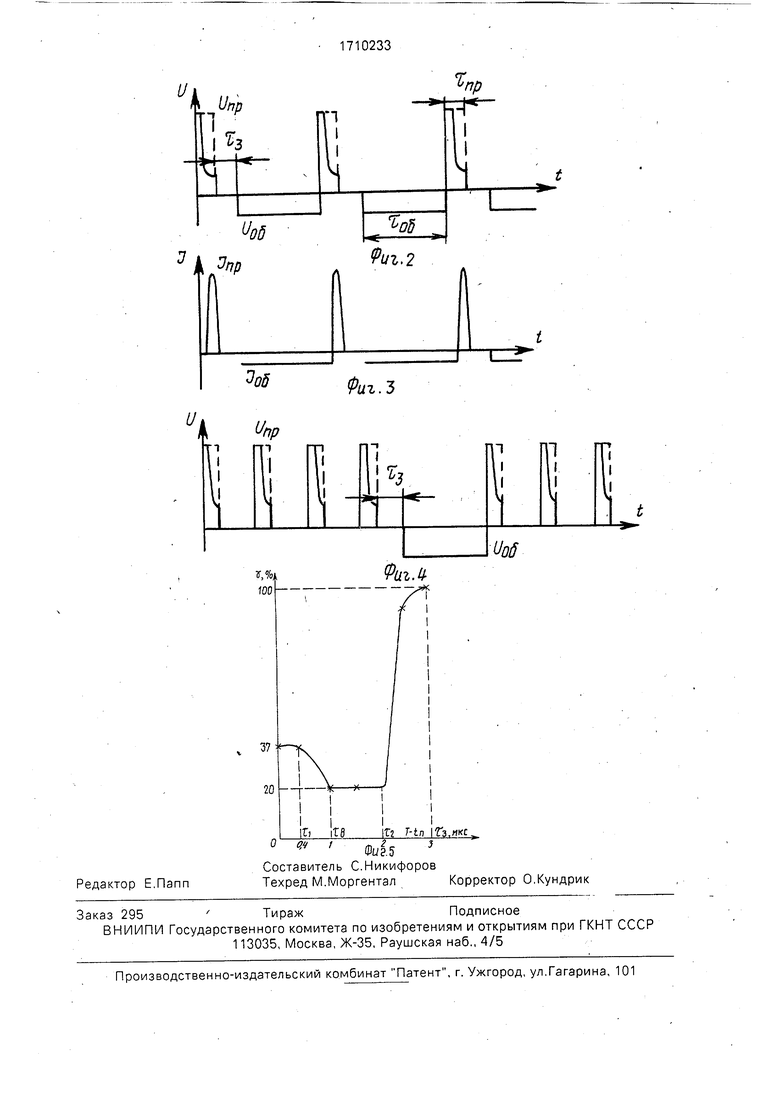
Изобретение относится к области электрофизических и электрохимических методов обработки, в частности к способам электроэрозионной обработки материалов в токопроводящей рабочей среде. Цель изобретения -уменьшение износа электрода-инструмента за счет предотвращения разрушения электрода импульсами обратной полярности. На фиг.1 приведена блок-схема устройства, реализующего способ; на фиг.2 - эпюры напряжения импульсов прямой и обратной полярности; на фиг.З - эпюры токов импульсов прямой и обратной полярности; на фиг.4 - случай формирования импульса обратной полярности для группы импульсов прямой полярности; на фиг.5 зависимость износа электрода-инструмента от времени сдвига переднего фронта импульса обратной полярности по отношению к заднему фронту импульсов прямой полярности. Способ осуществляется следующим образом. Предварительно определяют экспериментально время восстановления диэлектрической прочности разрядного промежутка. Затем на электроды подают импульсы прямой и обратной полярности, причем напряжение импульсов обратной полярности выбирают не превышающим напряжения пробоя межэлектродного промежутка, что исключает возникновение разрядов при их подаче на электроды. Импульсы обратной полярности подают с задержкой по отношению к задним фронтам рабочих импульсов прямой полярности (или группы рабочих импульсов). Время задержки выЬирают в диапазоне Тп Гз Т.-Гп где Гр, - время восстановления диэлектрической прочности разрядного промежутка; Тз - время задержки импульсов обратной полярности; Т - период повторения рабочих импульсов:Гп - длительность импульса напряжения прямой полярности; Si - площадь импульса прямой полярности, определяемая по осциллограмме; Unp- напряжение пробоя межэлектродного промежутка. Способ осуществляется с помощью устройства, блок-схема которого приведена на фиг.1. Источник 1 тока прямой полярности через управляемый ключ 2 подключен к электроду-инструменту 3 и обрабатываемой детали А. Источник 5 постоянного тока обратной полярности через управляемый ключ 6 также подключен к электроду-инструменту 3 и обрабатываемой детали 4. Задающий генератор 7 подключен к управляемому ключу 2 и к входу делителя 8 частоты, выход которого через линию 9 задержки соединен с формирователем 10, подключенным к управляемому ключу 6. Управляемый ключ 6 открывается с задержкой по отношению к Управляемому ключу 2, определяемой коэффициентом деления делителя 8 частоты и временем задержки линии 9 задержки. Коэффициент деления может изменяться от единицы до числа, определяющего количество импульсов прямой полярности в группе импульсов. Длительность импульса обратной полярности определяется формирователем 10. На фиг.5 показана зависимость износа электрода-инструмента от времени сдвига переднего фронта импульса обратной полярности по отношению к заднему фронту импульсов прямой полярности. Если время задержки меньше времени Гв восстановления диэлектрической прочности разрядного промежутка, то значительная часть импульсов обратной полярности вызывает повторный пробой межэлектродного промежутка, что вызывает повышенной износ электродаинструмента. При равенстве ИЗНОС электрода-инструмента уменьшается и практически не изменяется при увеличеНИИ времени задержки до некоторого предела, определяемого следующим образом. При выборе времени задержки, с одной стороны, должно быть соблюдено соотношениеиобр Unp, обеспечивающее отсутствие пробоя межэлектродного промежутка импульсами обратной полярности. С другой стороны, для обеспечения отсутствия электрохимического растворения обрабатываемой детали должно быть выполнено условие равенства площадей импульсов напряжений прямой и обратной полярности Si-82. Из полученных выражений определяется минимальная величина длительности импульсов обратной полярности
Диапазон допустимых значений времени задержки Гз определяется выражением
7п - 3 Т - Тп o6pmin
ИЛИ
Si
Тв Тз Т - Гп и
пр
Наиболее оптимальной величиной времени задержки является диапазон:
Гз(1 -1,2)Тп.
Определение времени восстановления диэлектрических свойств межэлектродного промежутка и износа электрода-инструмента выполняется по известной методике, основанной на подаче парных импульсов на межэлектродный промежуток с изменением временного интервала между ними. В данном случае подают импульсы прямой и обратной полярности и изменяют паузу между ними в интервале от О до Т -Гц
Пример. Осуществлялось электроэрозионное вырезание на установке модели А207.86 с применением транзисторного генератора импульсов. С помощью осциллографа контролировались импульсы напряжения и тока прямой и об эатной полярности. Режим обработки: частота импульсов f 500 кГц, длительность импульса напряжения прямой полярности Гп 0,5 МКС, амплитуда напряжения Uo 50 В, задержка начала импульса обратного напряжения Гз 0,5 мкс, амплитуда обратного напряжения Uo6p 25 В, длительность импульса обратного напряжения Гобр - 1 МКС, амплитуда импульса тока I 5 А. Достигнуто уменьшение износа электрода-проволоки на 11% при сохранении шероховатости обработанной поверхности РЛ 0,63 мкм. Предварительно определенное время восстановления диэлектрической
прочности межэлектродного промежутка составило Гп 0,5 МКС.
Уменьшение износа электрода-проволоки позволяет также использовать более грубый режим обработки при сохранении стойкости проволоки к обрывам, т.е. позволяет также повысить производительность обработки.
Формула изобретения
Способ электроэрозионной обработки материалов в токопроводящей рабочей среде разнополярными импульсами - рабочими импульсами прямой и обратной
полярности, при котором выбирают равными средние значения напряжений прямой и обратной полярности, отличающийся тем, что, с целью уменьшения износа электрода-инструмента, предварительно
определяют время восстановления диэлектрической прочности межэлектродного промежутка, напряжение обратной полярности выбирают не превышающим напряжения пробоя межэлектродного промежутка, а импульсь обратной полярности подают во времени по отношению к задним фронтам рабочих импульсов прямой полярности с задержкой, выбираемой в диапазоне
30
Sj
г Гз Т - Гп Unp
гдегв - время юсстановления диэлектрических свойств межэлектродной среды;
Гз - время задержки переднего фронта импульса обратной полярности;
Т - период повторения рабочих импульсов;
Гп - длительность рабочего импульса прямой полярности;
Si - площадь импульсов напряжения прямой полярности;
Unp напряжение пробоя межэлектродного промежутка при заданном технологическом режиме.
и,
Упр
Фаг.Ъ

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2707672C2 |
| СПОСОБ ДВУХСТАДИЙНОЙ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА | 2023 |
|
RU2809818C1 |
| Источник питания для электроэрозионной обработки металлов | 1971 |
|
SU448924A1 |
| Генератор импульсов для электроэрозионной обработки | 1978 |
|
SU772780A1 |
| Способ электроэрозионной обработки детали | 2018 |
|
RU2697314C1 |
| Генератор импульсов для электроэрозионной обработки | 1980 |
|
SU952496A1 |
| Способ регенерации электроочистителя жидкости | 1990 |
|
SU1722593A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ | 2014 |
|
RU2554260C1 |
| Способ электроэрозионнохимической обработки | 1982 |
|
SU1148737A1 |
| Способ управления срабатыванием разрядника со скользящим разрядом и устройство для его осуществления | 1989 |
|
SU1735950A1 |
Изобретение относится к области электрофизических и электрохимических методов обработки, а именно к способам электроэрозионной обработки металлов в токопроводящей рабочей среде. Цель изобретения - уменьшение износа электрода- инструмента за счет предотвращения разрушения электрода импульсами обратной полярности. Предварительно определяют экспериментально время восстановления диэлектрической прочности разрядного промежутка. На электрод- инструмент 3 и обрабатываемую дeтaль^4подают импульсы напряжения прямой и обратной полярности от источников тока 1 и 5 прямой и обратной полярности через управляемые ключи 2 и 6 соответственно. Импуль- сы обратной полярности подают с задержкой по отношению к задним фронтам рабочих импульсов прямой полярности (или группы рабочих импульсов). Время задержки выбирают в диапазоне Гв <Гз <Т -Гп — (Si:Unp), где Тв - врем восстановлени диэлектрической прочности разр дного промежутка: Тз - врем задержки импульсов обратной пол рности; Т- период повторени рабочих импульсов; Гп - длительность импульса напр жени пр мой пол рности; Si - площадь импульса пр мой пол рности, определ ема по осциллограмме. Unp напр жение пробо межэлектродного промежутка. Управл емый ключ 6 открываетс с задержкой по отношению к управл емому ключу 2, определ емой коэффициентом де- : лени делител 8 частоты и временем задержки линии 9 задержки. Длительность импульса обратной пол рности определ етс формирователем 10. Импульсы обратной пол рности не вызывают пробо межэлектродного промежутка и обеспечиваюттем самым снижение износа. 5 ил. СО с 10 1Ю ICJ iCJ >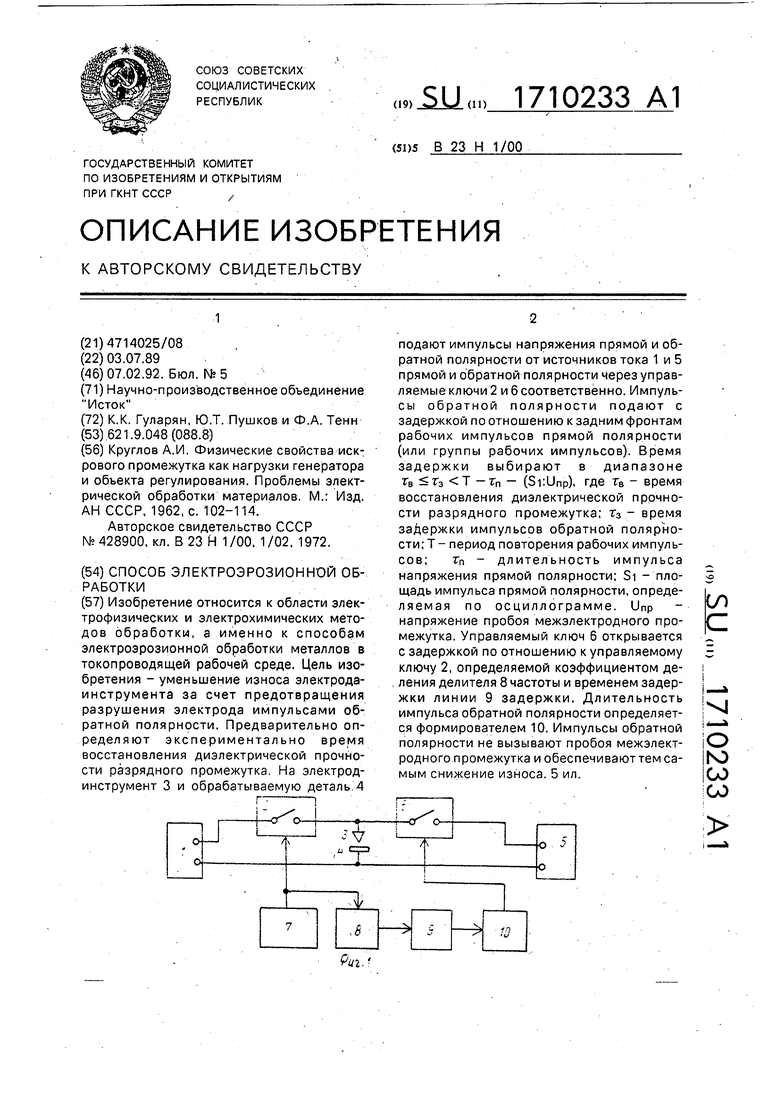
| Круглое А.И | |||
| Физические свойства искрового промежутка как нагрузки генератора и объекта регулирования | |||
| Проблемы электрической обработки материалов | |||
| М.: Изд | |||
| АН СССР, 1962, с | |||
| Транспортер для перевозки товарных вагонов по трамвайным путям | 1919 |
|
SU102A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
