного 1 и твердого 2 хромирования содержат направляющие кондукторные стойки 13, из- готовленные из полиэтилена или текстолита, которые автоматически ориентируют во время загрузки в ванну покрываемые изделия 6 по отношению к аноду 14, Отрицательный потенциал подается на изделие через катодные штанги 15 и подвеску 7.
Промывка обрабатываемых изделий с наружной стороны осуществляется спрсй
ливания 3 и далее к ваннам 4 и 5. Все эти операции выполняются автоматически по заданной программе. Затем обработанные детали транспортируются на демонтажный стол 19, с которого снимаются консольно-поворотным краном. Такая конструкция автоматической линии за счет наличия телескопических спренеров-манипуляторов, установленных на ваннах и электрически связанных с однопозиционным роботом-манипулятором, обеспечивает повышение , производительности труда. 3 ил.
0
Q g
55
ером 16, ас внутренней стороны - телескопическим спр йером-манипулятором 17 при помощи распылительной головки 18„ Демонтаж обработанных изделий производится на столе 19.
Линия работает следующим образом.
По команде с пульта 12 управления робот-манипулятор 9 подходит к монтажному столу 8 и рукой 10 с помощью схвата 11 захватывает подвеску 7 с обрабатываемым цилиндром 6 и транспортирует в одну из ванн ,1 мо- лоччого хромирования. Аналогично производится загрузка изделиями всех трех ванн 1. По окончании процесса молочного хромирования, время которого фиксируется реле робот-манипулятор 9 переносит цилиндр 6 в ванны 2 твердого хромирования.
По окончании твердого хромирования, время которого задается реле времени, по команде с пульта 12 управления робот-манипулятор подходит к ванне 2, рука 10 с помощью схвата 15 цепляет подвеску 7 с изделием 6 и начинается их подъем из ванны. Эти и все последующие операции и действия робота-манипулятора производятся автоматически без дополнительных команд с пульта управления по заданной п ро гр амме.
Во время подъема с помощью спрей- ера 16 производится промывка наружной поверхности цилиндра. После окончания подъема спрейер 16 отключается и автоматически включается телескопический спрейер-манипулятор 17, который после выдвижения распылительной головки 18 на рабочую позицию промывает внутреннюю поверхность изделия. Время промывки задается
реле времени. Промывочные воды от наружной и.внутренней промывкой стекают в рабочую ванну, так как во время процесса хромирования часть электролита испаряется и уносится вентиляцией.
После окончания промывки внутренней поверхности телескопический спрей ер-манипулятор 17 возвращается на постоянную исходную позицию, а робот- манипулятор 9 без дополнительных команд транспортирует изделие к первой ванне 3 улавливания. Подойдя к ней, рука робота-манипулятора окунает изделие в первую ванну 3 улавливания, после выдержки производит подъем и затем транспортировку изделия ко второй ванне 3 улавливания, в которой операции повторяются аналогично первой ванны улавливания.
После этого робот-манипулятор 9 последовательно транспортирует изделие к ваннам 4 чистовой холодной и горячей каскадной промывки в проточной воде, ванне 5 пассивирования и ванне 4 заключительной чистовой горячей промывки, вплоть до установки подвески с цилиндром на демонтажный стол 19. Все эти операции выполняются по заданной программе автоматически.
На демонтажном столике производится промасливание сухой хромированной внутренней поверхности с помощью системы вращающихся щеток (не показаны). Съем хромированного цилиндра и подвески демонтажного столика 19 производит консольно-поворотный кран.
Таким образом осуществляются заключительные операции улавливания, промывок, пассивирования следующих изделий по окончании их покрытия в
0
остальных ваннах твердого хромирования .
Одновременно при необходимости загрузки освободившихся ванн робот- манипулятор по командам с пульта производит - агрузку цилиндров-в ванны молочного хромирования, перегрузку из ванн молочного хрома в ванны твердого хромирования.
Такая конструкция автоматической линии за счет наличия телескопических спрейерон-манипуляторов, установленных на технологических ваннах и
г электрически связанных с однопозици- онным роботом-манипулятором обеспечивает повышение производительности труда. Линия универсальна, она может бнть переналажена на любое многослой0 ное покрытие внутренних и наружных поверхностей крупногабаритных деталей типа цилиндров, валов, штоков, реек и т.д.
5 Фор мула изобретения
Автоматическая линия для электрохимической обработки внутренних поверхностей крупногабаритных изделий, 0 содержащая ряд технологических ванн, кольцевые спрейеры для наружной промывки со средствами прокачивания жидкостей, систему охлаждения и механизм транспортирования, отличающа
я с я тем, что, с целью повышения
производительности, она снабжена дополнительными телескопическими спрей- ер-манипуляторами , установленными на технологических ваннах, при этом механизм транспортирования выполнен в виде однопозиционного радиального манипулятора, электрически связанного с телескопическими спрейер-манипуля- тооами.
дойа Ил
охлаждения
пар
Редактор Т. Лазоренко
Составитель В. Комраков Техред Л.Сердюкова
Заказ 2069
Тираж 548
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Фи
Корректор С. Шевкун
Подписное
