Известны транспортные устройства для перемещения изделий в технологических линиях, преимущественно электроламп на операции контроля, содержащие оборудованный гнездами для ламп цепной конвейер, снабженный механизмом переноса на него ламп с подающего конвейера, выполненным в виде подвижных губок, поворачивающихся вокруг оси при помощи рычажной системы.
Описываемое транспортное устройство отличается от известных тем, что оно снабжено наклонным двухручьевым вибролотком с отсекателями, выдающими лампы на механизм переноса с приспособлением для центровки цоколей ламп и пневмозахватами. Транспортное устройство такой конструкции обеспечивает ориентацию ламп для установки их в гнезда цепного конвейера. Для обеспечения проверки электроламп в заданном режиме цепной конвейер снабжен щиной, состоящей из секций высокого и низкого напряжения, подводимого к центральным контактам гнезд посредством щеток. Кроме того, механический съем бракованных ламп обеспечивается тем, что цепной конвейер снабжен установленными на поворотном валу у концевого барабана криволинейными направляющими.
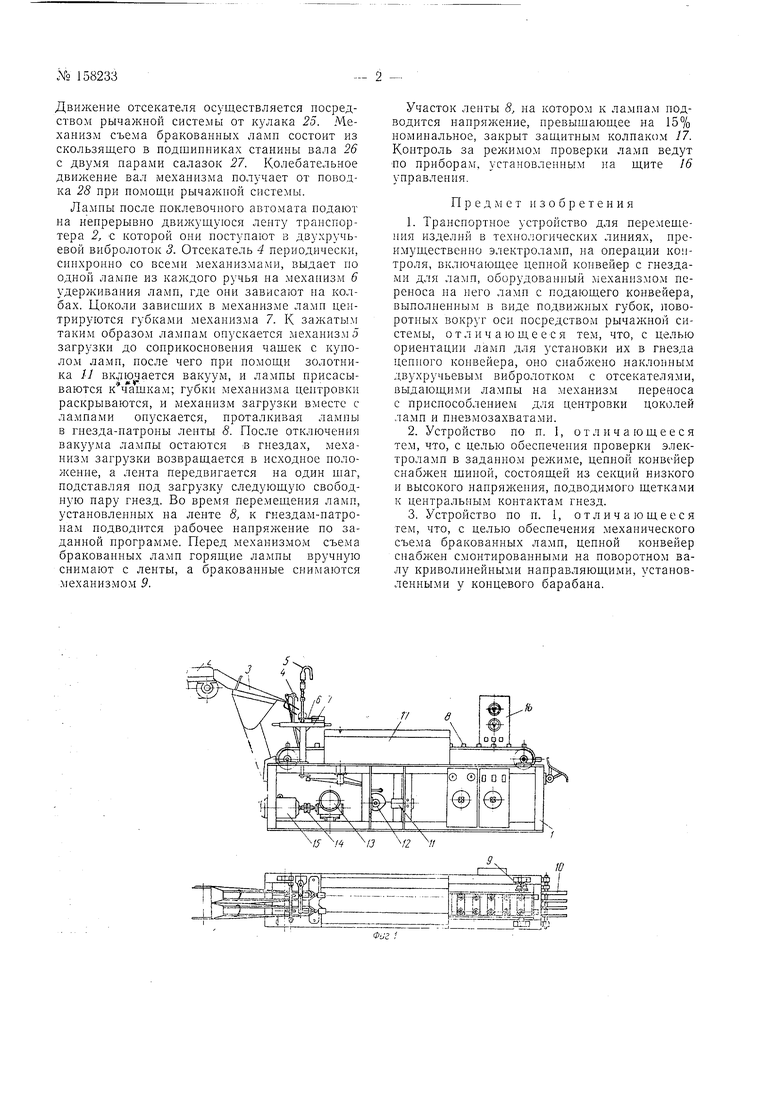
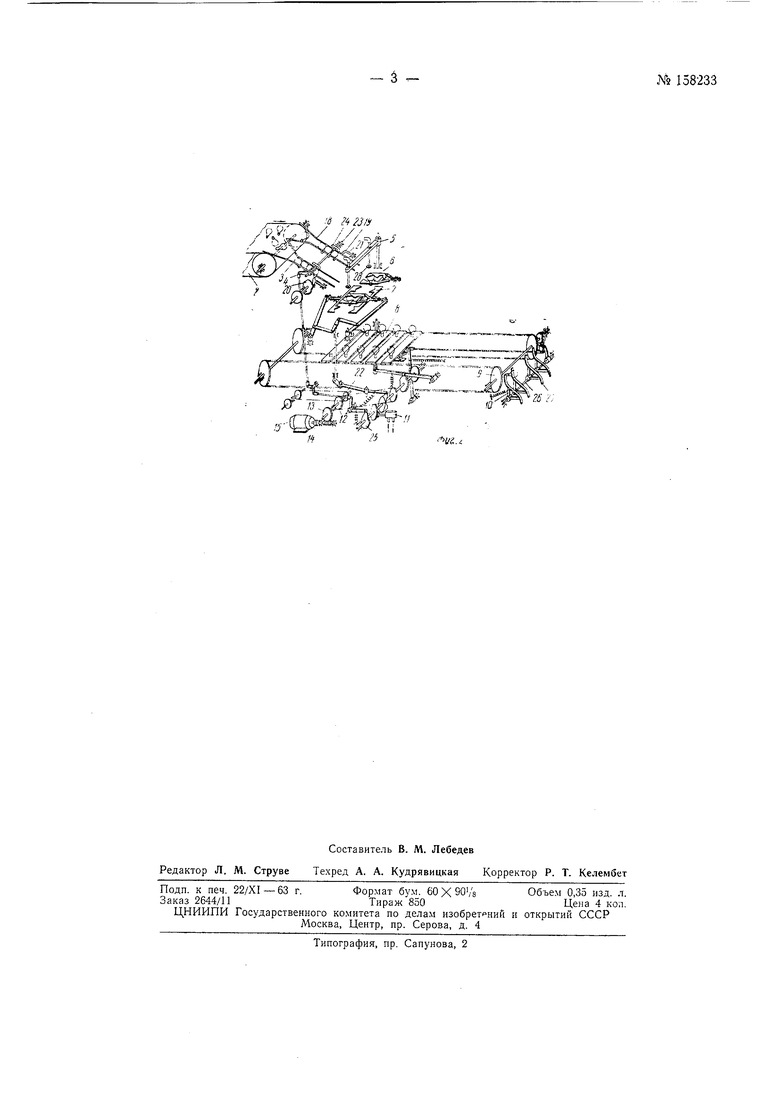
На фиг. 1 изображено транспортное устройство Б двух проекциях: на фиг. 2 - кинематическая схема устройства.
На станине / смой гмрованы все узлы и механизмы транспортного устройства: .тенточный транспортер 2. механический вибрационный лоток 3, отсекзтель 4, механизм 5 загрузки, механизм 6 удерживания ламп, механизм 7 центровки, лента 5 с гнездами, привод 9 движения ленты, механизм 10 съема бракованных ла.мп, вакуумный золотник 11, распределительный вал 12 с кулаками, редуктор 13, соединительная муфта 14, электродвигатель 15 и щит 16 управления. Лента 8 снаружи закрыта защитным колпаком 17.
Механический вибрационный лоток выполнен двухручьевым и состоит из двух пар направляющих салазок 18 и двух направляющих кронщтейнов 19, на которых лоток соверщает возвратно-поступательное движение, сообщаемое ему храповиком 20 и пружиной 21. Храповик приводится во вращение при помощи цепной передачи от звездочки 22, расположенной на валу редуктора 13. Отсекатель выполнен в виде вращающегося в подшипниках валика 23, на котором закреплены две пластины 24 с отогнутыми свободными концами.
Движение отсекателя осуществляется посредством рычажной системы от кулака 25. Механизм съема бракованных ламп состоит из скользящего в подшипниках станины вала 26 с двумя парами салазок 27. Колебательное движение вал механизма получает от поводка 28 при помощи рычажпой системы.
Лампы после поклевочиого автомата подают на непрерывно двил ущуюся ленту транспортера 2, с которой они поступают в двухручьевой вибролоток 3. Отсекатель 4 периодически, синхронно со всеми механизмами, выдает по одной лампе из каждого ручья на мехапизм 6 удерживания ламп, где онн зависают на колбах. Цоколи зависших в MexaHH3jMe ламп центрируются губками механизма 7. К зажатым таким образом лампам опускается механизм 5 загрузки до соприкосновения чащек с куполом ламп, после чего при помощи золотника 11 вКнТЮчается вакуум, и лампы присасываются губки механизма центровки раскрываются, и механизм загрузкн вместе с лампами онускается, проталкивая лампы в гнезда-патроны ленты 6. После отключения вакуума лампы остаются в гнездах, мехаиизм загрузки возвращается в исходное положение, а лента передвигается иа один таг, подставляя под загрузку следующую свободную пару гнезд. Во время перемещения ламп, установленных на ленте 8, к гнездам-патронам подводится рабочее папряжение по заданной программе. Перед механизмом съема бракованных ламп горящие лампы вручную снимают с ленты, а бракованные снимаются механизмом 9.
Участок леиты 8, на котором к ламнам подводится напряжение, нревыщающее на 15% номинальное, закрыт защитным колпаком 17. Контроль за режимом проверки ламп ведут по приборам, установлениым на щите 16 управления.
Предмет изобретения
1.Транспортное устройство для перемещения изделий в технологических линиях, преимущественно электроламп, на операции контроля, включающее цепной конвейер с гнездами для ламп, оборудованный механнзмом переноса иа него ламп с подающего конвейера, выполненным в виде подвижных губок, поворотиых вокруг оси посредством рычажной системы, отличающееся тем, что, с целью ориентации ламп для установки их в гнезда цепного конвейера, оно снабжено наклонным двухручьевым вибролотком с отсекателями, выдающими лампы на механизм переноса с приспособлением для центровки цоколей ламп и пневлЮзахватамн.
2.Устройство по п. 1, отличающееся тем, что, с целью обеспечения проверки электроламп в заданном режиме, цепной конвейер снабжен шиной, состоящей из секций низкого и высокого нанряжения, подводимого щетками к центральным контактам гнезд.
3.Устройство по п. 1, отличающееся тем, что, с целью обеспечения механического съема бракованных ламп, цепной конвейер снабжен смонтированными на поворотном валу криволинейными направляющими, установленными у концевого барабана.
tb
.
