ся в разных продольных сечениях втулки от 90° до величин, больших или меньших 90°) что зависит от соотношения геометрических размеров втулки и радиуса опорной рабочей поверхности. Одна из опор жестко установлена на самоустанавливающихся шайбах 6 с радиальным зазором. В другой опоре выполнены сквозные отверстия для удаления стружки, оси этих отверстий расположены тангенциально к поверхности отверстия кондукторной втулки.
При работе ликвидируется зазор между опорными рабочими поверхностями втулок 2 и 5 и заготовкой 9. При обработке отверстия инструментом, например сверлом 11, острые кромки втулок 2 и 5 препятствуют образованию заусенцев на поверхности заготовки 9, так как зазор между поверхностью ленточек инструмента и отверстиями во втулках 2 и 5 мал по сравнению с величиной обычно образующихся заусенцев. 1 з.п. ф-лы, 3 ил.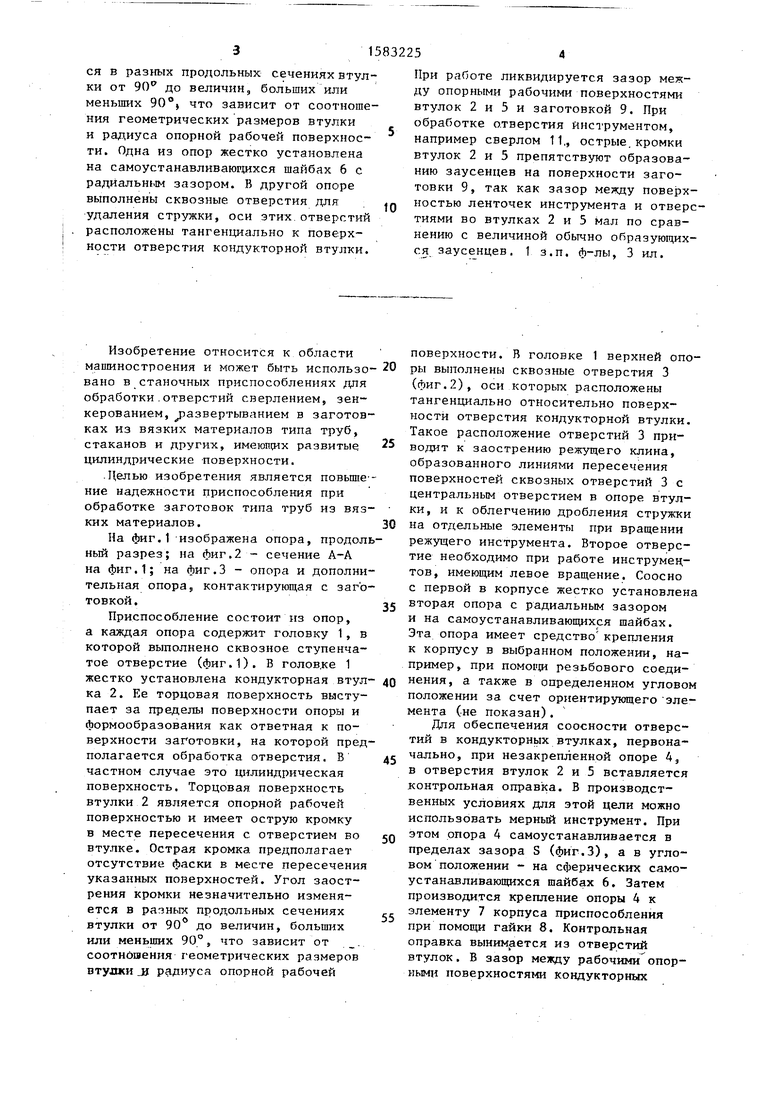
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ТОРЦОВ ТРУБ | 2016 |
|
RU2638484C1 |
| СПОСОБ СКОРОСТНОГО СВЕРЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2534176C1 |
| Устройство для сверления сквозных радиальных отверстий | 1987 |
|
SU1509193A1 |
| СПОСОБ ФИКСАЦИИ НЕЖЕСТКОЙ ЗАГОТОВКИ СЛОЖНОГО ПРОФИЛЯ И ПРИСПОСОБЛЕНИЕ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2018 |
|
RU2701815C1 |
| СБОРНОЕ КОЛЬЦЕВОЕ СВЕРЛО С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ МНОГОГРАННЫХ РЕЖУЩИХ ПЛАСТИН И НЕПЕРЕТАЧИВАЕМЫЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ | 2014 |
|
RU2656190C2 |
| СВЕРЛО ДЛЯ ОБРАБОТКИ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ТИПА УГЛЕПЛАСТИКОВ И СТЕКЛОПЛАСТИКОВ | 1995 |
|
RU2095199C1 |
| КОСТЫЛЬ МЕДИЦИНСКИЙ, УСТРОЙСТВО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2222308C2 |
| Устройство для удаления пыли и стружки | 1986 |
|
SU1526953A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ НЕКРУГЛЫХ ОТВЕРСТИЙ | 2004 |
|
RU2268108C1 |
| Сверлильная головка | 1985 |
|
SU1284731A1 |
Изобретение относится к машиностроению и может быть использовано в станочных приспособлениях для обработки отверстий сверлением, зенкерованием и развертыванием в заготовках из вязких материалов типа труб, стаканов и др., имеющих развитые цилиндрические поверхности. Целью изобретения является повышение надежности приспособления при обработке заготовок типа труб из вязких материалов. Приспособление содержит две жестко установленные кондукторные втулки 2 и 5 с опорными рабочими поверхностями, выполненными ответными к обрабатываемым поверхностям заготовок и имеющими острые кромки в месте пересечения с отверстием во втулке. Острая кромка предполагает отсутствие фаски в месте пересечения указанных поверхностей. Угол заострения кромки незначительно изменяется в разных продольных сечениях втулки от 90° до величин, больших или меньших 90°, что зависит от соотношения геометрических размеров втулки и радиуса опорной рабочей поверхности. Одна из опор жестко установлена на самоустанавливающихся шайбах 6 с радиальным зазором. В другой опоре выполнены сквозные отверстия для удаления стружки, оси этих отверстий расположены тангенциально к поверхности отверстия кондукторной втулки. При работе ликвидируется зазор между опорными рабочими поверхностями втулок 2 и 5 и заготовкой 9. При обработке отверстия инструментом, например сверлом 11, острые кромки втулок 2 и 5 препятствуют образованию заусенцев на поверхности заготовки 9, так как зазор между поверхностью ленточек инструмента и отверстиями во втулках 2 и 5 мал по сравнению с величиной обычно образующихся заусенцев. 1 з.п. ф-лы, 3 ил.
Изобретение относится к области машиностроения и может быть использо- вано в станочных приспособлениях для обработки отверстий сверлением, зен- керованием, развертыванием в заготовках из вязких материалов типа труб, стаканов и других, имеющих развитые цилиндрические поверхности.
Целью изобретения является повыше - ние надежности приспособления при обработке заготовок типа труб из вязких материалов.
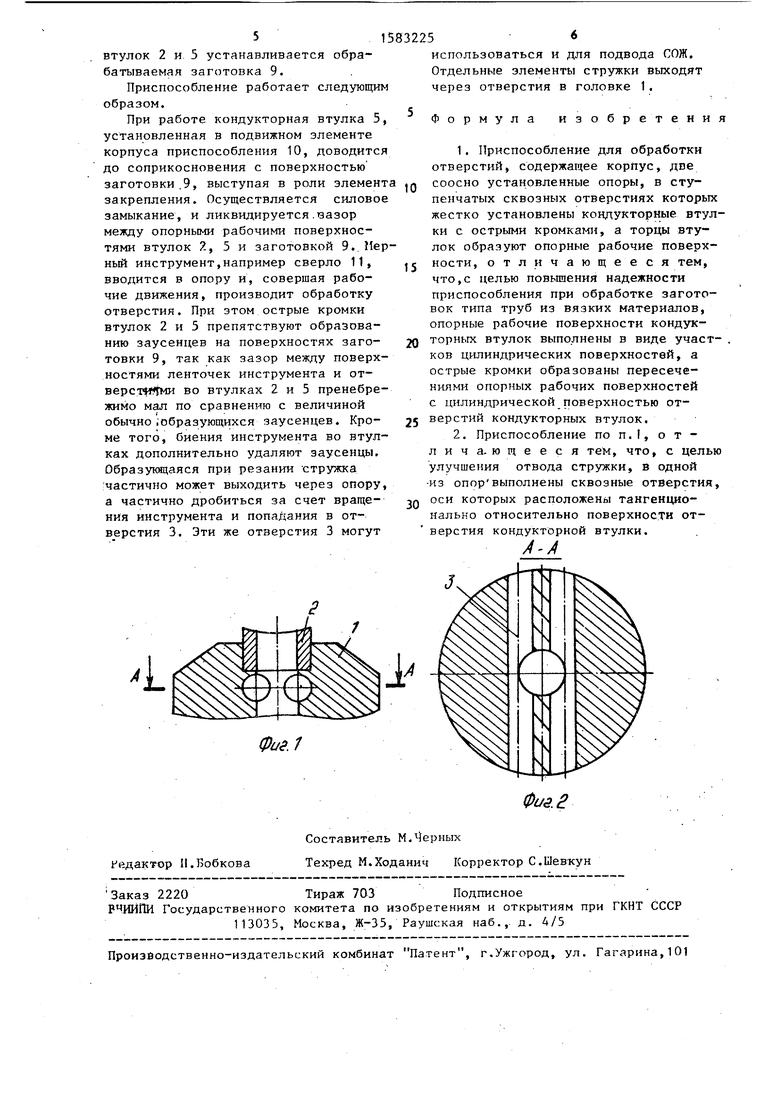
На фиг.1 изображена опора, продольный разрез; на фиг.2 - сечение А-А на фиг.1; на фиг.З - опора и дополнительная опора, контактирующая с заготовкой.
Приспособление состоит из опор, а каждая опора содержит головку 1, в которой выполнено сквозное ступенчатое отверстие (фиг.1). В головке 1 жестко установлена кондукторная втул- ка 2. Ее торцовая поверхность выступает за пределы поверхности опоры и формообразования как ответная к поверхности заготовки, на которой предполагается обработка отверстия. В частном случае это цилиндрическая поверхность. Торцовая поверхность втулки 2 является опорной рабочей поверхностью и имеет острую кромку в месте пересечения с отверстием во втулке. Острая кромка предполагает отсутствие фаски в месте пересечения указанных поверхностей. Угол заострения кромки незначительно изменяется в разных продольных сечениях втулки от 90° до величин, больших или меньших 90°, что зависит от соотношения геометрических размеров втулки и радиуса опорной рабочей
0 5
0
5
О 5 0
5
поверхности. В головке 1 верхней опоры выполнены сквозные отверстия 3 (фиг.2), оси которых расположены тангенциально относительно поверхности отверстия кондукторной втулки. Такое расположение отверстий 3 приводит к заострению режущего клина, образованного линиями пересечения поверхностей сквозных отверстий 3 с центрапьным отверстием в опоре втулки, и к облегчению дробления стружки на отдельные элементы при вращении режущего инструмента. Второе отверстие необходимо при работе инструментов, имеющим левое вращение. Соосно с первой в корпусе жестко установлена вторая опора с радиальным зазором и на самоустанавливающихся шайбах. Эта опора имеет средство крепления к корпусу в выбранном положении, например, при помощи резьбового соединения, а также в определенном угловом положении за счет ориентирующего элемента (не показан).
Для обеспечения соосности отверстий в кондукторных втулках, первоначально, при незакрепленной опоре 4, в отверстия втулок 2 и 5 вставляется контрольная оправка. В производственных условиях для этой цели можно использовать мерный инструмент. При этом опора 4 самоустанавливается в пределах зазора S (фиг.З), а в угловом положении - на сферических; самоустанавливающихся шайбах 6. Затем производится крепление опоры 4 к элементу 7 корпуса приспособления при помощи гайки 8. Контрольная оправка вынимается из отверстий втулок. В зазор между рабочими опорными поверхностями кондукторных
Фи$.1
| Устройство для сверления сквозных радиальных отверстий | 1987 |
|
SU1509193A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
