Изобретение относится к ремонту подвижного состава железных дорог, в частности демонтажу роликовых букс вагонов.
Демонтаж роликовых букс выполняется на поточных линиях, где предусмотрены следующие позиции ремонта: съем буксового узла с колесной пары и постановка его на конвейер, выпрессовка блока подшипников, мойка корпусов букс с ее элементами, мойка подшипников и подача их в монтажное отделение.
В настоящее время для массового оборудования грузовых и пассажирских вагонов в качестве типового принят буксовый узел с установкой двух цилиндрических роликовых подшипников на горячей посадке.
Характерной особенностью принятого буксового узла является то, что при снятии его с шейки оси внутренние кольца подшипников остаются на шейке, и, следовательно, возникает опасность выпадения роликов из гнезд сепараторов при последующих операциях ремонта (транспортировке, выпрессовке и обмывке). Для предотвращения выпадания роликов инструкцией по их ремонту предусмотрена постановка специальных технологических втулок. Эта операция выполняется вручную, как правило, для каждого подшипника после выпрессовки. Предварительно перед постановкой технологической втулки в подшипник необходимо произвести расправку роликов, т. е. установку каждого ролика внутрь гнезда сепаратора до соприкосновения с роликовой дорожкой наружного кольца подшипника. Эта операция также выполняется вручную, что приводит к неоправданным затратам времени и рабочей силы и прерывает нормальный режим работы поточной линии. Так как подшипники после выпрессовки еще не промыты, то полости гнезд забиты старой смазкой. Поэтому расправка является не только трудоемкой операцией, но и не привлекательной. Следовательно, необходима автоматизация расправки роликов и закладки технологических втулок.
Известны средства частичной механизации операций расправки роликов и постановки технологических втулок. Данные средства являются ручными приспособлениями.
Известна поточная линия для демонтажа роликовых букс, содержащая позицию демонтажа букс с колесной пары, транспортирующие средства для букс и ее элементов, моечные машины и исполнительные механизмы. Однако в данной линии отсутствуют позиции выпрессовки подшипников и закладки технологических втулок, она является сложной и, следовательно, ненадежной.
Известна автоматическая машина вагонного депо Ясиноватая для промывки корпусов букс и подшипников, совмещенная с устройством выпрессовки роликовых подшипников. Это поточная линия ремонта роликовых букс имеет четыре позиции: установки букс на контейнер после снятия с шейки оси, выпрессовки подшипников из буксы, обмывки и зачистки буксы от коррозии и подачи ее по транспортеру в монтажное отделение. Однако в этой поточной линии операции расправки роликов и закладки технологических втулок в подшипники не реализованы, что является нарушением инструкции по обмотке и ремонту цилиндрических роликовых подшипников на горячей посадке с беззаклепочными сепараторами. Кроме того, степень автоматизации некоторых операций низкая, например съем буксы с колесной пары производится с помощью кран-балки.
Наиболее близким техническим решением является установка для распрессовки подшипников и очистки букс железнодорожного подвижного состава, содержащая в основном все позиции ремонта предыдущего аналога, отличаясь лишь только усовершенствованным механизмом зачистки корпусов букс, опрокидывателем для удаления остатков моющего раствора и педальные выключатели для обеспечения промывки элементов буксы в кассетах. Однако отмеченные выше недостатки предыдущего аналога в установке прототипа остаются. Здесь при транспортировке и обмывке выпадение роликов из гнезд сепаратора неизбежно. В случае выпадения хотя бы одного ролика инструкцией предусмотрено производство второго вида ремонта подшипников с полной селекцией роликов, несмотря на исправность подшипников в целом, что приводит к неоправданным затратам на ремонт буксовых узлов.
Введение педальных выключателей на каждой позиции усложняет управление и конструкцию установки, уменьшая надежность ее работы, ухудшая условия труда.
Целью изобретения является повышение качества ремонта, гибкости сопряжения со смежными линиями ремонта колесных пар и улучшение условий труда путем автоматизации всего цикла операций от съема до подачи букс и ее элементов на транспортирующий накопитель.
Цель достигается тем, что поточная линия ремонта роликовых букс, содержащая пульт управления и шаговый конвейер, сопряженный на его входе через буксосъемник с позицией съема роликовых букс и на выходе с транспортирующим накопителем, оборудованный расположенными последовательно в соответствии с позициями ремонта устройствами выпрессовки подшипников с упорной верхней плитой, приемной для подшипников камерой, снабженной подвижными створками и связанной с моечной для подшипников машиной через лоток-накопитель, и моечной для корпусов букс и ее элементов машиной с устройствами зачистки и удаления остатков моющего раствора, она дополнена устройствами расправки роликов подшипника в сепараторе и закладки технологических втулок в подшипники буксы, двухрядным магазином технологических втулок и кантователем подшипников, при этом устройства расправки роликов и закладки технологических втулок установлены на одной позиции последовательно друг за другом между позициями постановки буксы и выпрессовки подшипников и над шаговым конвейером по его центру, причем первое из них закреплено на П-образной раме и выполнено в виде вертикального силового цилиндра с возможностью выдвижения штока вниз, который снабжен конусообразной оправкой с максимальным диаметром, соответствующим наружному диаметру технологической втулки с зазором, второе выполнено в виде цилиндрической вместимостью на две втулки кассеты с консольным двухручьевым лотком, наклонно врезанным в боковое окно кассеты, и фиксаторами, закрепленной на П-образном кронштейне, шарнирно установленном на опорах, связанных с рамой шагового конвейера, и снабжена приводом для поворота кассеты в сторону устройства расправки роликов с возможностью совмещения осей цилиндрической кассеты и буксы, находящейся на данной позиции, двухрядный магазин выполнен в виде двухручьевого наклонного лотка, снабженного отсекателем в нижней части лотка, где последний через зазор сопряжен с упомянутым консольным двухручьевым лотком в кассете, кантователь выполнен в виде силового цилиндра, корпус которого шарнирно закреплен на раме устройства выпрессовки, а шток шарнирно связан с двуплечим фигурным рычагом, одно плечо которого шарнирно установлено на упомянутой раме, другое плечо жестко связано с боковой поверхностью приемной для подшипников камеры с возможностью поворота ее на 90о и обеспечения самовыкатки подшипников из камеры в двухручьевой лоток-накопитель, моечная машина корпусов букс и ее элементов с устройствами для зачистки и удаления остатков моющего раствора установлена на шаговом конвейере с пропуском одной уравнительной позиции после устройства выпрессовки.
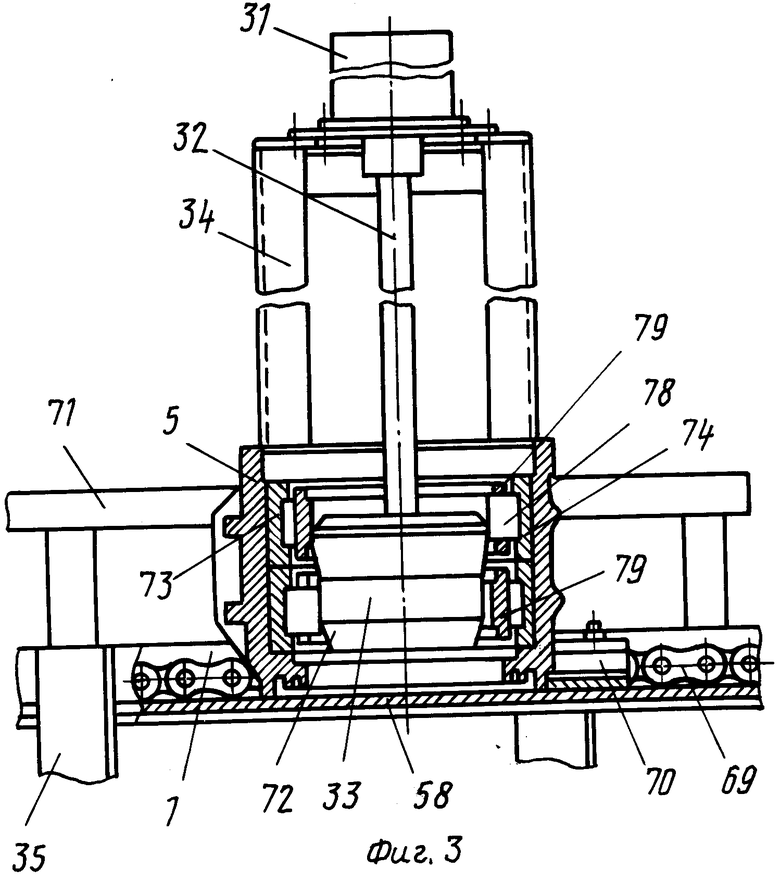
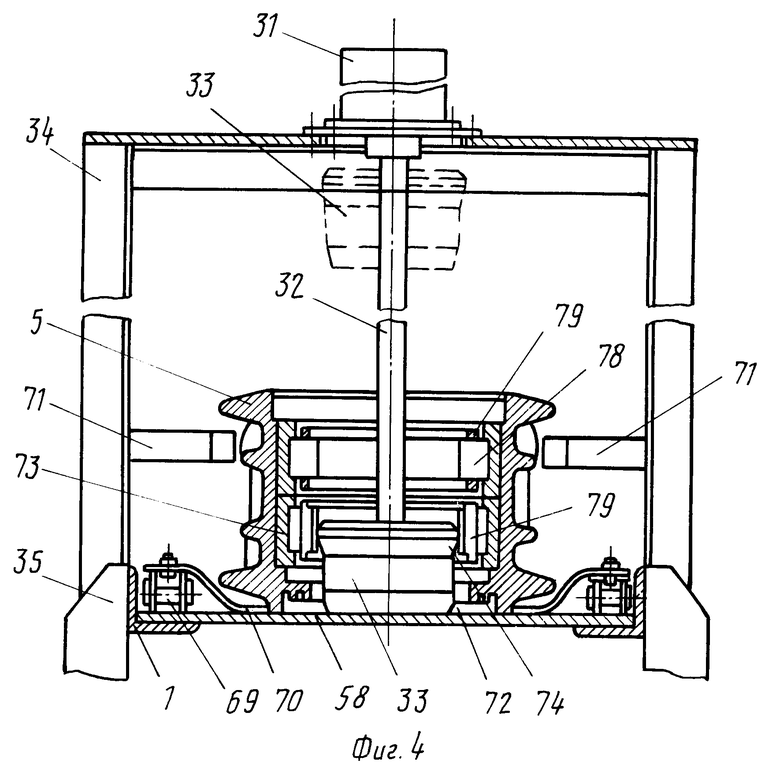
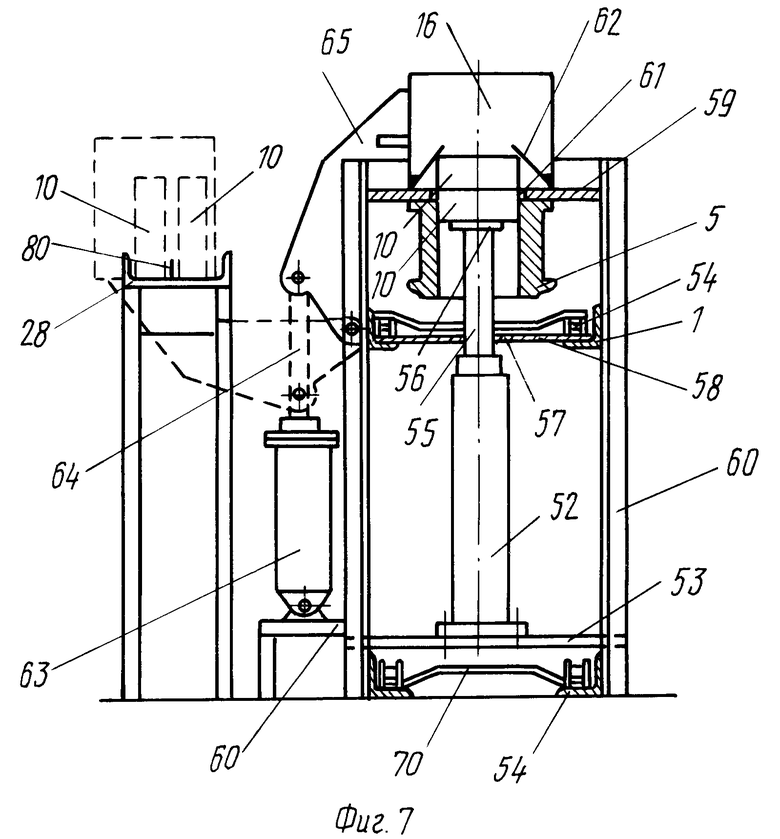
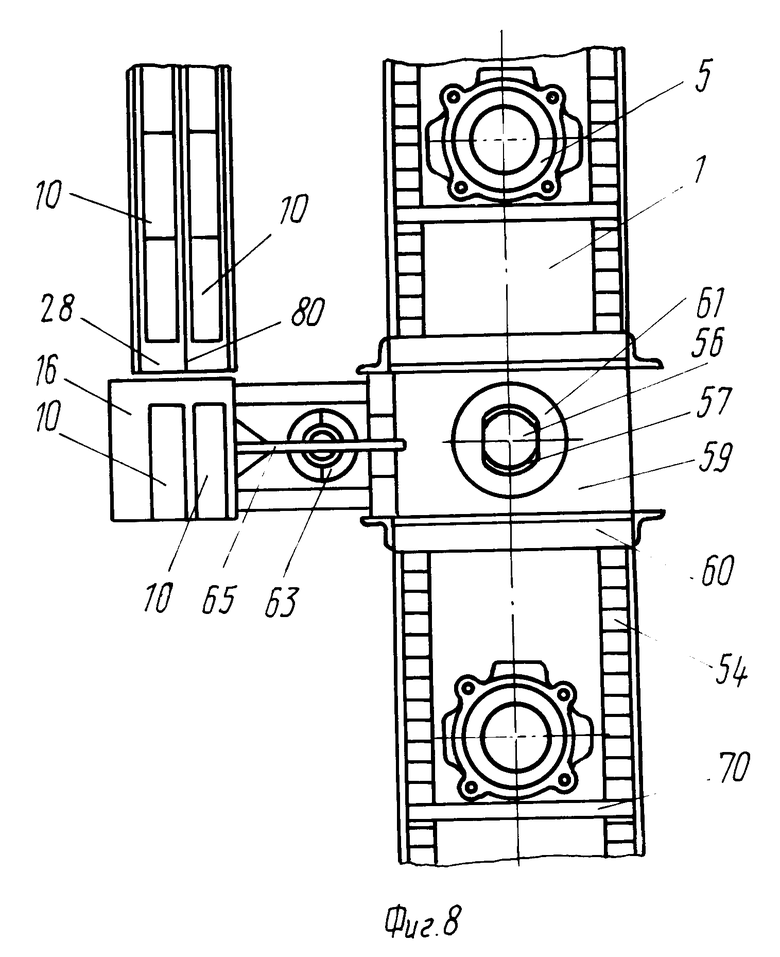
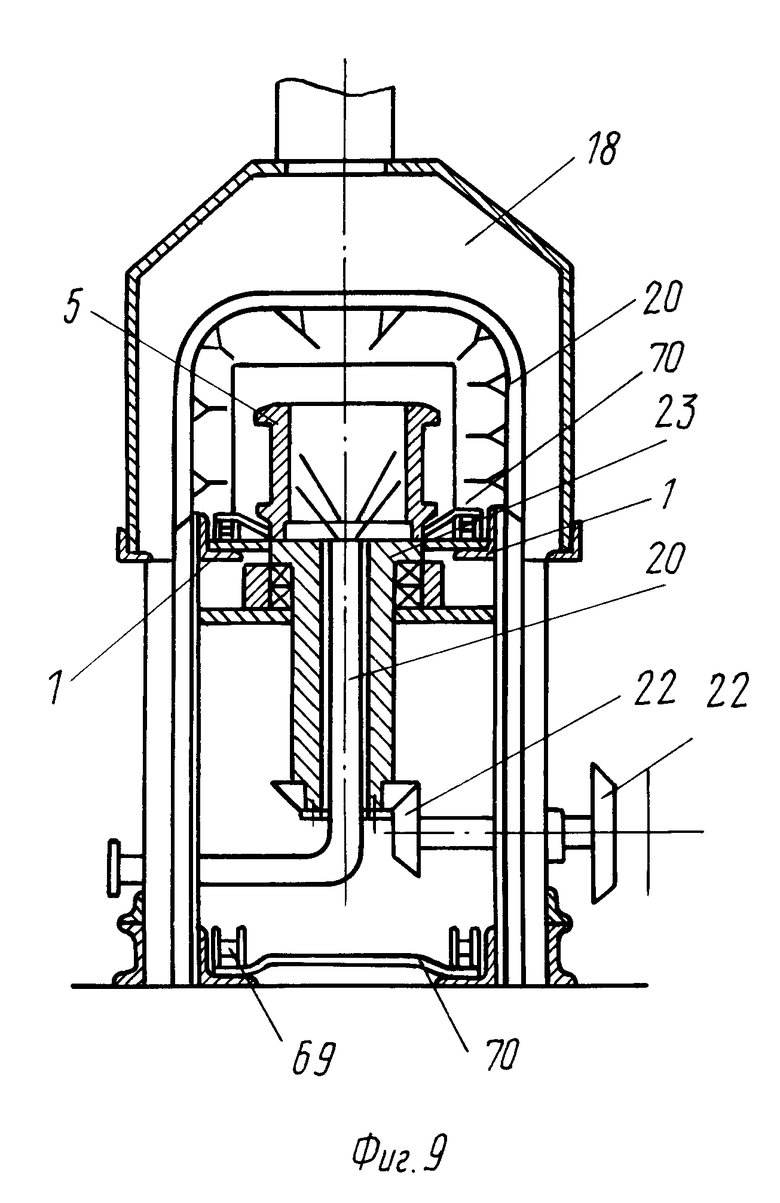
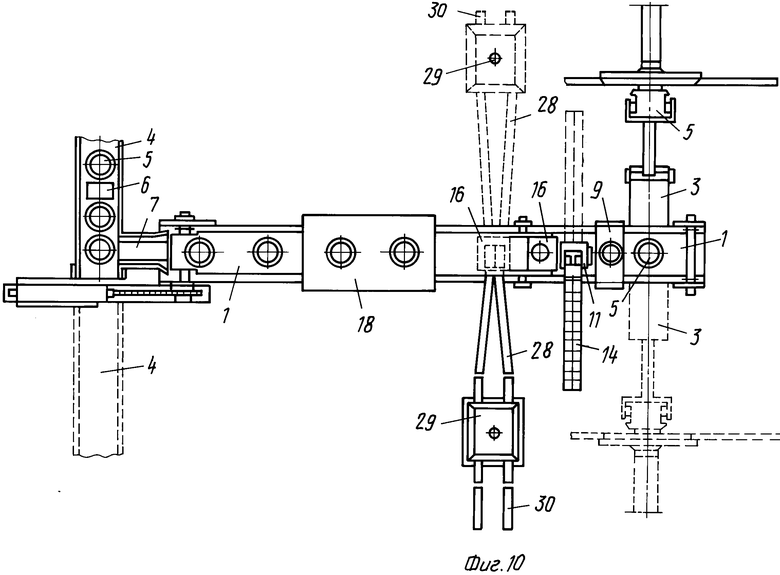
На фиг. 1 и 2 изображены фронтальный и плановый виды соответственно поточной линии ремонта роликовых букс; на фиг. 3 фронтальный вид устройства расправки роликов в сепараторе начало раздвижки роликов; на фиг. 4 профильный вид устройства расправки роликов в сепараторе конец раздвижки роликов; на фиг. 5 и 6 фронтальный и профильный виды соответственно устройства закладки технологических втулок, причем двухрядный магазин технологических втулок показан на фиг. 6; на фиг. 7 и 8 фронтальный и плановый виды устройства выпрессовки подшипников и кантователя; на фиг. 9 разрез моечной машины для корпусов букс; на фиг. 10 варианты компоновки поточной линии ремонта роликовых букс для сопряжения со смежными линиями ремонта колесных пар.
Поточная линия ремонта роликовых букс представляет собой автоматизированную линию и содержит шаговый конвейер 1, например, цепного типа, и пульт 2 управления. Конвейер 1 на входе сопряжен с буксосъемником 3, а на выходе с транспортирующим накопителем 4 с буксами 5 и кассет 6 с элементами букс через шарнирный наклонный склиз 7. Шаговый конвейер 1 оборудован приводом 8 и содержит последовательно расположенные по ходу движения ремонтируемых букс 5 устройство 9 расправки роликов в сепараторах подшипников 10, устройство 11 закладки технологических втулок 12 в подшипники 10 буксы 5 с приводом 13 и двухрядным магазином 14 втулок 12, устройство 15 выпрессовки подшипников 10 с приемной камерой 16, кантователь 17 подшипников 10, моечную машину 18 для корпусов букс 5, например, двухкамерного типа, с подъемными шторками 19, сопловой системой 20 обмывки наружной и внутренней поверхностей букс 5, устройством 21 зачистки букс 5, механизмом 22 вращения столов 23, первой 24 и второй 25 камер и устройством удаления остатков моющего раствора, состоящим из поддона 26 и обдувного раструба 27, установленного за моечной машиной 18. Приемная камера 16 сопряжена через двухручьевой лоток-накопитель 28 подшипников 10 с моечной машиной 29 для подшипников 10, которая на своем выходе оборудована двухручьевым лотком 30 подачи подшипников 10 в ремонтное отделение.
Устройство 9 расправки роликов состоит из вертикального силового цилиндра 31, на штоке 32 которого закреплена конусообразная оправка 33, и установлено на П-образной раме 34, закрепленной на раме 35 конвейера 1.
Устройство 11 закладки технологических втулок 12 содержит цилиндрическую кассету 36 вместимостью на две втулки 12 с боковым окном 37, в которое наклонно врезан консольный двухручьевой лоток 38. Кассета 36 снабжена четырьмя фиксаторами 39, установленными на прорезях горловины кассеты 36 для предотвращения преждевременного выпадения втулок 12 и закреплена по образующей на П-образном кронштейне 40, шарнирно связанном с опорами 41, вертикально установленными на раме 35 контейнера 1, к которой шарнирно закреплен привод 42, выполненный в виде силового цилиндра со штоком 43, шарнирно связанным через рычаг 44 со втулкой 45 одного из шарнира 46, закрепленный на П-образном кронштейне 40.
Двухрядный магазин 14 выполнен в виде двухручьевого наклонного лотка 47, который через зазор 48 сопряжен с наклонным консольным двухручьевым лотком 38. В нижней части лотка 47 на его конце со стороны зазора 48 установлен отсекатель 49, снабженный противовесом 50 и рычажным механизмом 51, взаимодействующим с лотком 38.
Устройство 15 выпрессовки подшипников 10 содержит силовой цилиндр 52 выпрессовки, вертикально закрепленный основанием на опорной пластине 53, внутри конвейера 1 между верхней и нижней ветвями цепной передачи 54, с возможностью выдвижения вверх штока 55, снабженного головкой 56, через фигурную прорезь 57 верхнего основания 58 конвейера 1, упорную плиту 59, горизонтально закрепленную в верхней части рамы 60 с возможностью свободного перемещения букс 5 по конвейеру 1, с отверстием 61 для прохода подшипников 10 в приемную камеру 16, снабженную подвижными створками 62. Кантователь подшипников выполнен в виде силового цилиндра 63, корпус которого шарнирно связан с рамой 60, а шток 64 шарнирно соединен с двуплечим фигурным рычагом 65, одно плечо которого шарнирно установлено на раме 60, другое плечо жестко связано с боковой поверхностью приемной камеры 16, причем конец штока 64 шарнирно присоединен в средней части рычага 65. Это позволяет обеспечить возможность поворота камеры 16 на 90о и самовыкатки подшипников в лоток 28 из открытого торца приемной камеры 16 за счет придания ее боковой стенке уклона в момент сопряжения с лотком 28.
Моечная машина 18 для корпусов букс 5 выполнена например (фиг. 1), в виде двух моечных камер 24-25, расположенных одна за другой вдоль конвейера 1. Каждая камера оборудована подъемными шторками 19, сопловой системой 20 обмывки наружной и внутренней поверхностей букс 5, присоединенной к системам моющего раствора и воды и отвода 66, и механизмом 22 вращения столов 23. Обе камеры снабжены общим приводом механизма 22 и вытяжной вентиляцией 57. В первой по ходу движения конвейера 1 камере 24 размещено устройство 21 зачистки букс 5.
Шаговый конвейер 1 цепного типа содержит верхнее основание 58 в виде плиты, закрепленной на раме 35, замкнутую цепную передачу 69, спаренную перемычками 70 с шагом, равным шагу конвейера 1. Привод 8 последнего выполнен в виде гидроцилиндра с реечной передачей 68 на ведущий вал цепей 69 конвейера 1.
Работает поточная линия ремонта роликовых букс следующим образом.
На позиции съема букс 5 с шейки оси колесной пары и установки их на конвейер 1 буксосъемник 3 снимает буксу 5 и устанавливает ее лабиринтом вниз на верхнее основание 58. При этом перемычка 70 передвигает буксу 5 на один шаг по основанию 58 на вторую позицию ремонта позицию расправки роликов и закладки технологических втулок (фиг. 1). Предварительная ориентация буксы 5 "под ось" устройства 9 расправки роликов осуществляется центрирующими направляющими 71. Подачей сжатого воздуха с помощью пульта 2 управления в силовой цилиндр 31 перемещается шток 32 с конусообразной оправкой 33 вниз вовнутрь корпуса буксы и далее между роликами подшипников 10 (фиг. 3 и 4). При этом первая конусная часть 72 оправки 33 начинает центрировать буксу 5 за счет контакта ее с роликами, выпавшими из дорожек 73 наружных колец подшипников 10, и смещать их к дорожкам 73, а вторая конусная часть 74 окончательно сдвигает ролики к дорожкам 73 и центрирует буксу 5 по оси устройства 9 расправки роликов, тем самым подготавливая соосность буксы 5 с устройством 11 закладки технологических втулок 12. Перемещение оправки 33 вниз осуществляется до упора с верхним основанием 58, после чего следует возврат штока 32 в верхнее исходное положение (показано пунктиром на фиг. 4). На этом операция расправки роликов заканчивается. Включением соответствующей кнопки на пульте 2 управления подается сжатый воздух в привод 42, (фиг. 5 и 6), который с помощью рычага 44 поворачивает П-образный кронштейн 40 с кассетой 36, заряженной втулками 12, в сторону буксы 5. При этом втулки 12 сползают к фиксаторам 39 и задерживаются их лапками 75 от выпадания из кассеты 36.
При достижении угла поворота кассеты 36 90о конусная ее часть "улавливает" внутреннюю поверхность буксы 5, вдвигается в ее полость до упора торца кассеты 36 в подшипники 10. На этом завершается совмещение осей кассеты 36 и буксы 5. Одновременно плечи 76 фиксаторов 39 упираются в торец буксы 5, поворачивают, преодолевая действие пластинчатых пружин 77, фиксаторы 39, тем самым открывая доступ вовнутрь подшипников 10 втулок 12. Последние выпадают из кассеты 36 в подшипники 10 до основания 58 (фиг. 6). На этом заканчивается операция закладки технологических втулок 12, что предотвращает выпадение роликов 78 из гнезд сепаратора 79 при последующих операциях ремонта.
Переключением подачи воздуха в другую полость силового цилиндра привода 42 кассета 36 возвращается в исходное положение (фиг. 5 и 6). Консольный лоток 38 совмещается через зазор 48 с наклонным лотком 47 и через рычажный механизм 51 взаимодействует с отсекателем 49: свободный конец консольного лотка 38 давит на свободное плечо рычажного механизма 51, на оси которого жестко закреплен отсекатель 49, последний поворачивается, преодолевая усилие противовеса 50, при этом переднее плечо отсекателя 49 утапливается, тем самым пропуская пару втулок 12 через консольный лоток 38 и окно 37 в кассету 36, а заднее плечо поднимается и отсекает ход следующей пары втулок 12 в наклонном лотке 47. Таким образом происходит автоматическая "зарядка" кассеты 36 технологическими втулками 12.
Далее конвейер 1 перемещается еще на один шаг, и букса 5 со втулками 12 передвигается на позицию выпрессовки подшипников 10 (фиг. 1, 7 и 8). С помощью пульта 2 управления включается в работу силовой цилиндр 52, головка 56 на штоке 55 поднимается через фигурную прорезь 57 и, упираясь в торцы роликов нижнего подшипника 10, приподнимает буксу 5 до упора с верхней плитой 59, после чего начинается выпрессовка подшипников. При этом подшипниковый узел, проходя через отверстие 61 в плите 59, поднимает шторки 62 и попадает в кассету 16. В крайнем верхнем положении головки 56 с подшипниками 10 шторки 62 закрываются. При возврате штока 55 головка 56 проходит через зазор между шторками 62, а букса опускается на основание 58. Включается силовой цилиндр 63 кантователя, шток 64 которого, втягиваясь вовнутрь цилиндра 63, поворачивает камеру 16 с подшипниковым узлом из горизонтального положения в вертикальное и совмещает ее с двухручьевым лотком-накопителем 28.
При этом подшипники 10 занимают положение для самовыкатки и при полном совмещении камеры 16 с лотком 28 выкатываются (справа-налево по фиг. 1), разделяясь ножом 80 на два ручья, в лоток-накопитель 28 перед моечной для подшипников машиной 29. В последней подшипники 10 попарно и поочередно в автоматическом режиме обмываются и подаются через лоток 30 в ремонтное отделение.
После выпрессовки подшипников корпус буксы 5 с позиции выпрессовки при следующем шаге конвейера 1 подается на уравнительную позицию перед моечной машиной 18 корпусов букс, где задерживается до окончания выпрессовки подшипников из следующей буксы. Включением соответствующей кнопки на пульте 2 управления поднимаются шторки 19 моечной машины 18 и последующим перемещением на шаг конвейера 1 корпус буксы 5 с уравнительной позиции устанавливается на стол 23 первой камеры 24 моечной машины 18. Опускаются шторки 19, включается механизм вращения столов 23 и подается в сопловую систему 20 моющий раствор. В процессе мойки периодическими включениями с пульта 2 управления устройства 21 производится зачистка внутренней поверхности и торца корпуса буксы 5. Необходимость и время зачистки определяется оператором по состоянию корпуса буксы перед его подачей в камеру 24 моечной машины 18. При следующем шаге конвейера 1 данный корпус буксы перемещается во вторую камеру 25 для окончательной обмывки, при этом следующий корпус буксы поступает в первую камеру 24, а на уравнительную позицию устанавливается кассета 6, заполненная элементами (крышки, кольца, болты, шайбы) двух букс 5, для обмывки в той же моечной машине. По завершению окончательной обмывки корпуса буксы подача моющего раствора отключается, поднимаются шторки 19 и перемещением конвейера 1 на шаг корпус буксы из второй камеры 25 поступает на позицию обдува и удаления остатков моющего раствора, а следующий корпус перемещается из первой камеры 24 во вторую камеру 25.
При последующих перемещениях конвейера 1 корпус буксы сталкивается через склиз 7 на транспортирующий накопитель 4. Перемещения последнего и конвейера 1 связаны между собой, но при этом скорость накопителя 4 меньше скорости конвейера 1, поэтому корпуса букс 5 и кассеты 6 с элементами располагаются плотно друг за другом в чередующейся последовательности: два корпуса букс 5 кассета 6. Возможное нарушение режима работы поточной линии, вызываемое различием во времени операций раскручивания болтов и гаек с последующей подачей колесной пары и съема обеих букс, выравнивается введением уравнительной позиции, заполняемой кассетами 6 и элементами букс для обмывки.
На фиг. 1 и 2 показан один из вариантов компоновки предлагаемой поточной линии последовательно-параллельная. Однако возможны другие компоновки (фиг. 10): буксосъемник 3 расположен перпендикулярно конвейеру 1, что позволяет организовать движение колесных пар параллельно поточной линии ремонта букс; двухручьевые лотки 28 и 30 с моечной машиной 29 расположены перпендикулярно конвейеру 1, что позволяет обеспечить подачу подшипников 10 "поперек" поточной линии ремонта букс; транспортирующий накопитель 4 расположен перпендикулярно поточной линии ремонта, что позволяет обеспечить подачу корпусов букс в поперечном относительно конвейера 1 направлении; двухрядный магазин 14 расположен параллельно поточной линии ремонта; варианты смешанных и вышеприведенных схем компоновок. Все это доказывает гибкость сопряжения предлагаемой линии со смежными линиями ремонта колесных пар, дает возможность вписать ее в любую планировку колесно-роликового отделения существующих депо и заводов без капитальных вложений на реконструкцию помещений.
Введение устройств расправки 9 роликов и закладки 11 технологических втулок обеспечивает выполнение полного в соответствии с циклом технологических операций ремонта роликовых букс и, следовательно, повышение качества.
Все операции, за исключением манипуляционных операций оператора при управлении работой линии на пульте 2 управления и установки кассеты 6 с элементами букс на уравнительную позицию, выполняются без непосредственного участия человека, что улучшает условия труда и способствует обеспечению техники безопасности.
Опытный образец данной поточной линии ремонта роликовых букс изготовлен в вагонном депо ст. Московка Зап.-Сиб. ж.д. и находится на стадии опытной эксплуатации. Выявлено, что объем ремонта в размере 104 роликовых букс выполняется за половину смены одним рабочим. Экономический эффект будет зависить от объема внедрения поточной линии на сети дорог.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для съема роликовых букс с колесных пар | 1990 |
|
SU1691051A1 |
| Установка для очистки железнодорожных букс | 1981 |
|
SU1017548A1 |
| Установка для промывки крытых железнодорожных вагонов | 1981 |
|
SU979185A1 |
| Устройство для снятия поглощающего аппарата с железнодорожного транспортного средства | 1988 |
|
SU1532381A1 |
| УСТРОЙСТВО для УСТАНОВКИ БУКСЫ НА ШЕЙКУ ОСИ | 1970 |
|
SU264439A1 |
| Устройство для очистки шейки оси колесной пары подвижного состава от смазки | 1982 |
|
SU1041348A1 |
| Шаговый конвейер | 1982 |
|
SU1020321A1 |
| ГИДРАВЛИЧЕСКИЙ ГАСИТЕЛЬ КОЛЕБАНИЙ | 1993 |
|
RU2075665C1 |
| Устройство для промывки подшипников | 1980 |
|
SU925433A1 |
| ЛИНИЯ РЕМОНТА РОЛИКОВЫХ ПОДШИПНИКОВ | 1999 |
|
RU2173418C2 |




Использование: изобретение относится к ремонту подвижного состава железных дорог. Сущность изобретения: поточная линия дополнительно содержит устройства расправки роликов и закладки технологических втулок, двухрядный магазин и кантователь подшипников, сопряженные с шаговым конвейером, буксосъемник и транспортирующий накопитель. Положительный эффект достигается за счет полного выполнения технологии ремонта букс и подшипников и автоматизации всего цикла операций от съема до подачи букс и ее элементов в монтажное отделение. 10 ил.
ПОТОЧНАЯ ЛИНИЯ РЕМОНТА РОЛИКОВЫХ БУКС, содержащая пульт управления, шаговый конвейер, проходящий через последовательно размещенные буксосъемник, устройство выпрессовки подшипников с упорной верхней плитой, приемной камерой с подвижными створками для подшипников, связанной через лоток-накопитель с моечной машиной подшипников, моечную машину корпусов букс, имеющую устройства зачистки и удаления остатков моющего раствора, и транспортирующий накопитель, отличающаяся тем, что она снабжена устройствами расправки роликов подшипника в сепараторе и закладки технологических втулок в подшипники буксы, двухрядным магазином технологических втулок и кантователем подшипников, при этом устройства расправки роликов и закладки технологических втулок установлены на одной позиции последовательно друг за другом над центром шагового конвейера между буксосъемником и позицией выпрессовки подшипников, причем первое из них включает в себя П-образную раму, несущую в верхней части вертикально расположенный силовой цилиндр с выдвижным вниз штоком с конусообразной оправкой на конце, а второе устройство включает в себя П-образный элемент, шарнино установленный на опорах рамы шагового конвейера и связанный с приводом для приведения в соосное расположение с буксой в зоне расправки роликов, смонтированную на П-образном элементе цилиндрическую кассету для двух технологических втулок с окном, сопряженным с консольно расположенным двухручьевым лотком, двухрядный магазин выполнен в виде сопряженного с консольным лотком кассеты двухручьевого наклонного лотка с отсекателем в нижней части, кантователь включает в себя силовой цилиндр, корпус которого шарнирно закреплен на раме устройства выпрессовки, а шток шарнирно связан со средней частью двуплечего рычага, одним плечом шарнирно соединенного с рамой устройства выпрессовки, а другим жестко связанного с боковой поверхностью приемной камеры с возможностью поворота ее на 90o и сопряжения с двухручьевым лотком-накопителем, при этом между устройством выпрессовки и моечной машиной корпусов букс расположена уравнительная позиция.
| УСТАНОВКА ДЛЯ РАСПРЕССОВКИ ПОДШИПНИКЬв И ОЧИСТКИ БУКС ЖЕЛЕЗНОДОРОЖНОГО ПОДВИЖНОГО | 0 |
|
SU383641A1 |
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
